anwenderreportage
Neues Drehzentrum inklusive Werkzeugkonzept von Kennametal erweitert Eigenfertigungsanteil bei Wittur:
Neues Drehzentrum inklusive Werkzeugkonzept von Kennametal erweitert Eigenfertigungsanteil bei Wittur: Als Hersteller von Aufzugskomponenten ist die Wittur Austria GmbH Systemlieferant aller namhaften Aufzugshersteller. Um die Eigenfertigungstiefe zu erweitern, setzt das Unternehmen für die Bestückung eines neuen CNC-Drehzentrums auf ein optimal abgestimmtes Werkzeugkonzept von Kennametal und erreicht dabei kürzere Durchlaufzeiten bei höchster Präzision und Teilequalität.

Mit dem neuen CNC-Drehzentrum inklusive Werkzeugkonzept von Kennametal kann Wittur den Eigenfertigungsanteil deutlich erweitern.
Shortcut
Aufgabenstellung: Erstellung eines Werkzeugkonzeptes, um Bauteile bearbeiten zu können, für die 15 Werkzeuge erforderlich sind, jedoch nur elf Werkzeugplätze zur Verfügung stehen.
Material: 11SMn30/37+C Automatenstahl.
Lösung: Erweiterung der Werkzeugplätze durch TACU-Spanneinheiten sowie Einsatz von Sonderwerkzeugen.
Nutzen: Verkürzung der Durchlaufzeiten bei gleichzeitiger Möglichkeit gesamte Lose mannlos zu fertigen.
Schon im Kolosseum in Rom gab es sie – Aufzüge. Heute sind sie aus Hochhäusern, Einkaufszentren und Firmengebäuden nicht mehr wegzudenken. Täglich nutzen weltweit Milliarden Menschen Aufzüge. Dass sie heute sicher genutzt werden können, verdanken wir Elisha Graves Otis, der auf der Weltausstellung 1853/1854 in New York dem verblüfften Publikum seinen Sicherheitsaufzug präsentierte, der im Falle eines Seilbruchs automatisch abgebremst wird. So entstanden im Laufe der Zeit unzählige Aufzugsvarianten für unterschiedlichste Anwendungsfälle.
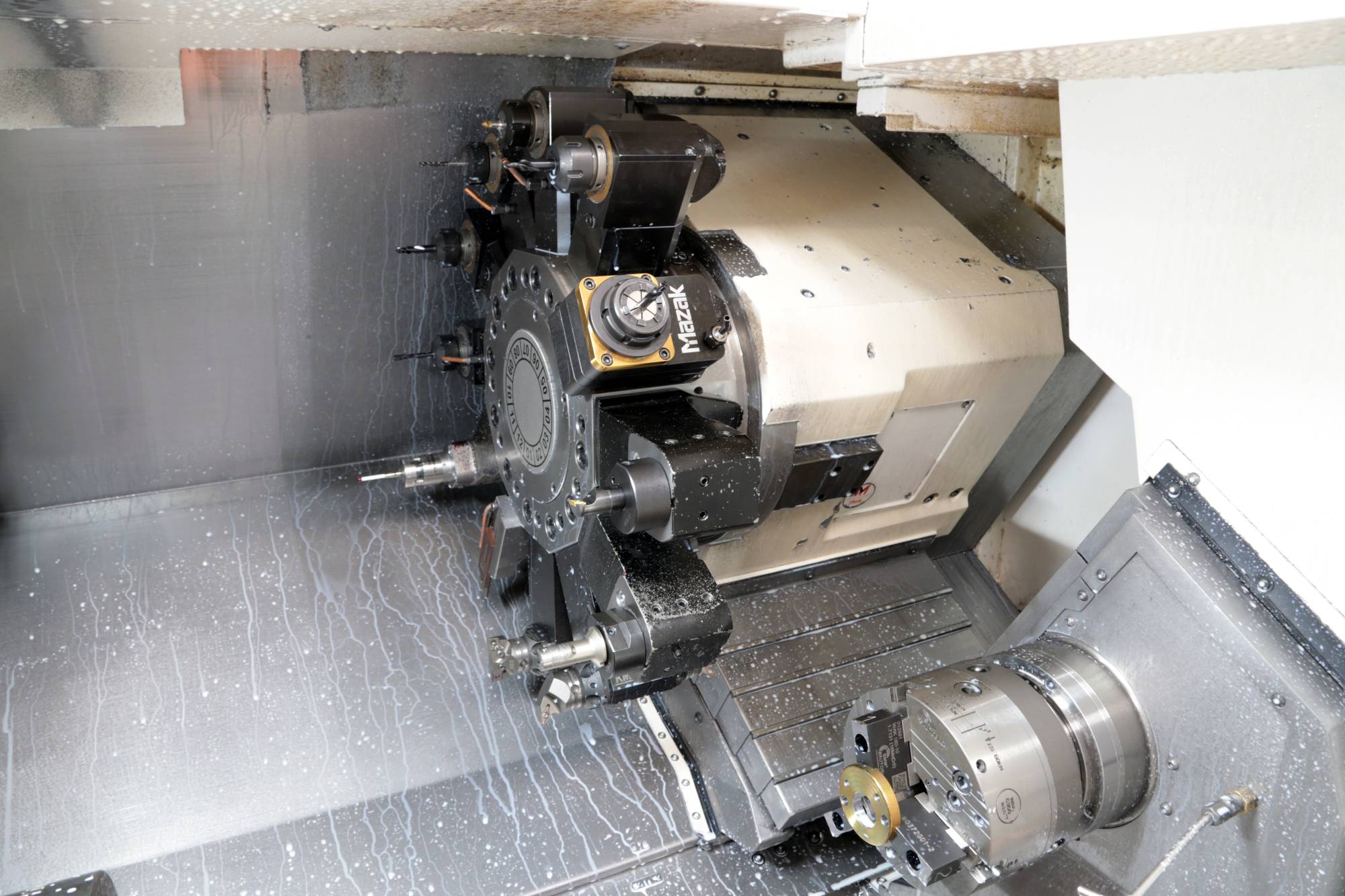
Durch die Erweiterung der Werkzeugplätze mit TACU-Spanneinheiten von Kennametal können mit elf nutzbaren Werkzeugplätzen 15 Bearbeitungsschritte durchgeführt werden.

Bernhard Müllauer
Produktionsleiter bei Wittur Austria
„Für uns hat es sich als großer Vorteil erwiesen, Kennametal schon früh in den Evaluierungsprozess für die Inhouse-Bearbeitung der Teile miteinzubeziehen. Dadurch konnten wir die idealen Bearbeitungsstrategien für unsere Benchmarkteile entwickeln.“
Sonderlösungen für besondere Anforderungen
Die meisten Aufzüge weltweit sind sich sehr ähnlich. Ein Fahrkorb wird über ein Antriebssystem in einem Aufzugsschacht senkrecht oder schräg bewegt. Der Antrieb erfolgt entweder über ein Seilsystem oder hydraulisch. Solche Standardaufzüge werden von einigen renommierten Anbietern hergestellt. Daneben gibt es aber auch Sonderlösungen für ausgefallene Anwendungsfälle.
Genau diesem Bereich hat sich der Wittur-Standort im niederösterreichischen Scheibbs verschrieben. Seit 1968 stellt das Unternehmen Komponenten für die Aufzugsindustrie und Aufzugssonderlösungen her. Die dort auf ca. 15.000 m² hochmodern ausgestatteter Produktionsfläche gefertigten Aufzugskomponenten kommen beispielsweise in weltbekannten Gebäuden wie dem WFC in Shanghai, dem Kingdom Tower in Jeddah oder auch in modernen Kreuzfahrtschiffen zum Einsatz. „Neben einem großen Portfolio an Standardkomponenten fokussieren wir uns ganz besonders auf Sonderlösungen für ausgefallene Anforderungen. Wir unterstützen die Aufzugs-OEMs schon ab dem Zeitpunkt der Projektierung und finden gemeinsam mit ihnen die perfekte Lösung für deren Endkunden“, erklärt Bernhard Müllauer, Produktionsleiter der Wittur Austria GmbH.

Mit TACU-Spanneinheiten konnte ein ausgeklügeltes Werkzeugkonzept geschaffen werden, mit dem die Werkzeugplätze in der Maschine optimal ausgenutzt werden.

Markus Pleyer
Vertriebstechniker bei Kennametal
„Neben der Einschränkung bei den Werkzeugplätzen war auch zu berücksichtigen, dass die Bearbeitung bis zu 22 Stunden mannlos durchlaufen muss. Mit unserem Werkzeugkonzept konnten wir diese Aufgabe prozesssicher bewältigen.“
Flexibilität mit hoher Eigenfertigungstiefe
Am Standort in Scheibbs werden Türsysteme, Rahmen und Sicherheitsbauteile gefertigt – zudem befindet sich dort auch das Gruppen-Kompetenzzentrum für Sicherheitssysteme, Rahmen und Antriebsmotoren.
„Wir kommen am Standort Scheibbs immer dann ins Spiel, wenn der Kunde eine Sonderlösung aus einer Hand sucht. Dazu können wir auf ein breites Portfolio an innovativen Standardkomponenten zurückgreifen, und gleichzeitig alle Adaptierungen im Werk entwickeln, prüfen und – aufgrund der hohen Fertigungstiefe – auch kurzfristig an unsere Kunden liefern“, geht Müllauer ins Detail. Die Fertigung beinhaltet dabei Schweißkonstruktionen, Dreh- und Fräsbearbeitung sowie Laser- und Kantbearbeitungen.

Mit dem NOVO-Werkzeugkonfigurator von Kennametal können neue Werkzeugkombinationen einfach erstellt und der Maschine zur Verfügung gestellt werden.


Infos zum Anwender
Die Wittur Austria GmbH ist aus der Ing. Stefan Sowitsch & Co hervorgegangen und gehört seit dem Jahr 2000 zur Wittur Gruppe. An 13 Produktionsstandorten und sieben Kompetenzzentren weltweit fertigt das Unternehmen mit fast 5.000 Mitarbeitern Komponenten für die Aufzugsindustrie. Am Standort in Scheibbs produziert man auf 15.000 m² mit 500 Mitarbeitern sowohl Türen, Fahrkorbrahmen sowie Sicherheitsbauteile.
Ziel: Eigenfertigungstiefe weiter erhöhen
„Viele unserer Komponenten sind sicherheitsrelevant und müssen dementsprechend sehr hohen Standards entsprechen. Darum versuchen wir so viel wie möglich bei uns im Hause zu fertigen, um eine gleichbleibend hohe Qualität zu gewährleisten“, so der Produktionsleiter weiter. Um diesem Anspruch gerecht zu werden, wurde auch nach einer Lösung gesucht, um verschiedene Drehteile, die bislang extern vergeben wurden, in die hauseigene Produktion einzugliedern.
Mit der bestehenden Anlagentechnologie wäre es jedoch nicht möglich gewesen, die erforderlichen Durchlaufzeiten zu realisieren. Deshalb wurde zum Herbst 2021 in eine neue Mazak Quick Turn 200MSY mit Beladeroboter investiert und im Zuge dessen im Juni letzten Jahres zusammen mit Kennametal ein optimales Werkzeugkonzept erarbeitet, um die geforderten Teile in der vorgegebenen Zeit bearbeiten zu können. „Wittur ist mit Benchmarkteilen an uns herangetreten, von denen jährlich etwa 3.000 Stück zu fertigen sind. Die Maschine wurde so ausgelegt, dass sie den erforderlichen Teiledurchmesser von 170 mm bewältigen kann. Jedoch stehen bei der Maschine am Revolver lediglich zwölf Werkzeugplätze zur Verfügung, von denen einer für den Messtaster reserviert ist. Für die Benchmarkteile wurden aber bis zu 15 Werkzeuge benötigt. Dafür mussten wir eine Lösung finden“, erinnert sich Markus Pleyer, Vertriebstechniker bei Kennametal.

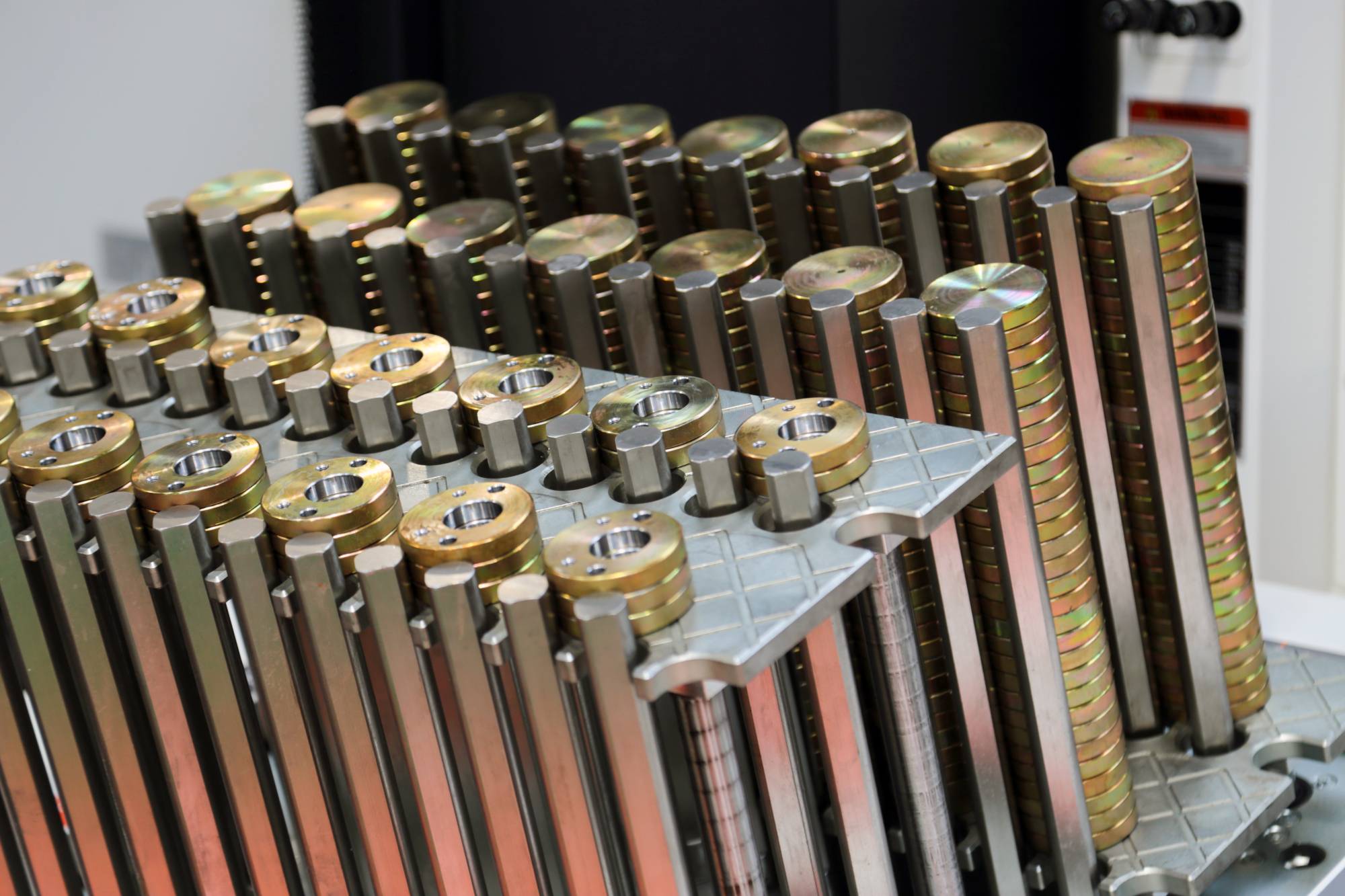
Das Bearbeitungskonzept bei Wittur bestehend aus CNC-Drehzentrum inklusive Roboterautomatisierung von Mazak und einem cleveren Werkzeugkonzept von Kennametal bearbeitet ein Los von 440 Bremsnocken mannlos innerhalb von 22 Stunden.
Cleveres Werkzeugkonzept als Lösung
„Wir haben dafür die Maschine so kompakt wie möglich gewählt, um gleich auch eine Automatisierung mit realisieren zu können. Außerdem ist ein Zwillingssystem in Planung, was zusätzliche Platzrestriktionen mit sich bringt“, fügt Müllauer erklärend hinzu.
Aufgrund dieser Rahmenbedingungen und der daraus resultierenden Maschinenauswahl ist auch die Anzahl der Werkzeugplätze auf dem Revolver begrenzt. „Da sämtliche Werkzeugplätze auf dem Revolver als angetriebene VDI 40-Werkzeugaufnahmen ausgeführt sind, bestand die Möglichkeit, mit den TACU-Spanneinheiten von Kennametal die Anzahl der Werkzeugplätze zu erweitern. Mit einer Kombination aus statischen TACU-Radialspannblöcken und dem KMTM-Schnellwechselsystem ist es uns gelungen, zusätzliche Werkzeugplätze zur Verfügung zu stellen. Außerdem wurde Bohren und Fasen mit einem Sonderwerkzeug zusammengefasst. Dadurch können alle Operationen in einer Aufspannung abgearbeitet werden“, beschreibt Pleyer den konkreten Anwendungsfall für einen Flansch und einen Bremsnocken.
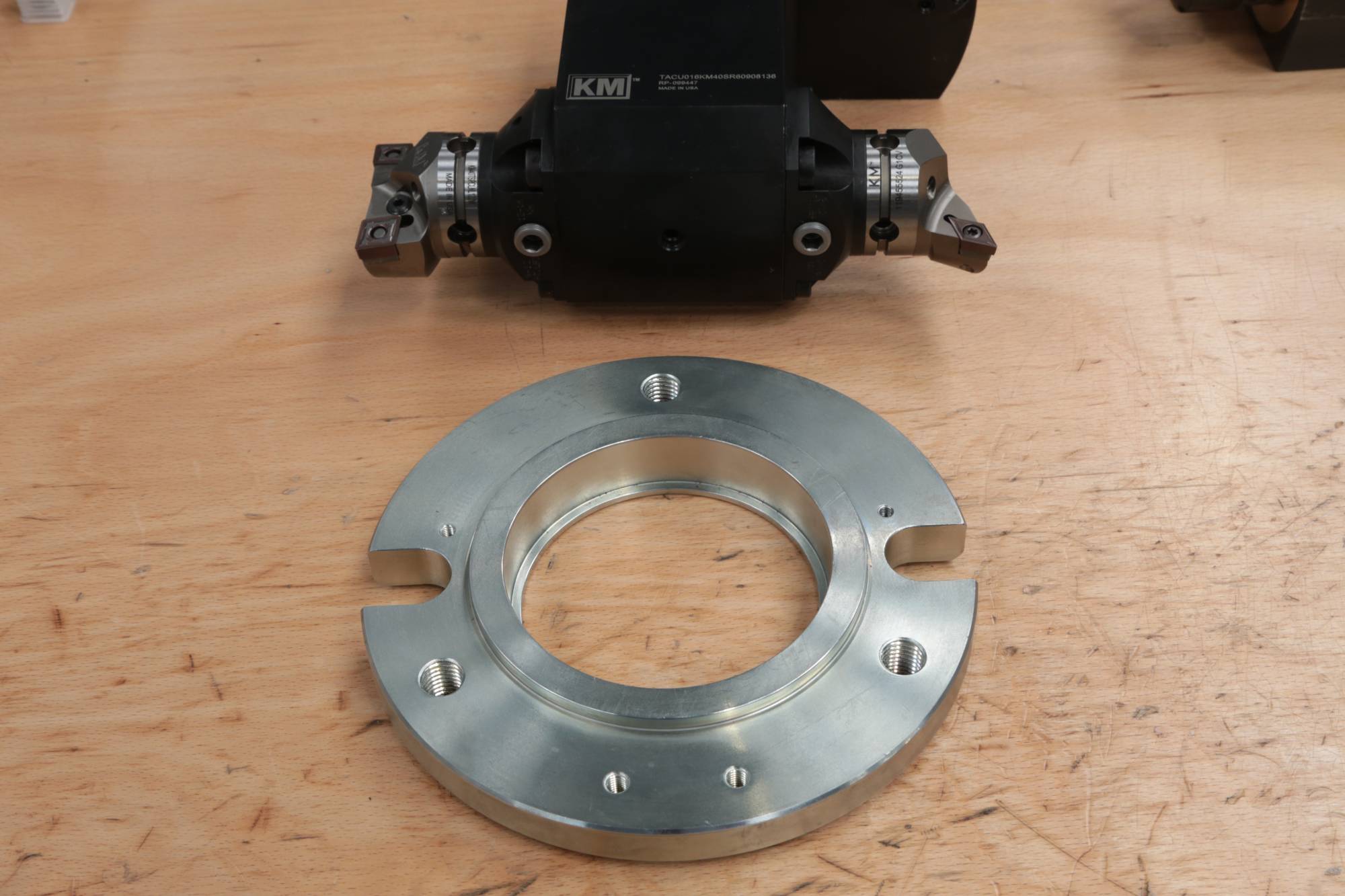
Der Innendurchmesser des Flansches wird auf Passung gedreht, was eine besondere Anforderung an den Spanndruck stellt, um das Teil nicht zu verformen.
Ganze Lose mannlos fertigen
In der Feinabstimmung der Anwendung kam es darauf an, die Spanführung auf den eingesetzten 11SMn30/37+C Automatenstahl zu adaptieren. „Bei den nominalen Schnittgeschwindigkeiten für diesen Werkstoff entsteht ein langer Span, der jedoch zumeist nicht sauber abgeführt werden kann. Wir mussten eine Anpassung der Schnittgeschwindigkeit vornehmen und Schneidplatten mit einer geeigneten Spanbrechergeometrie einsetzen, damit kürzere Späne entsteht und diese sauber abgeführt werden. Ebenso war beim zu fertigenden Flansch auf den Spanndruck zu achten, da der Innendurchmesser auf Passung gedreht wird und ein zu hoher Spanndruck zu einer Verformung führt“, erklärt der Vertriebstechniker weitere Besonderheiten der Anwendung.
So gelang es, die Fertigungsvorgabe von neun Minuten für den Flansch um eine halbe Minute zu unterbieten und beim Bremsnocken die Vorgabezeit von 7:45 Minuten auf 2:30 Minuten zu verkürzen. In Verbindung mit der Mazak-Roboterautomatisierung kann damit der Flansch je Los mit 39 Stück in 5,5 Stunden abgearbeitet und der Bremsnocken je Los mit 440 Stück in 22 Stunden mannlos gefertigt werden.

Das Produktportfolio von Wittur beinhaltet auch eine Vielzahl von Standardkomponenten für die Aufzugstechnik.

Albert Hofmarcher, Abteilungsleiter Drehen bei Wittur (li) und Markus Pleyer von Kennametal (re), erarbeiten schon seit zehn Jahren gemeinsam Werkzeuglösungen für die Produktion bei Wittur.
Durch frühzeitige Kooperation schneller zum Ziel
„In der langjährigen Zusammenarbeit mit Kennametal hat sich immer wieder gezeigt, dass wir von deren Anwendungs-Know-how profitieren können. Darum haben wir schon vor der Maschinenauswahl die Anforderungen der Benchmarkteile gemeinsam eruiert und die werkzeugtechnische Umsetzung in den Entscheidungsprozess mit einbeziehen können. Dadurch sind wir jetzt in der Lage, die Teile schneller als gefordert prozesssicher zu fertigen“, freut sich Müllauer über die gefundene Fertigungsstrategie und Pleyer ergänzt abschließend: „Je früher uns Anwender in die Lösungsfindung mit einbeziehen, desto effizienter können wir bei der Umsetzung unterstützen. Wittur geht diesen partnerschaftlichen Weg sehr konsequent mit uns und profitiert am Ende durch verkürzte Durchlaufzeiten und bessere Teilequalität.“
Teilen: · · Zur Merkliste