Iscar XQUAD: Einschneidende Ergebnisse für Nickel und Titan
Nickel, Titan Die Luft- und Raumfahrtechnik ist führend bei Werkstoffinnovationen und neuen Fertigungsverfahren. Iscar begleitet diese Entwicklungen, indem der Präzisionswerkzeughersteller Schneidstoffe und Kühlmittelführung den neuesten Materialien und Prozessen anpasst. Denn nur so können die geforderten Abspanraten und Standzeiten erzielt sowie die Kapazitäten moderner Hochleistungsmaschinen voll ausgenutzt werden.

Der Wendelschaftfräser XQUAD von Iscar mit quadratischen Wendeschneidplatten zur Bearbeitung von Titan und hoch hitzebeständigen Legierungen.
Der nachhaltige Umgang mit Ressourcen und die Frage nach der Energieeffizienz sind auch in der Luftfahrt Innovationstreiber. Mit dem Ziel, das Gewicht eines Flugzeugs zu reduzieren, entstehen hochmoderne Werkstoffe wie unterschiedliche Titanlegierungen, hochfeste Stähle, Nickel-Basis- und Magnesiumlegierungen sowie Verbundwerkstoffe. Die Entwickler wollen so Treibstoff sparen, die Nutzlast und Reichweite erhöhen und somit die Luftfahrt rentabler machen.
Dazu setzen die Konstrukteure auf einen intelligenten Materialmix: Mehr als 50 Prozent aller verbauten Komponenten bestehen heute aus verschiedenen Verbundmatrix-Materialien – das ist fünfmal so viel wie noch vor 20 Jahren. Da die Hülle aus Kohlenstofffaserverstärktem Kunststoff beispielsweise am Flugzeugrumpf im Durchschnitt mit nur sechs Millimetern Dicke nicht selbsttragend ist, sorgen Strukturbauteile aus Aluminium und zunehmend aus Titanlegierungen für die notwendige Festigkeit und Stabilität.
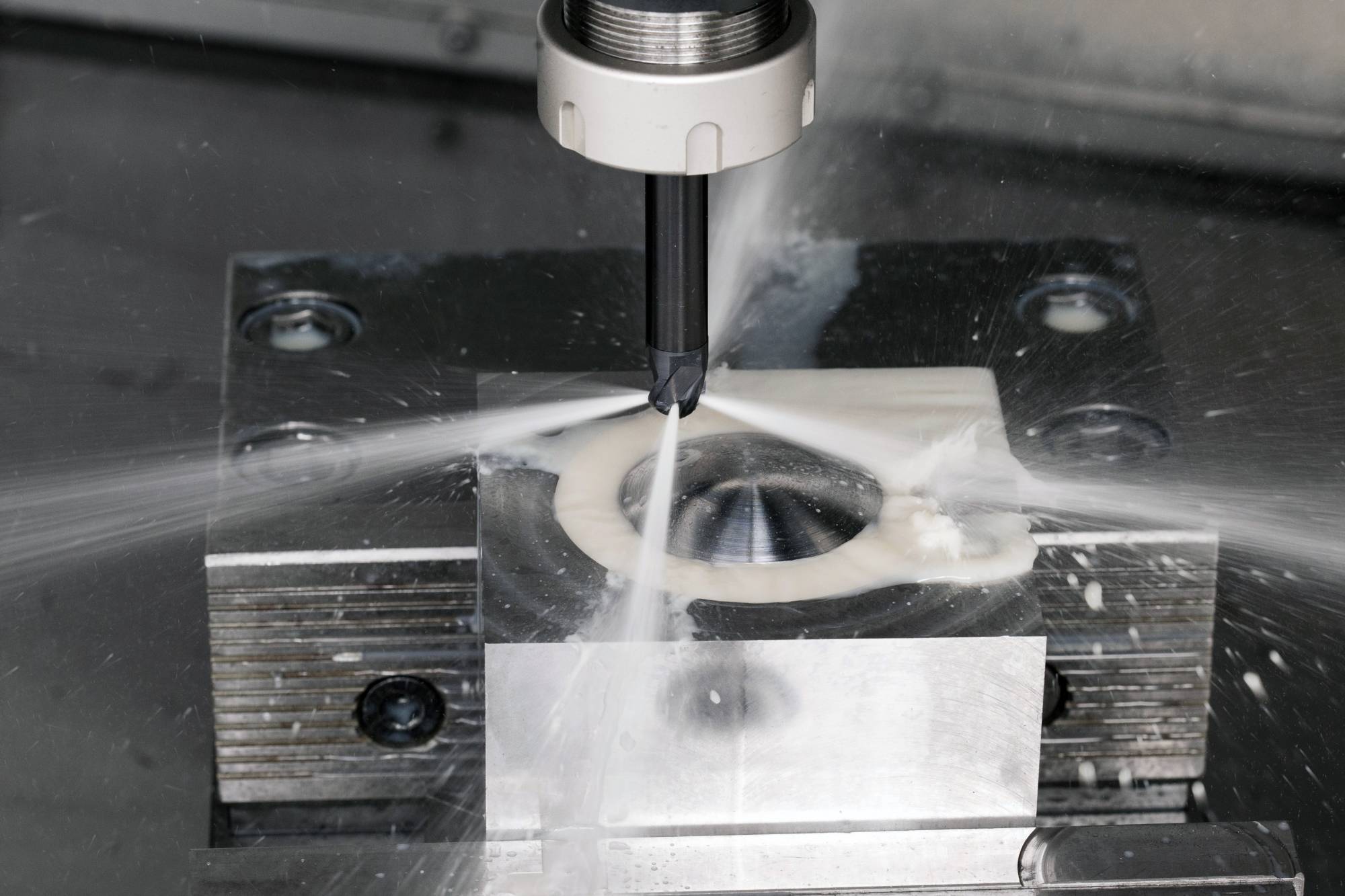
Iscar setzt bei seinen JET-CUT-Werkzeugen die zielgerichtete KSS-Zufuhr unter Druck. Bei einer optimalen Ausrichtung der Austrittsdüsen werden die Späne während der Fräsbearbeitung durch den Druck des Kühlmittelstrahls enger aufgerollt.
Leichtbauliebling Titan
Auch in Fahrwerken moderner Flugzeuge ist Titan aufgrund seines guten Korrosionsverhaltens und seiner hohen spezifischen Festigkeit neben hochfesten Stählen als Legierung zu finden. „Neben den großen Abmessungen stellen gerade die mechanischen Eigenschaften dieser Titanlegierungen, insbesondere die hohe spezifische Festigkeit bei einer sehr geringen Bruchdehnung, verbunden mit einer geringen Wärmeleitfähigkeit, hohe Anforderungen an den Zerspanungsprozess“, weiß Sebastian Oeking, Materialwissenschaftler in der Abteilung Business Development Aerospace bei der Iscar Germany GmbH. Beim Fräsen von schwer zerspanbaren Großbauteilen wie beispielsweise tragender Strukturbauteilen mit Abmaßen von einem bis sechs Metern werden bis zu 95 Prozent des Rohmaterials zerspant. Um die Produktivität bei der Bearbeitung solcher Bauteile in der Luftfahrt zu steigern, müssen die Werkzeugbauer die technische Nebenzeiten reduzieren und das Zeitspanvolumen erhöhen.
Um beispielsweise das Zeitspanvolumen beim Bearbeiten von Titanlegierungen zu maximieren, hat Iscar den XQUAD-Fräser entwickelt. Sein spezielles Fräserdesign und die quadratischen Wendeschneidplatten mit Spanteilernuten ermöglichen große Schnitttiefen. Mit dem Schneidstoff IC882 erhöht sich zudem die Resistenz gegen materialtypischen Verschleiß wie Kammrisse, Aufbauschneiden oder Kerbverschleiß.
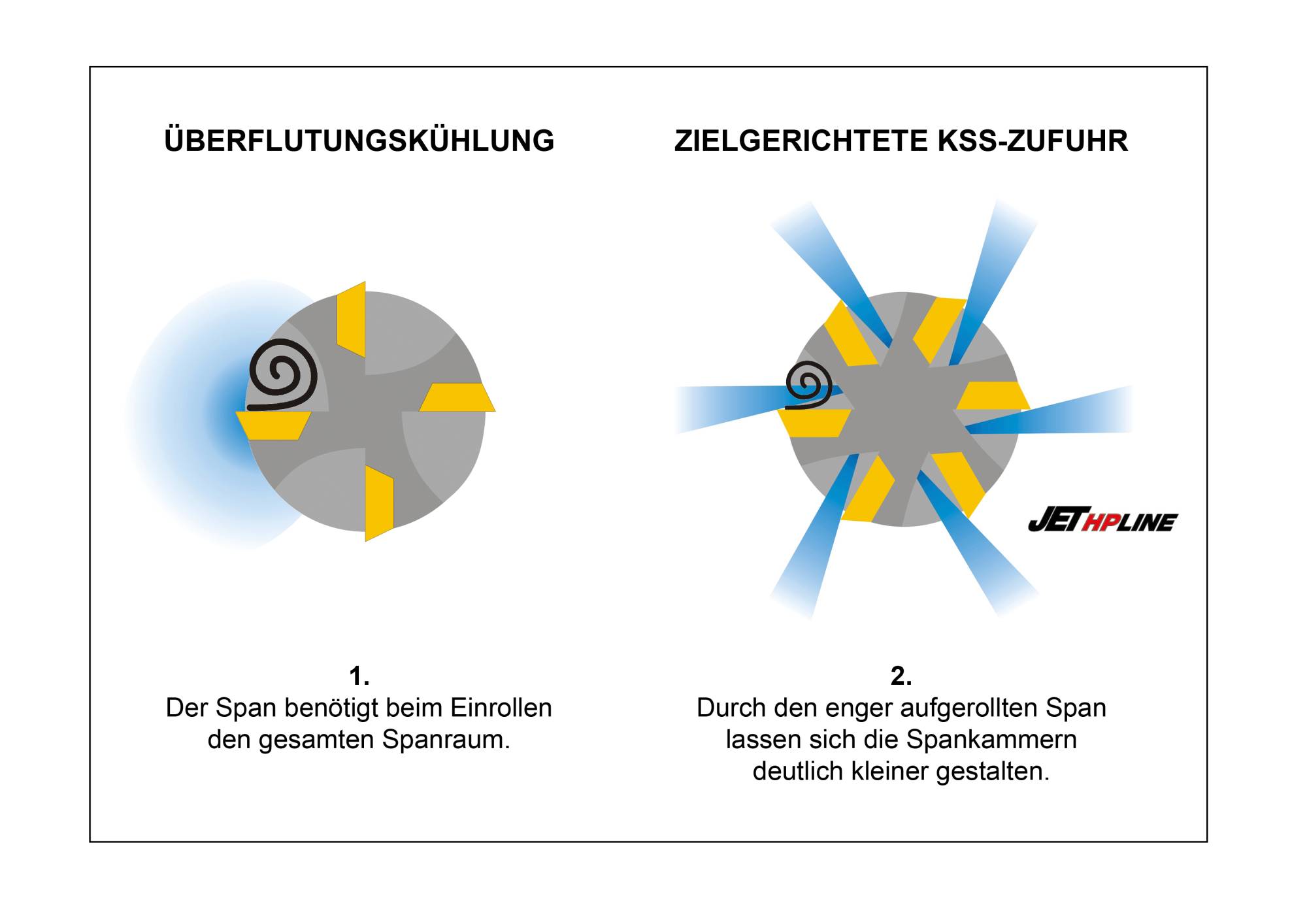
Enger aufgerollte Späne erlauben eine höhere Anzahl an Schneiden bei gleichbleibendem Durchmesser.
Kühlmittel unter Druck
Lange Eingriffszeiten sorgen beim Fräsen für eine erhöhte Temperaturentwicklung an der Schneide. Bei einer Bearbeitung mit konventionellen Kühlstrategien wie der Überflutungskühlung empfehlen Werkzeugbauer oft ein geringes seitliches Eingriffsverhältnis, um die Schneiden keiner übermäßigen Temperaturbelastung auszusetzen. Beim Einsatz einer zielgerichteten Kühlschmierstoff-Zufuhr (KSS) wird der Kühlschmierstoff dagegen direkt in die Schnittzone gelenkt und reduziert so die Temperatur. „Dies erlaubt ein höheres seitliches Eingriffsverhältnis sowie eine höhere Schnittgeschwindigkeit. Beides führt zu einer deulichen Steigerung des Zeitspanvolumens“, erklärt Oeking.
Iscar hat diese Technologie nichmals weiterentwickelt und setzt bei seinen JET-CUT-Werkzeugen die zielgerichtete KSS-Zufuhr zusätzlich unter Druck. Bei einer optimalen Ausrichtung der Austrittsdüsen werden die Späne während der Fräsbearbeitung durch den Druck des Kühlmittelstrahls enger aufgerollt. Somit können die Spankammern kleiner konzipiert und dadurch Werkzeuge mit einer höheren Anzahl an Schneiden ausgelegt werden.
Neues für Nickel
„Der Flugzeugbau fordert jedoch nicht nur mit Titan die Forschungs- und Entwicklungsabteilung bei Iscar“, betont der Entwickler. „Für die letzten Hochdruckverdichter-Stufen der Triebwerke ist Titan aufgrund seiner begrenzten Temperaturbeständigkeit nicht geeignet. Stattdessen setzen die Konstrukteure auf Nickel-Basislegierungen.“ Diese zeichnen sich durch eine gute Korrosionsbeständigkeit bei hohen Temperaturen aus. Zu den wichtigsten mechanischen Eigenschaften zählen die gute Wechsel- und Zeitfestigkeit bis zu einer Temperatur von 700 Grad Celsius sowie Oxidationsbeständigkeit bis 1.000 Grad Celsius. Hinzu kommen die Widerstandsfähigkeit gegen Lochfraß- und Spannungsrisskorrosion. Damit ist Nickel prädestiniert für den Einsatz im Heißgasbereich eines Triebwerks.
Iscar achtet bei der Entwicklung von Schneidstoffen für die Luft- und Raumfahrt sowohl auf die Bearbeitungsprozesse als auch auf die zu zerspanenden Materialien. So hat der Werkzeugspezialist für die Bearbeitung von Nickel mit dem IC806 in Verbindung mit der zielgerichteten Kühlschmierstoff-Zufuhr einen Schneidstoff speziell für die Dreh- und Stechdrehbearbeitung von Nickelbasislegierungen entwickelt.
Steigerung von bis zu 200 Prozent
Basis dieses Hartmetallschneidstoffs ist ein Feinstkornsubstrat, das die Herstellung von Schneideinsätzen mit scharfen und gleichzeitig stabilen Schneidkanten ermöglicht. Das Resultat aus der Kombination dieses Substrates mit einer dünnen, eigens dafür entwickelten Titanaluminiumnitrid-PVD-Beschichtung sind hohe Schnittwerte. So können heute mit den passenden Werkzeugen Schnittgeschwindigkeiten von bis zu 100 Metern pro Minute beim Drehen von geschmiedetem INCONEL718, einer speziellen Nickelbasislegierung, erreicht werden. „Dies entspricht einer Steigerung von bis zu 200 Prozent im Vergleich zu den bislang üblichen Werten“, verdeutlicht Oeking.
Entscheidender Faktor für die Wettbewerbsfähigkeit
Noch leistungsfähiger ist laut Oeking der Schneidstoff IC804. Iscar hat ihn speziell für die neuen pulvermetallurgisch hergestellten Nickelbasislegierungen entwickelt. Somit ist er auch bei hohen Schnittgeschwindigkeiten resistent gegen abrasiven Verschleiß.
Diese Beispiele zeigen, dass Werkstoffinnovationen erst dann erfolgreich eingesetzt werden können, wenn Werkzeughersteller wie Iscar ihre Produkte darauf angepasst haben. „Die Entwicklung einer neuen Werkzeuggeneration mit modernen Schneidstoffen ist ein entscheidender Faktor für die Wettbewerbsfähigkeit eines Unternehmens in der Luft- und Raumfahrtbranche“, resümiert der Aerospace-Experte von Iscar.
Teilen: · · Zur Merkliste