anwenderreportage
Komplettfertigung mit zyklengesteuerter V110
Schottel Schiffsmaschinen fertigt mit der ersten 4-Bahnen-Präzisions-Drehmaschine seine Verstellpropeller: Mit Verstellpropellern von Schottel lassen sich große Fähren und Schiffe effizient antreiben und leicht manövrieren. Bauteile wie die bis zu 20 m langen Propellerwellen bilden, erweitert mit Zwischenwellen, Wellenstränge von 50 m Länge. Bei ihrer Fertigung setzt das Unternehmen am Standort Wismar eine neue 4-Bahnen-Präzisions-Drehmaschine V110 mit Zyklenautomatik von Weiler – in Österreich vertreten durch Schachermayer – ein. Das Besondere: Zum Drehen langer Werkstücke in einer Aufspannung kann der Schlitten die feststehenden Lünetten und den Reitstock überfahren. Autor: F. Stephan Auch, Freier Redakteur
Im Bild v.l.n.r.: Volker Preuß, Arbeitsvorbereitung, Maik Roloff, Meister Fertigung, René Massenthe, Produktionsleiter bei der Schottel Schiffsmaschinen GmbH, Wismar.
René Massenthe
Produktionsleiter bei der Schottel Schiffsmaschinen GmbH in Wismar.
„Für uns ist die V110 eine gute Investition – vor allem, weil wir die Möglichkeit haben, große Bauteile in einer Aufspannung komplett zu fertigen. Außerdem ist die Maschine flexibel einsetzbar, denn sie lässt sich schnell umrüsten. Auch das macht die V110 besonders wirtschaftlich.“
Vor allem Hydraulikkolben und -kupplungen sowie Zwischenwellen bis zu einer Länge von 6,80 m aus Edelstahl, hochfestem Stahl, Grauguss und Messing werden bei der Schottel Schiffsmaschinen GmbH am Standort Wismar auf der 4-Bahnen-Präzisions-Drehmaschine V110 x 7.500 gefertigt. Verstellpropeller mit 1.000 kW bis 30.000 kW Leistung werden hergestellt und für den Versand vormontiert, deren Propeller zwischen 1,5 und 8 m groß sind und – je nach Schiffstyp – über bis zu 50 m lange Wellenstränge verfügen. Gegenüber konventionellen Festpropellern bieten die von Schottel entwickelten Systeme den Vorteil, dass jedes der drei bis fünf Blätter hydraulisch um seine Achse gedreht und stufenlos von Nullschub auf Voraus- oder Rückwärtsfahrt verstellt werden kann.
Bei Schiffen, die mittels Verstellpropeller angetrieben werden, drehen sich die Antriebswellen immer in eine Richtung – müssen bei Rückwärtsfahrt also weder gestoppt noch entgegengesetzt drehen und lassen sich daher auch bei wechselnden Geschwindigkeiten und Lasten sehr effizient antreiben. Das Propellersystem ist zudem einfach zu bedienen und dank seiner robusten Bauweise sehr zuverlässig und wartungsarm.

Vor allem Hydraulikkolben und -kupplungen sowie Zwischenwellen bis zu einer Länge von 6,80 m aus Edelstahl, hochfestem Stahl, Grauguss und Messing werden bei Schottel Schiffsmaschinen in Wismar auf der 4-Bahnen-Präzisions-Drehmaschine V110 x 7.500 gefertigt.
Infos zum Anwender
Die Schottel Schiffsmaschinen GmbH in Wismar mit ca. 110 Mitarbeitern gehört seit 1999 zur Schottel-Gruppe mit Sitz in Spay / Rheinland-Pfalz, die steuerbare Antriebs- und Manövriersysteme für Schiffe entwickelt, konstruiert, produziert und vertreibt.
www.schottel.de
Neue 4-Bahnen-Präzisions-Drehmaschine
Als Ersatz für eine alte 12-m-Drehmaschine suchte Produktionsleiter René Massenthe im Herbst 2011 eine neue Maschine. Sie sollte möglichst vielfältig einsetzbar und den engen räumlichen Gegebenheiten angepasst sein. Weilers 4-Bahnenbett-Präzisions-Drehmaschine, deren Namen von den vier Führungen herrührt, an denen Lünette und Schlitten entlang bewegt werden, weckte schließlich die Neugierde von Massenthe.
Denn die zyklengesteuerte Neuheit, die es mittlerweile als V90 und V110 mit Umlaufdurchmessern über Bett von 940 mm bzw. 1.160 mm gibt, wurde extra entwickelt, um lange und schlanke Werkstücke bis zu einem Gewicht von 8 t in nur minimalen Aufspannungen bearbeiten zu können. Hierzu kann der Schlitten die feststehenden Lünetten überfahren.

Diese Bild zeigt Komponenten für Kupplungen.
Komplettfertigung in minimalen Aufspannungen
Arbeitsvorbereiter Volker Preuß schildert die Vorteile für Schottel: „Die Wellenleitungen werden aus mehreren langen Teilstücken gefertigt, in die seitlich Bohrungen bis 150 mm Tiefe eingebracht werden müssen. Diese nehmen dann die Passbolzen auf, die alle Wellen miteinander verbinden. Die Bohrungen machen wir auf Grund der separaten Bohr- und Fräsarbeit heute zu 90 % direkt auf der V110. Zum Bohren mussten die Wellen früher auf einer anderen Maschine weiterbearbeitet werden. Durch die Komplettfertigung in einer Aufspannung sparen wir eine Menge Zeit und Aufwand.“
Massenthe, Preuß und Maik Roloff, Meister Fertigung, sowie Ralf Melzer, Leiter Instandhaltung, bekamen Anfang 2012 die Gelegenheit, die erste von Weiler gebaute und nach Großbritannien gelieferte 4-Bahnenbett-Präzisions-Drehmaschine zu begutachten und Versuchsteile zu drehen. Die Ergebnisse überzeugten sie.

Um lange und schlanke Werkstücke bis zu einem Gewicht von 8 t in nur einer Aufspannung bearbeiten zu können, überfährt der Schlitten die feststehenden Lünetten.
Gute Erfahrungen mit Weiler
Für die V110 sprachen auch die langjährigen guten Erfahrungen der Schottel-Mitarbeiter mit Präzisions-Drehmaschinen von Weiler, denn die Modelle E90 und E70 waren seit vielen Jahren erfolgreich im Einsatz. Fertigungsmeister Roloff lobt sie in höchsten Tönen: „Ich habe viele Jahre an ihnen gearbeitet und beste Erfahrungen gemacht. Die E90 und die E70 sind sehr präzise und zuverlässig. Außerdem ist die Weiler-Zyklensteuerung schnell zu lernen und sehr einfach zu bedienen. Das hat sich bei der Einarbeitung von Kollegen an der neuen V110 auch wieder gezeigt.
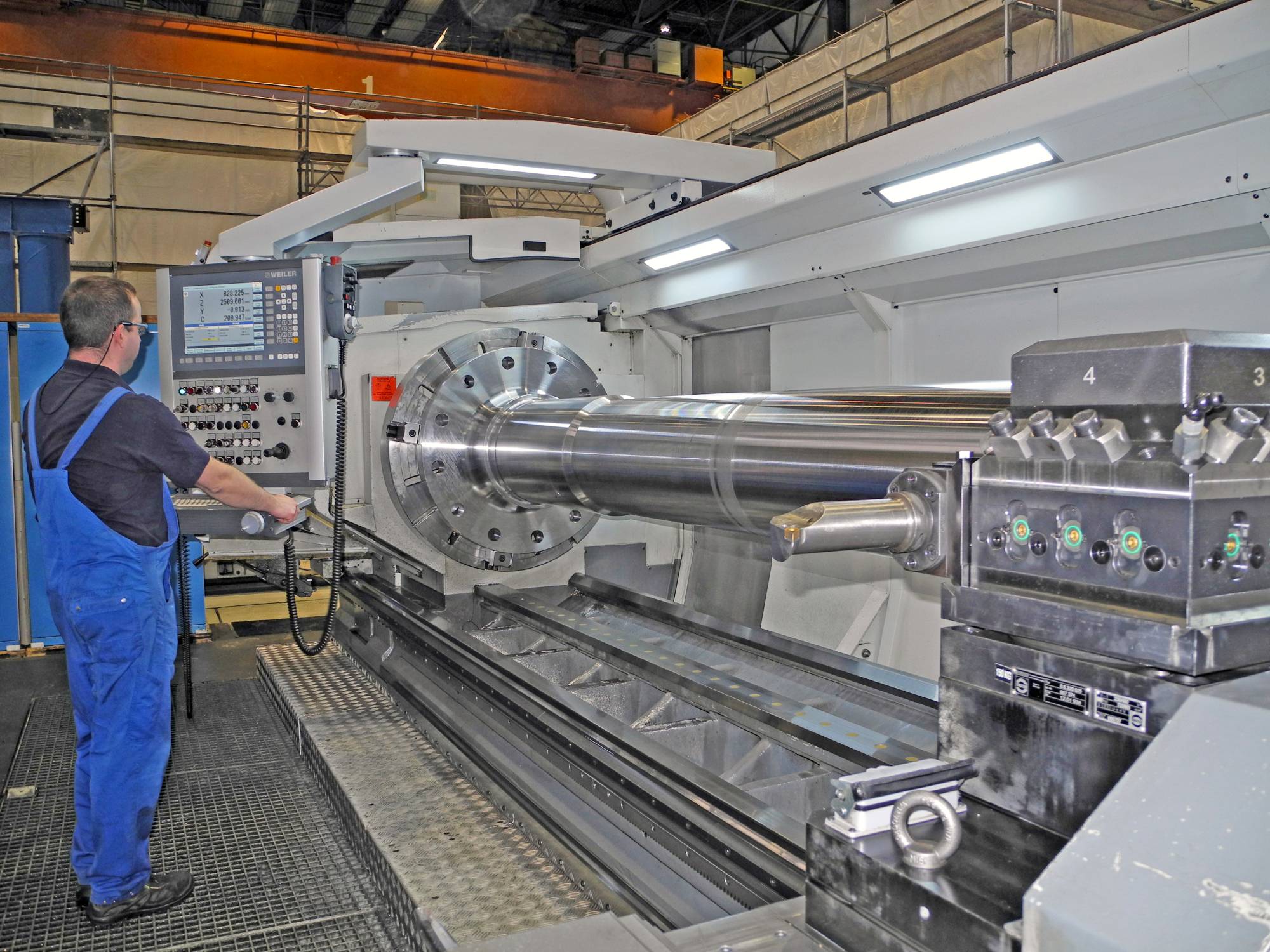
Bediener Christian Hoffmann dreht an der V110 eine Zwischenwelle mit drei Metern Länge für einen amerikanischen Kunden.
Die V110 ist eine gute Investition
Im September 2012 unterzeichnete Schottel den Kaufvertrag, 2013 wurde die Maschine geliefert und installiert. René Massenthe erläutert die Gründe für die Anschaffung: „Für uns ist die V110 eine gute Investition – vor allem, weil wir die Möglichkeit haben, große Bauteile in einer Aufspannung komplett zu fertigen. Außerdem ist die Maschine flexibel einsetzbar, denn sie lässt sich schnell umrüsten. Auch das macht die V110 besonders wirtschaftlich.“
Natürlich haben sich die Schottel-Entscheider vor dem Kauf von der Präzision der 4-Bahnen-Maschine überzeugt, so Arbeitsvorbereiter Preuß: „Unsere Bauteile sind alle sehr präzise. Bei Propellerwellen tolerieren wir beispielsweise nur Rundlaufabweichungen von max. 2/100.“ Genauigkeiten, die für die V110 kein Problem darstellen.
Angesichts des begrenzten Raums in der Zerspanungshalle entschieden sich Massenthe und seine Kollegen für eine Spitzenweite von 7.500 mm. Neben überfahrbaren Lünetten, einem zusätzlichen, einschwenkbaren C-Achsantrieb und einem Reitstock mit automatischer Klemmung zählen ein Nullpunktspannsystem für verschiedene Werkzeugaufnahmen und den schnellen Wechsel zwischen dem Drehbetrieb und dem Y-Fräsaufsatz zu den Ausstattungsmerkmalen. Außerdem wurde die V110 x 7.500 für das effiziente Tieflochbohren mit einer Hochdruckpumpe für Kühlmittel sowie einer besonders leistungsstarken Absaugung aufgerüstet.
Hohe Präzision bei Positionierung und Bearbeitung
Für die beiden Modelle der 4-Bahnen-Maschine bietet Weiler Hauptspindeln mit Spindelbohrungen von 165, 262 oder 362 mm, die über zwei Getriebestufen mit einer Leistung von 45/37 kW (60 %/100 % ED) angetrieben werden. Hierbei erreicht der Hauptantrieb an der Spindel maximale Drehmomente von 8.300 bis 11.400 Nm und Vorschubkräfte von 20 kN.
Bis zur Spitzenweite von 6.000 mm haben V90 und V110 einen Längsantrieb mit Präzisions-Kugelgewindespindel und Drehstromantrieb. Modelle mit größeren Drehlängen (wie bei Schottel) verfügen über einen Zahnstangenantrieb mit vorgespannten Ritzeln und direktem Wegmesssystem.
Die Spitzenweiten sind von 3.000 bis 15.000 mm in Abständen von 1.500 mm wählbar. Eine hohe Präzision bei Positionierung und Bearbeitung und eine große Langzeitgenauigkeit gewährleisten vor allem drei Merkmale: das schwere und verwindungssteife Bett aus hochwertigem Grauguss, Wälzführungen für Bettschlitten und Planschieber sowie gehärtete, feinstgeschliffene Stahlleisten für Reitstock und Lünetten. „Auf unsere Bedürfnisse passt die V110 perfekt. Wir bearbeiten meist Bauteile mit Gewichten zwischen drei und vier Tonnen und nutzen den Drehdurchmesser von einem Meter komplett aus. Da es sich stets um Einzelstücke handelt, ist die Zyklensteuerung eine große Erleichterung“, resümiert Maik Roloff.
Ausgestattet ist die V110 bereits mit der Weiler SL2 Software, der kürzlich auf den Markt gebrachten neuesten Version der Zyklensteuerung, die der Maschinenbauer auf einer Grundsteuerung des Partners Siemens basierend entwickelt hat. Mittlerweile ist sie für alle zyklengesteuerten Präzisions-Drehmaschinen von Weiler erhältlich. Beim Erwerb 2012 war Schottel das erste Unternehmen, deren Maschine mit der neuen Software ausgeliefert wurde.
Niemand will an die alten Maschinen zurück
Mit ihrer einfachen Handhabung erinnert die Steuerung an eine konventionelle Präzisions-Drehmaschine, gleichzeitig bietet sie die Anwendungsvielfalt einer CNC-Maschine, da selbst komplexe Werkstücke wirtschaftlich und in größter Genauigkeit gedreht werden können. Volker Preuß weiß, dass die Kollegen das Drehen mit der V110 zu schätzen wissen: „Wenn sie sich einmal eingearbeitet haben, wollen die Bediener nicht mehr an die alten Maschinen zurück.“
Teilen: · · Zur Merkliste