Iscar JHP Adaptor: Absolut zielführend
Werkzeugsysteme mit integrierten, zielgerichteten Kühlschmierlösungen: Mehr Zerspanungsleistung, höhere Prozesssicherheit und verbesserte Standzeiten versprechen Werkzeugsysteme mit zielgerichteter Kühlschmierung für die Anwendung auf Produktionsdrehmaschinen.

Zielgerichtete Kühlung vs. Überflutungskühlung.
Das Prozesselement Kühlschmierung gewinnt bei der wirtschaftlichen Metallzerspanung aus verschiedensten Gründen immer mehr an Bedeutung. Einerseits gilt es sowohl konventionelle als auch neue Werkstoffe produktiv und in reproduzierbarer Qualität zu bearbeiten, woran Kühlschmierstrategien einen wesentlichen Anteil haben. Andererseits zeigt sich jede Maschinengeneration mit neuen, verbesserten Leistungsmerkmalen. Dies bringt wiederum weitere Herausforderungen für die Werkzeuge und die Kühlschmierung mit sich. Mittels moderner Schneidstoffe, angepasster Geometrien und innovativer Beschichtungen wird die Zerspanungsleistung gesteigert. Weitere Optimierungsmöglichkeiten bietet außerdem die Auswahl der richtigen Kühlstrategie.
Die Hersteller von Werkzeugmaschinen, Zerspanungswerkzeugen und Werkzeug-Spanntechnik haben darauf schon vor Jahren mit Kühlschmiersystem-Lösungen geantwortet, die vor allem durch höheren Kühlmitteldruck gekennzeichnet waren.
Als Pionier auf diesem Sektor begann sich Iscar auf Werkzeuge für die Bearbeitung mit Hochdruck- und Ultrahochdruck-Kühlschmierung zu konzentrieren. Diese Werkzeuge kamen zunächst vorwiegend zur Bearbeitung schwer zerspanbarer Werkstückstoffe wie Titan, Inconel und hoch hitzebeständige Legierungen zum Einsatz. Das Resultat waren höhere Produktivität, bessere Spankontrolle und gesteigerte Standzeit. Die überaus positiven Ergebnisse brachten die Spezialisten auf die Idee, diese Technologie auch bei der Bearbeitung anderer Werkstückstoffe anzuwenden.

Viel Kühlmitteldruck allein genügt nicht
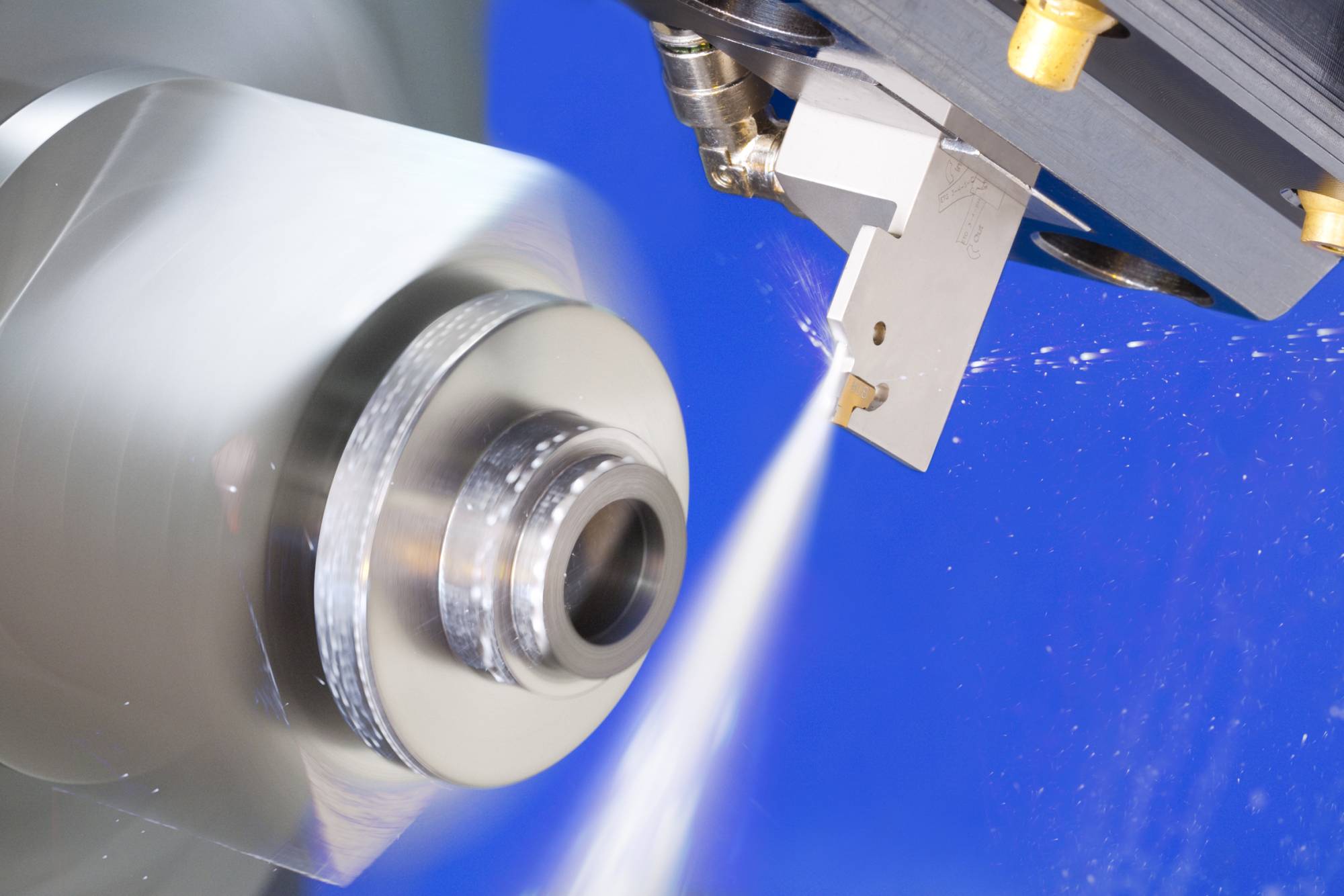
Um die Vorteile der zielgerichteten Kühlung weiter auf die Bearbeitung rostbeständiger und legierter Stähle übertragen zu können, entwickelte Iscar als Teil seines Standard-Portfolios sowohl entsprechende Werkzeuge als auch Haltersysteme für die Bearbeitung mit zielgerichteter Kühlmittelzufuhr. Hier stand nicht mehr ausschließlich der hohe Druck im Vordergrund, denn mit den neuen Werkzeugen kann der Kühlmittelstrahl auch mit allgemein üblichen Drücken von 3 bis 8 bar präzise zwischen die Schneidkante des Werkzeugs und den fließenden Span eingebracht werden, was gewährleistet, dass das Kühlmittel direkt in die Schnittzone gelangt. Erreicht wird dies durch die kurze Distanz zwischen Kühlmittelaustritt und Schneidkante sowie die genaue Ausrichtung des Kühlmittelstrahls. Während bei der herkömmlichen Kühlung der Span verhindert, dass das Kühlmittel die Schneidkante in der Schnittzone erreicht, wird bei der zielgerichteten Kühlung die Wärmebildung zuverlässig reduziert.
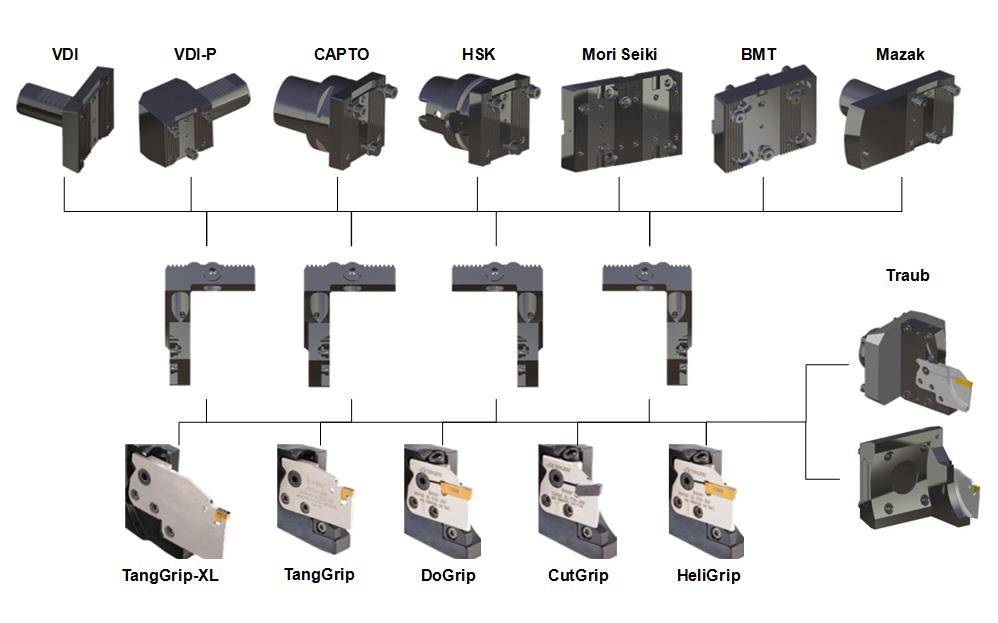
Die zielgerichtete Kühlung sorgt für eine kontinuierliche Zufuhr des Kühlmediums, was die Belastung durch Wärmeschocks an der Schneidkante verringert. Dies erhöht die Standzeit des Schneideinsatzes und die Prozesssicherheit. Auf diesen Erkenntnissen und Erfahrungen aufbauend, entwickelte Iscar eine Reihe verschiedener „JHP-Systeme“ (Jet High Pressure) für zielgerichtete Kühlmittelzufuhr: zum Ein- und Abstechen kommen die Produktfamilien TANG-GRIP, PENTA-CUT und DO-GRIP zum Einsatz, während Langdrehautomaten und CNC-Drehmaschinen mit Drehwerkzeugen der Linie SWISSTURN ausgerüstet werden. Für Multispindel- und Produktionsdrehmaschinen wurden genau auf die Maschinenschnittstelle ausgerichtete Werkzeughaltersysteme entwickelt, auf denen Adapter aus der MODULAR GRIP-Familie zum Einsatz kommen.

ISO-Drehwerkzeuge mit zielgerichteter Kühlung.
Ordnung im Maschinenraum
Eine große Herausforderung stellte bisher die Kühlmittelübergabe von der Maschinenschnittstelle zum Werkzeughalter dar. Dies musste aufwändig durch eigene „improvisierte“ Rohr- oder Schlauchverbindungen nachgerüstet werden – was wiederum mit einem großen zeitlichen Aufwand verbunden war. Des Weiteren verhedderten sich nicht selten Späne an diesen Eigenkonstruktionen.
Hier setzte Iscar an und entwickelte für Multispindel- und Produktionsdrehmaschinen speziell auf die gängigen Maschinenschnittstellen ausgelegte Halter, die über eine standardisierte MODULAR GRIP-Schnittstelle verfügen. Dies ermöglicht eine einfache Kühlmittelführung von der Maschine in den Werkzeughalter bis in die Schnittzone. Diese Vorgehensweise hat das Ziel, das Leistungsvermögen von Maschine und Werkzeug für die anspruchsvolle Serien- und Massenproduktion maximal auszunutzen.
Das TANG-GRIP-Werkzeugsystem von Iscar mit zielgerichteter Kühlung.
Adapter mit zielgerichteter Kühlung
Kurze Rüstzeiten, hohe Prozesssicherheiten sowie Flexibilität – das sind die Anforderungen, die jeder Kunde an ein Werkzeug hat. Diesen Anforderungen hat sich Iscar gestellt und mit dem sogenannten MODULAR GRIP-Adapter eine Basis entwickelt, auf der die neuen, innovativen Lösungen sowohl für Multispindel- als auch Produktionsdrehmaschinen aufbauen.
Diesen einfach austauschbaren Adapter gibt es für alle gängigen Stechanwendungen (Abstechen, Einstechen, Stechdrehen), wodurch eine hohe Flexibilität erreicht wird. Die Adapter zum Abstechen sind auf den eingesetzten Stangendurchmesser anpassbar. Diese Anpassung garantiert eine hohe Steifigkeit und daraus resultierend einen enormen Stabilitätszuwachs. Die „Basis“ ist damit geschaffen, und sie wird zusätzlich durch neue Schneidstoffsorten (IC808, IC5400, IC830) sowie die Spanformer (LF, MF und C) positiv ergänzt.

Durchmesseroptimierte Adapter.
Flexible Lösungen für Produktionsdrehmaschinen
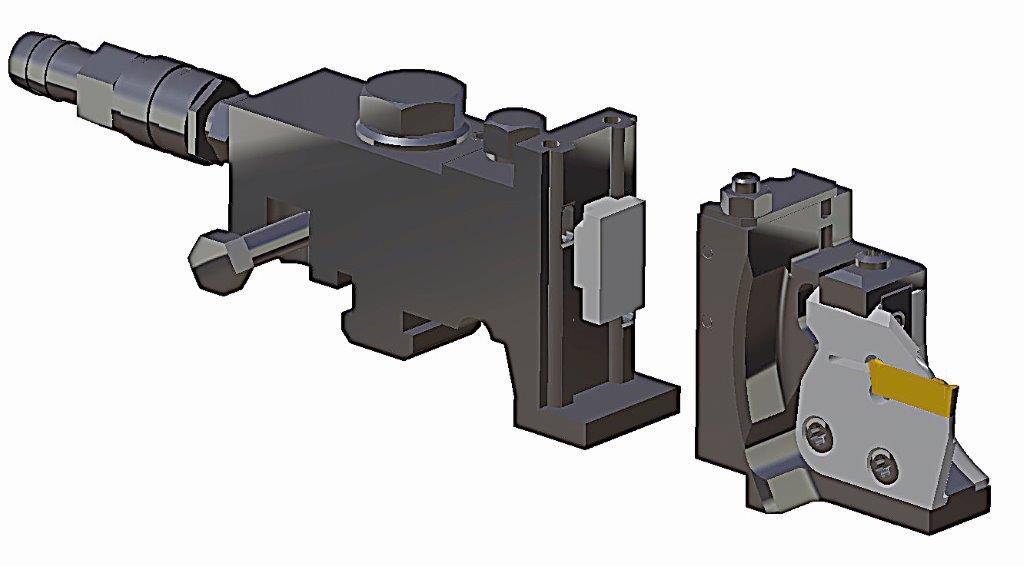
Zusätzlich zu den bereits bestehenden, herstellerspezifischen Lösungen für Multispindelmaschinen bringt Iscar nun Werkzeuglösungen für Produktionsdrehmaschinen auf den Markt. Das Baukastensystem besteht aus einem schnittstellenspezifischen Grundhalter, einem Zwischenhalter und einem MODULAR GRIP-Adapter, der mit den Schneideinsätzen bestückt ist. Dieser Grundhalter, den es für die gängigen Maschinentypen gibt, stellt die Verbindung zwischen Maschinenschnittstelle und Zwischenhalter her.
Neu ist nun, dass das System mit der direkten Kühlmittelübergabe aus dem Revolver in die Schnittzone gänzlich ohne extern verlegte Rohre oder Schläuche auskommt. So wird eine immer gleichbleibende und damit prozesssichere Kühlmittelausrichtung gewährleistet. Einfachstes Werkzeughandling ermöglicht ein schnelles und unkompliziertes Umrüsten auf die neueste Werkzeugtechnologie beim Ein- und Abstechen.
Durch die schlanke Bauweise des Zwischenhalters und die Anpassung an die am Markt üblichen Spannmittel sind besonders geringe Stangenüberstände möglich, was sich positiv auf die Werkzeugstandzeiten aller am Zerspanungsprozess eingebundenen Werkzeuge auswirkt. Das Design ermöglicht das Abstechen von Stangendurchmessern bis zu 82 mm. Für den Einsatz auf VDI-Revolvern hat Iscar sowohl Grundhalter für Sternrevolver als auch Scheibenrevolver im Programm. Auch für alle gängigen Ausrichtsysteme wie z. B. W-Verzahnung, V-Leiste oder Trifix gibt es entsprechende Grundhalter. Dieser kann mit Verzahnung nach oben sowie nach unten montiert werden, wodurch eine teure Doppelverzahnung überflüssig wird. Des Weiteren kann Iscar mit Grundhaltern für die Maschinentypen DMG MORI, Traub, Mazak sowie BMT-, CAPTO- und HSK-Schnittstellen aufwarten.
Die modulare Bauweise des Systems ermöglicht eine flexible Anpassung an die jeweiligen Maschinenvoraussetzungen.

Komplettlösung für Index-Maschinen.
Lösungen für Multispindelmaschinen
Für Multispindelmaschinen der Hersteller Index und Schütte oder auch für das Göltenbodt GWS-Schnellwechselsystem zum Voreinstellen, das auf vielen gängigen Multispindelmaschinen schon installiert ist, wurden bereits spezifische Komplettlösungen mit zielgerichteter Innenkühlung umgesetzt.
Für CNC-Mehrspindler von Index (und ähnlich für Schütte) wurde eine Werkzeugfamilie entwickelt, bei der der Grundhalter auf den Maschinenraum genau angepasst wurde. Ein schlanker Werkzeugkopf sorgt dafür, dass mit geringem Stangenüberstand gearbeitet werden kann. Außerdem wurden Störkonturen in Richtung Abgreifeinrichtung vermieden, um direkt hinter dem Abstich abgreifen zu können. Eine austauschbare Anschlagplatte bringt die Abstechlage auch als Stangenanschlag ins Spiel.
Auch bei dieser Werkzeugfamilie dient der Werkzeugkörper als Verbindung zwischen Maschinenschnittstelle und der MODULAR GRIP-Schnittstelle. Die Kühlmittelübergabe erfolgt aus dem Maschinenschlitten über den Werkzeugkörper in den MODULAR GRIP-Adapter, womit im Maschinenraum hinderliche Rohre und Schläuche ebenso entfallen wie deren Installation, wodurch sich die Rüstzeiten verringern.

Komplettlösung für Schütte SCX-32- und SCX-46-Maschinen.
Komplettlösung in Kooperation mit Göltenbodt.
Resümee
Viele im Markt befindliche Zwischenhalter haben bereits die Option eines direkten Kühlmittelanschlusses. In diesem Fall gestaltet sich der Wechsel auf einen Iscar-Werkzeughalter mit Innenkühlung sehr einfach. Ein vergleichsweise geringes Investment ermöglicht das Umrüsten auf die neueste Werkzeugtechnologie. Der Wegfall von Schläuchen und ähnlichen Spänefängern im Maschinenraum sowie die immer gleichbleibende und damit prozesssichere Kühlmittelausrichtung gewährleisten ein Höchstmaß an Prozesssicherheit und Produktivität. MODULAR GRIP-Adapter bieten eine sehr hohe Flexibilität hinsichtlich der Ausrüstung, so dass es für jede Bearbeitungsaufgabe eine optimale Lösung gibt.
Teilen: · · Zur Merkliste