anwenderreportage
Albrecht Präzision GmbH & Co. KG APC: Stift-Auszugssicherung für Weldon-Schäfte
Die beim Schruppen mit hohem Spanvolumen wirkenden Kräfte verändern häufig den Nullpunkt des Fräsers im Spannfutter. Selbst hohe Anzugsmomente und Haltekräfte können bei den verschiedenen Spannfutterarten das Herausziehen des Werkzeugs nicht verhindern. Diesem Effekt begegnen die APC-Präzisionsspannfutter mit einer neuen, nachrüstbaren Auszugssicherung.
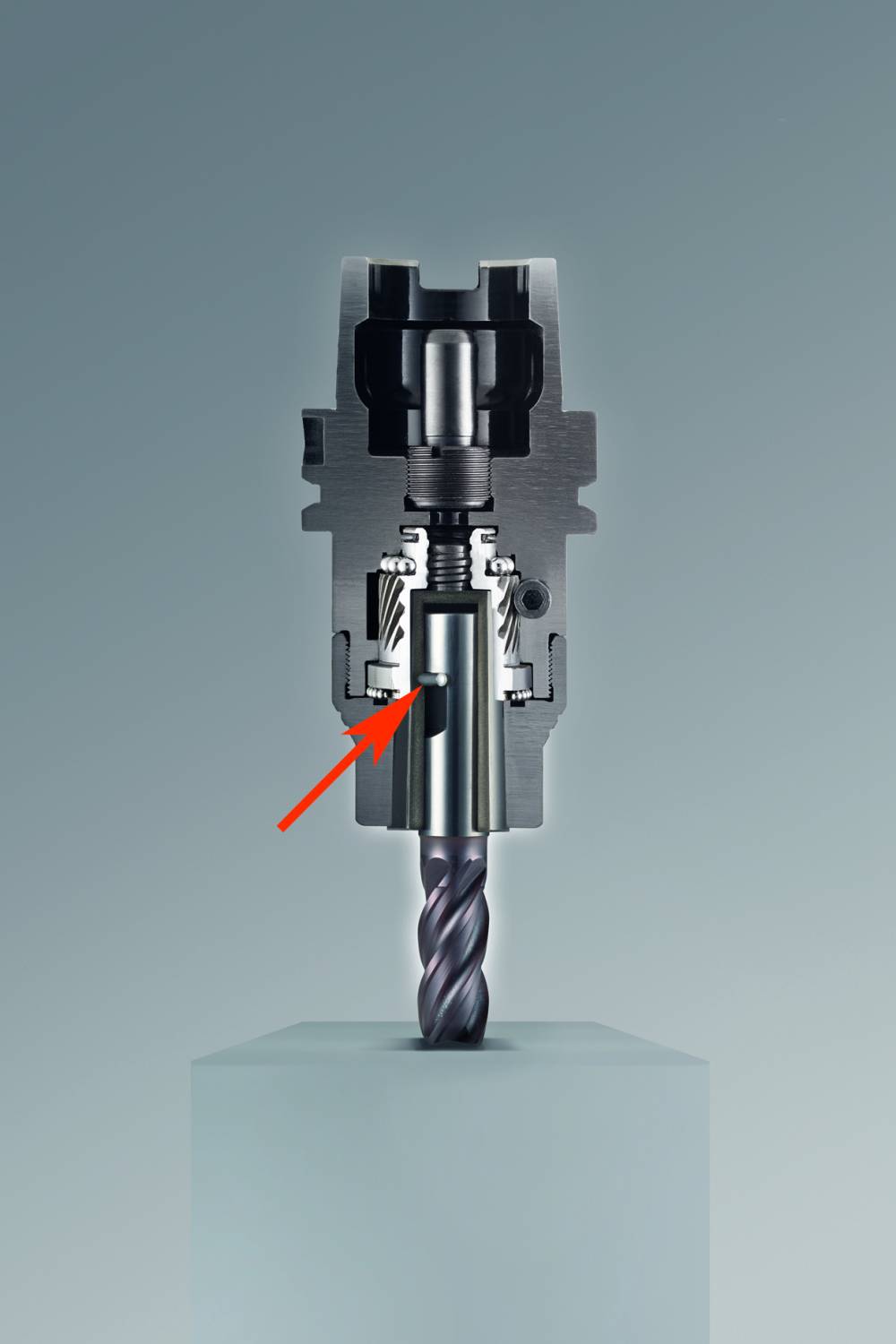
Der radiale Sicherungsstift in der Weldon-Spannfläche verhindert das Herausziehen des Fräsers.
Stefan Kullen
Betriebsmittelverwaltung und Administration CAM, bielomatik.
„Mit dem APC-Präzisionsspannfutter sind wir auf der sicheren Seite und wir können bei der Einheit Maschine-Werkzeug-Spannaufnahme letzteres als Unsicherheitsfaktor ausschließen.“
Wie viele Anwender setzt auch bielomatik, ein Unternehmen der Leuze Gruppe, Fräser mit seitlicher Spannfläche ein, um das Herausziehen des Werkzeugs zu verhindern. Speziell beim Schruppen der in Kleinserien anfallenden Federplatten und Messerwellen stellt das im württembergischen Neuffen ansässige Unternehmen höchste Anforderungen an das Spanvolumen und an die Prozesssicherheit. Letzteres gilt vor allem für das Nutfräsen der Messerwellen. Handelt es sich doch dabei um einen finalen Arbeitsgang der bei nicht befriedigenden Fräsergebnissen zum Verschrotten der im mittleren fünfstelligen Euro-Bereich liegenden Teile führt.
Stefan Kullen, zuständig für die Betriebsmittelverwaltung und Administration CAM bei bielomatik, entschied sich deshalb vor etwa drei Jahren für folgende Vorgehensweise: Optimieren der Werkzeugspannung mit den vorhandenen Fräsern – danach, falls erforderlich, weitere Versuche mit anderen Fräsern, Spannfuttern und Bearbeitungsstrategien.
Bei der Informationsbeschaffung über die verschiedenen Spannfutterarten kam er auch mit dem Unternehmen Albrecht Präzision – in Österreich durch die Metzler GmbH & Co. KG vertreten – ins Gespräch. Dabei sah er in der sich noch im Versuchsstadium befindenden mechanischen Auszugssicherung für die APC-Spannfutter eine vielversprechende Lösung seiner Probleme. Wegen der Dringlichkeit seines Anliegens versprach Dieter Schwarz, Technischer Leiter bei Albrecht Präzision, das Projekt Auszugssicherung zu beschleunigen und möglichst bald verschiedene Testfutter zur Verfügung zu stellen.
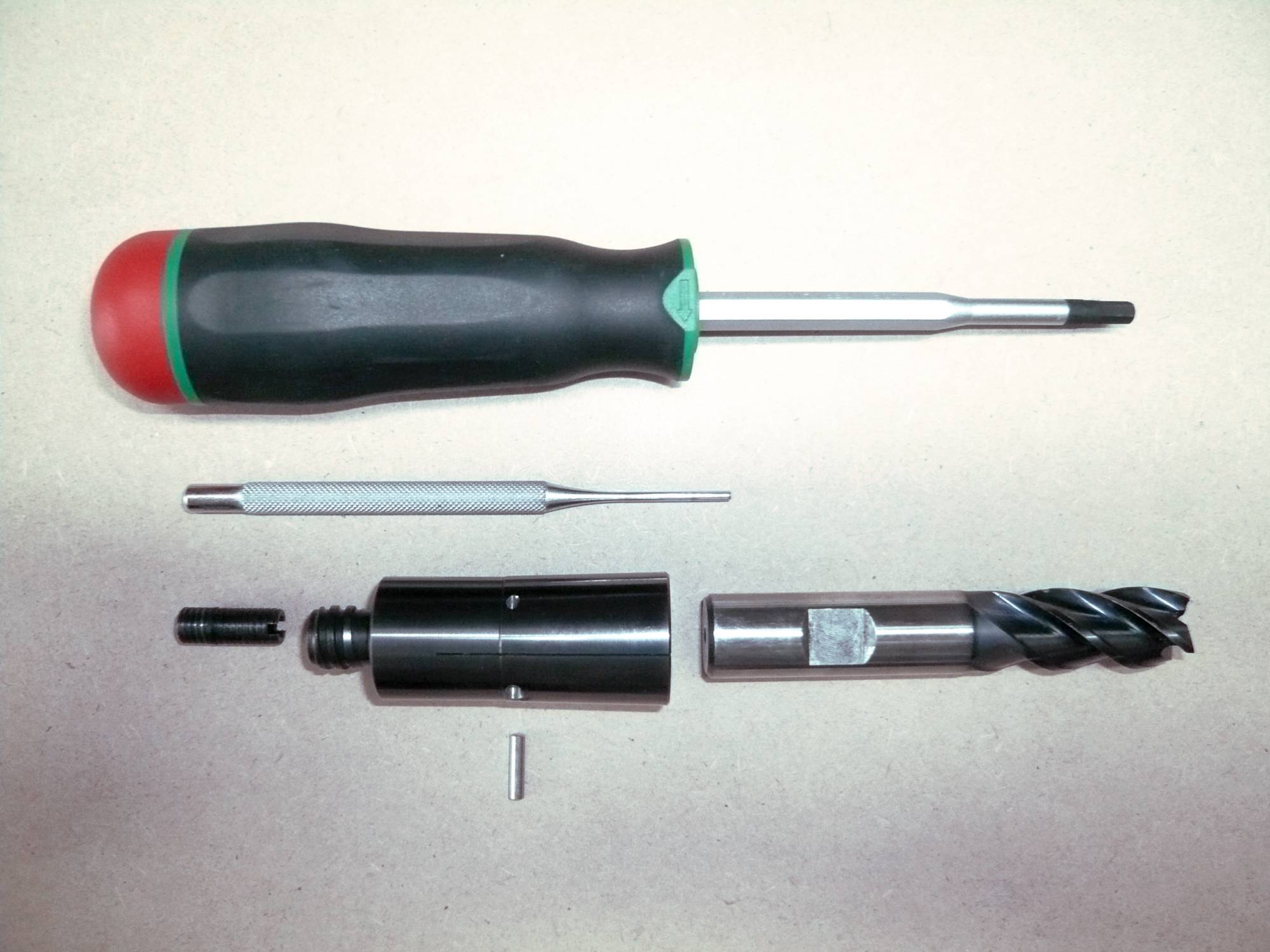
Aufbau der APC-Spannhülse mit Auszugssicherung (untere Reihe von links): Längenanschlag, Spannhülse mit radialer Bohrung und darunter liegendem Sicherungsstift, Schaftfräser mit Weldon-Spannfläche. Darüber: Splinttreiber zur Demontage des Sicherungsstiftes und Drehmomentschlüssel zum Einschrauben des Längenanschlages.
Infos zum Anwender
Anlagen- und Maschinenbau „Made in Germany“ – dafür steht nach eigenen Angaben auch der Name bielomatik: Fortschrittliche Automatisierungstechnik für die Bereiche Papierverarbeitung, Kunststoffschweißen und Schmiersysteme.
Mechanische Präzisionsspannfutter APC
Die Baureihe der patentierten Präzisionsspannfutter APC enthält Varianten zum Fräsen, Bohren, Reiben und Gewindeschneiden und ist für Spannbereiche von 2 bis 32 mm lieferbar. Ein Schneckengetriebe überträgt in Verbindung mit einer Spannhülse mit Spezialbeschichtung und einem flachen Kegelwinkel höchste Spannkräfte. Sie übersteigen die Haltemomente von Schrumpffuttern um das 1,7 bis 2,1-fache. Zudem überzeugt das Spannfutter durch eine hohe Steifigkeit, Vibrationsdämpfung und Rundlaufgenauigkeiten von ≤ 3 µm bei 2,5 x D. Ein einstellbarer Anschlag erlaubt die genaue Längeneinstellung in der Werkzeugaufnahme. Passend für die verschiedenen Bearbeitungszentren und Fräsmaschinen sind die Spannfutter mit Kegelaufnahmen nach DIN 69871, JIS B 6339 (MAS BT), ANSI-CAT, DIN 69893 (HSK), ISO 26623PSC6 sowie ABS-50-Kupplung lieferbar.

Dank der Prozesssicherheit der APC-Präzisionsspannfutter mit Auszugssicherung können die Taschen der Federplatte mit hohem Volumen und deutlich verbesserter Standzeit des Fräsers zerspant werden.
Stift-Auszugssicherung, einfach und wirkungsvoll
Eine entscheidende Verbesserung der Prozesssicherheit bei der APC-Baureihe bietet die neue Stift-Auszugssicherung. Die einfache, aber höchst effektive Lösung nutzt ausschließlich die Weldon-Spannflächen (DIN 1835-B und DIN 6535-HB) des Fräsers. Anpassungen des Fräserschaftes an die Auszugssicherung sind nicht erforderlich. Das „Paket Auszugssicherung“ besteht aus einer Spannhülse mit radialer Bohrung und einem zylindrischen Sicherungsstift.
Die Anwendung ist höchst einfach: Einführen des Fräsers in die Spannhülse, Stift in die radiale Bohrung einlegen, Schraube zur Längeneinstellung des Fräsers leicht anlegen, Spannhülse mit Fräser in das Futter einschrauben und spannen. Der Stift sichert jetzt formschlüssig die Lage des Fräsers über die Spannfläche. Beim Werkzeugwechsel lässt sich der Zylinderstift mit Hilfe eines Splinttreibers aus der Bohrung drücken. Die Spannhülsen mit Bohrung samt zugehörigem Stift sind als Set lieferbar und können nachgerüstet werden.

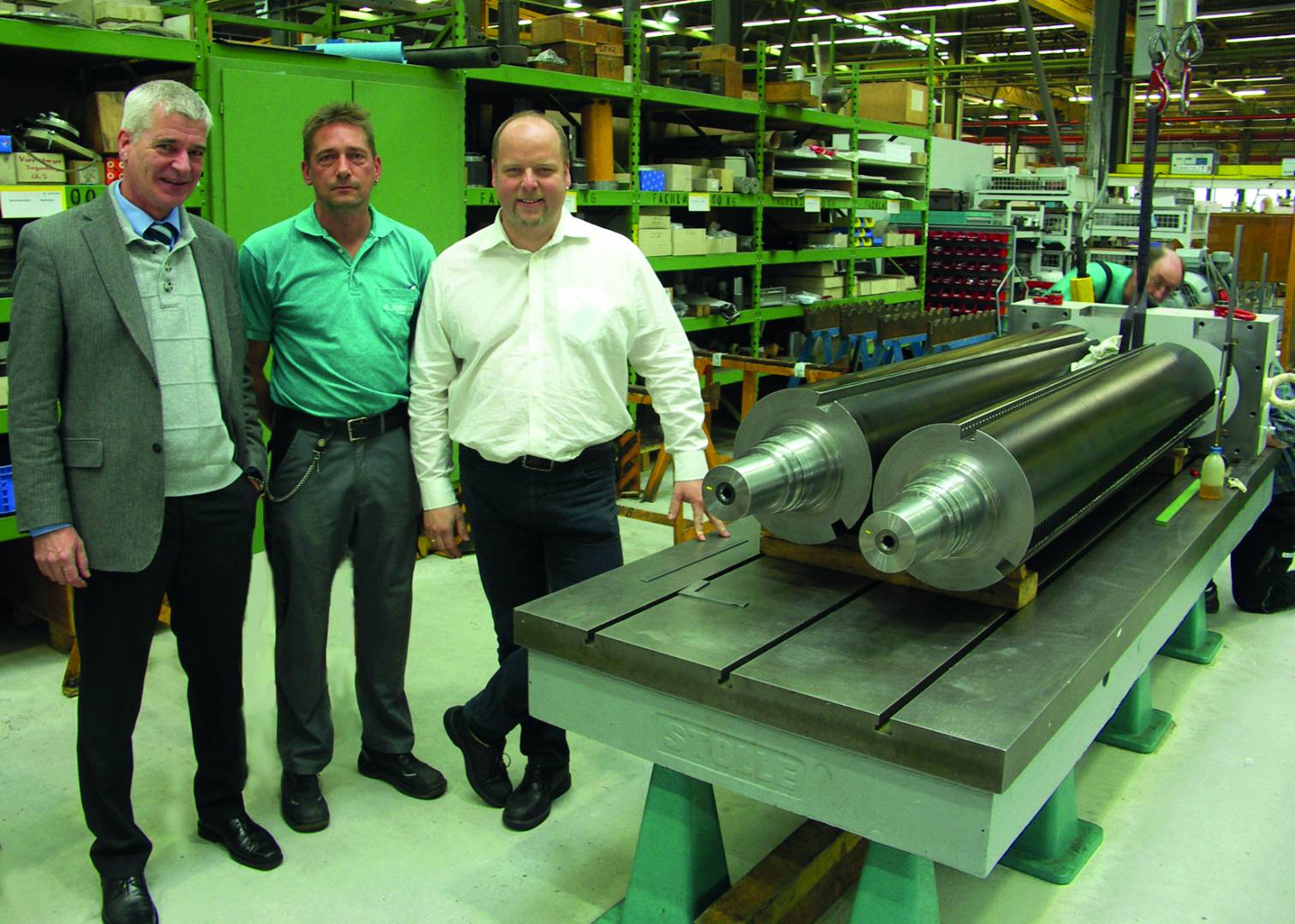
Sie haben sich von der Wirksamkeit der Auszugssicherung überzeugt: Stefan Kullen, Betriebsmittelverwaltung und Administration CAM, Peter Kynast, NC-Programmierer (beide bielomatik) und Dieter Schwarz, Technischer Leiter Albrecht Präzision (von rechts nach links).
Vom Schrumpffutter zum mechanischen Präzisionsspannfutter
Vor der Entscheidung, Schrumpffutter oder mechanische Präzisionsspannfutter APC, befasste sich das Team um Stefan Kullen schwerpunktmäßig mit dem Leistungsvermögen der Futter, deren Auswirkungen auf die Werkzeugstandzeit, das Zeitspanvolumen und damit auch auf die Kosten pro Messerwelle und Federplatte.
Erste Orientierungshilfen lieferten die bei Albrecht ermittelten Praxiswerte. Bei diesen Anwendungen wurden Platten aus 42CrMo4 in mehreren 130 mm langen Bahnen mit einem Schaftfräser 16 mm Ø und folgenden Schnittwerten zerspant: Schnittgeschwindigkeit vc = 180 m/min, Drehzahl n = 3.581 1/min, Vorschub f = 0,4 mm/U, Vorschubgeschwindigkeit vf = 1.432 mm/min, Eingriffsbreite ae = 16 mm.
Nach mehreren Versuchen mit steigender axialer Schnitttiefe ap brach der Fräser bei einer Zustellung von 24 mm ab. Axiale Bewegungen des Fräsers waren nicht feststellbar, sie wurden von der Verbindung Fräserschaft-Spannhülse-Sicherungsstift verhindert. Die gewohnten positiven Eigenschaften der APC-Futter wie Spannkraft, Dämpfung und Rundlaufgenauigkeit blieben erhalten.
Messerwelle mit hochgenauen Nuten
Beim Querschneiden von Papier trennen eine rotierende Messerwelle und ein feststehendes Untermesser oder zwei rotierende Messerwellen die gewünschten Nuten von der Papierrolle. In die aus Vergütungsstahl bestehenden Wellen (Länge bis 6.000 mm, Durchmesser bis 300 mm) sind am Umfang über die gesamte Länge drei versetzte, leicht gedrallte, 25 – 40 mm tiefe Nuten zu fräsen. Der Nutgrund und die Parallelität in der Länge sind sehr eng toleriert.
Die Spannfutter sollten ihre Leistung an Messerwellen mit 2.000 – 4.000 mm Länge beweisen. Dabei war der Auszug der Fräser unbedingt zu vermeiden. Führte doch diese Lageveränderung bei den bisher eingesetzten Schrumpffuttern zu Beschädigungen an den Messerführungen in den Nuten und in folge auch wegen der reduzierten Schnittwerte zu nicht eingeplanten Werkzeugwechseln.
Auszugssicherung überzeugt
Für den Test wählte man das APC-Futter Typ 32, Aufnahme SK 50, Spanndurchmesser 16 bis 32 mm mit folgendem Arbeitsablauf: Schruppen der Nut mit einer Schnitttiefe ap = 15 mm, danach Vorschlichten und abschließendes Fertigschlichten. Geschruppt wurde mit einem kordelverzahnten Vollhartmetallfräser, 20 mm Durchmesser, mit Schnittgeschwindigkeit vc = 145 m/min, Drehzahl n = 2.300 1/min, Vorschub f = 0,35 mm/U, Vorschubgeschwindigkeit vf = 800 mm/min und Eingriffsbreite ae = 20 mm.
Das erfreuliche Ergebnis: Auch nach mehreren Fräsdurchgängen war keine Nullpunktveränderung des Fräsers feststellbar, die Toleranzen an den Nuten wurden eingehalten und die geforderte Prozesssicherheit gewährleistet.
Extreme Belastung bei Federplatten
Mit seinen Kunststoff-Vibrations-Schweißmaschinen zählt das Unternehmen bielomatik zu den Weltmarktführern. Bei diesen Maschinen wird die Wärme über lineare Vibrationen der am Maschinenportal befestigten Federplatten erzeugt. In die Platten aus säure- und rostbeständigem Werkstoff sind durchgehende Taschen zu fräsen. Bei den anfangs eingesetzten Schrumpffuttern mussten die Fräser längstens nach drei Federplatten ausgetauscht werden. Nachdem auf das Spannfutter APC 20 mit Aufnahme HSK 63 und Auszugssicherung umgestellt und statt des bisherigen HPC-Fräsers mit drei Schneiden ein gleiches Werkzeug mit vier Schneiden eingesetzt wurde, erreichten die Schruppfräser mit 16 mm Durchmesser eine Standmenge von über 20 Federplatten. Bei dieser Stückzahl wurden die Fräser sicherheitshalber ausgetauscht, nachgeschliffen, neu beschichtet und für andere Zerspanungsaufgaben eingesetzt.
Auszugssicherung gewährleistet hohe Prozesssicherheit
Die auszugssicheren APC-Spannfutter schufen bei bielomatik die Voraussetzungen für besonders hohe Spanvolumina. Stefan Kullen bringt die Testergebnisse und die darauf aufbauende Entscheidung auf den Punkt: „Erfreulich ist die dank der APC- Futter erreichte höhere Ausbringung. Aber viel entscheidender ist für uns die hohe Prozesssicherheit. Sie lässt die Ausschussquote gegen Null tendieren und ermöglicht meinem Team, speziell bei den Federplatten, das kurzfristige Reagieren auf Expressaufträge. Aktuell setzen wir auf fünf Bearbeitungszentren die APC-Futter mit Auszugssicherung ein.“
Sein Team arbeitet aber bereits an neuen Fräsoptimierungen. Dazu laufen verschiedene Simulationsprogramme um den Einsatz neuer Fräser und Frässtrategien vorzubereiten. „Diese Zukunftsvorhaben basieren alle auf der uns völlig überzeugenden Prozesssicherheit der APC-Präzisionsspannfutter mit Auszugssicherung. Damit sind wir auf der sicheren Seite und wir können bei der Einheit Maschine-Werkzeug-Spannaufnahme letztere als Unsicherheitsfaktor ausschließen“, resümiert Stefan Kullen.
Teilen: · · Zur Merkliste