anwenderreportage
Paul Horn System 842: Hochgenaue Optik-Komponenten ab Stange
Modulare Stechwerkzeuge von Horn steigern Produktivität: Bei der Herstellung von Komponenten für optische Geräte stellen die vorgegebenen Toleranzen oft besondere Anforderungen an die spanenden Werkzeuge. Der Werkzeughersteller muss deshalb neben den allgemeinen Produkteigenschaften, der Bearbeitungsgenauigkeit und der Standzeit auch durch kompetente Beratung und kurze Lieferzeiten überzeugen. Diese Leistungsnachweise, speziell beim Abstechen, erbrachten Werkzeuge von Horn, in Österreich vertreten durch Wedco, bei der Firma Qioptiq im Werk Feldkirchen.

Normalkörper nach dem Abstechen und Reinigen.
Infos zum Anwender
Die Qioptiq Photonics GmbH & Co. KG entwickelt und produziert photonische Produkte und Komplettlösungen für eine Vielzahl von Märkten und Anwendungen in den Bereichen Industrial Manufacturing, Medical & Life Sciences, Research & Development sowie Defense & Aerospace. Das Unternehmen hat weltweit eigene Standorte in Europa, Asien sowie den USA und beschäftigt über 2.100 Mitarbeiter.
Die Qioptiq Photonics GmbH & Co. KG, ein Unternehmen der Excelitas Technologies, ist Hersteller von optischen Komponenten und Systemen für die Medizintechnik, Industrie, Verteidigung, Luft- und Raumfahrt sowie Forschung und Entwicklung. Das Unternehmen beschäftigt weltweit an elf Standorten über 2.100 Mitarbeiter. Deutsche Produktionsstandorte sind Feldkirchen, Asslar, Regen und Göttingen. Im Werk Feldkirchen bei München – vormals Rodenstock – entwickeln und produzieren etwa 400 Mitarbeiter Komponenten für Röntgenkameras, Mikroskope, Geräte der Augenheilkunde, der Dentaltechnik, Laser sowie Projektionssysteme für die Industrie.

Modulares Stechsystem: Grundhalter R842 mit HSK-T40-Aufnahme, Kassette RNK100 und Wendeschneidplatte S100.
Schnell, flexibel und hochgenau produzieren
„Für alle diese Komponenten gelten sehr hohe Genauigkeitsvorgaben“, erläutert Michael Handwerker, Leiter Fertigung. Als Beispiel nennt er die Anlagefläche einer Linse in einem Tubus. Hier darf die Laufgenauigkeit 5 µm nicht überschreiten. „85 Prozent der Teile fertigen wir aus Al-Legierungen, den Rest aus Edelstahl und Messing. Da wir mit diesen Musterteilen in Losen von einem bis fünfzig Stück die Serienreife vorbereiten, ist schnelles und flexibles Handeln unabdingbar“, gibt Johann Brigl, technischer Leiter Fertigung, weitere Einblicke in den Produktionsalltag.
Fasst man die technischen und wirtschaftlichen Produktanforderungen zusammen, so müssen die dafür benötigten Maschinen und Werkzeuge Bedingungen erfüllen, die etwas außerhalb des Üblichen liegen. Aus diesem Grunde wurde vor etwa zwei Jahren für die 5-Achs-Bearbeitung bestimmter Produktfamilien in ein Dreh-Fräszentrum RatioLine R200 von Index und bei den Werkzeugen zum wiederholten Male in Produkte der Firma Horn investiert.
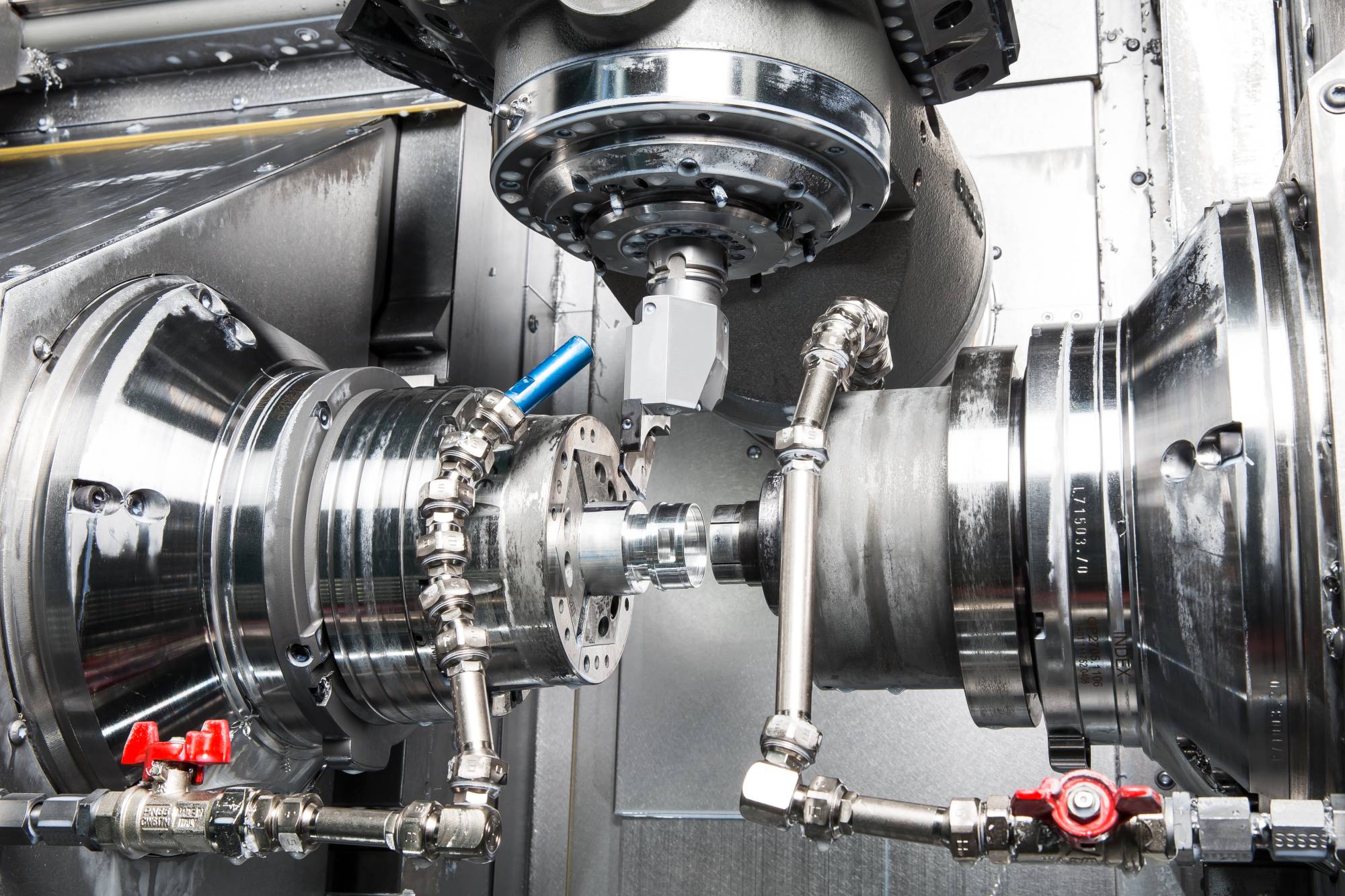
Nach der Fertigbearbeitung sticht das Horn-System 842 das von Gegen- und Hauptspindel aufgenommene Werkstück ab.
Spezielle Anforderungsprofile
„Da die an sich schon hohe Standard-Arbeitsgenauigkeit der R200 für unseren Bedarf nicht ausreichte, erhielt die Maschine Sonderspindeln. Sie gewährleisten eine Rundlaufgenauigkeit und Verfahrtoleranz ≤ 1 µm“, erläutert Roland Schwarzbauer, Gruppenleiter Drehen. Zusammen mit den HSK-T40-Werkzeugaufnahmen können damit die Werkstücktoleranzen im µm-Bereich eingehalten werden. Ein Problem war aber noch zu lösen: Um die Umrüstzeiten wegen der kleinen Losgrößen der Musterteile möglichst niedrig zu halten, sollte das Kettenmagazin der R200 den Werkzeugbedarf für verschiedene Musterteile aufnehmen können. Bei den meisten Werkzeugen zum Bohren, Fräsen, Drehen usw. ließ sich dies problemlos realisieren. Lediglich bei den Werkzeugen zum Abstechen benötigten Halter und Kassette so viel Platz, dass die beiden benachbarten Werkzeugplätze nicht belegt werden konnten. Deshalb sollten kleine und kompakte Stechwerkzeuge mit den Eigenschaften größerer Ausführungen das Platzproblem lösen.
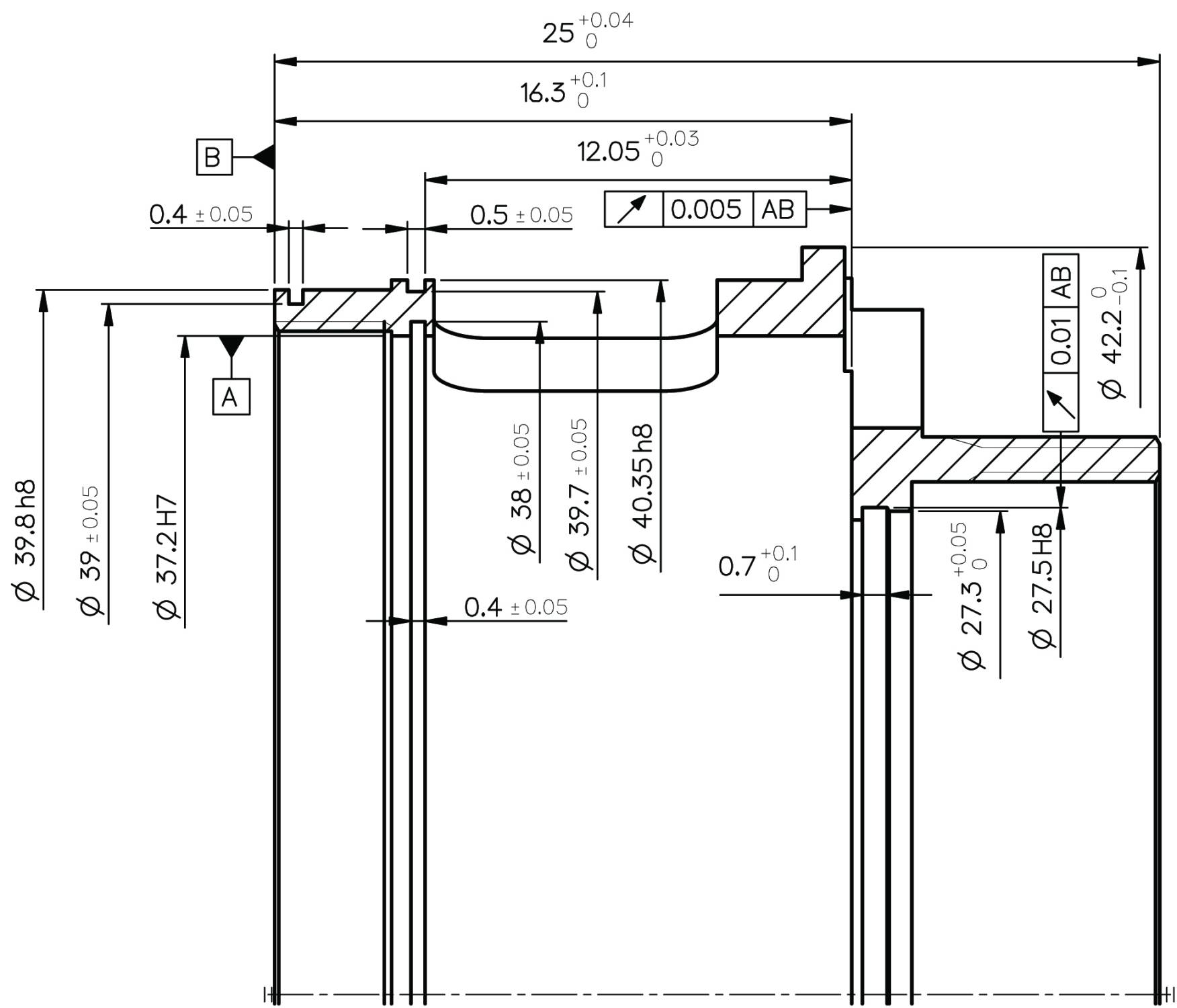
Vereinfachte Fertigungszeichnung des Normalkörpers: Neben dem Abstechen des 25 mm breiten Werkstücks kommen weitere Horn-Werkzeuge zum Innen- und Außeneinstechen sowie zum Ausdrehen zum Einsatz. Für die 0,4 und 0,5 mm breiten Einstiche verwendet Qioptiq selbst geschliffene Formstähle.
Diese Aufgabe wurde an Michael Götze, Technische Beratung und Verkauf Firma Horn, herangetragen. Der Zerspanungsspezialist hatte schon in der Vergangenheit zahlreiche Bearbeitungsaufgaben bei Qioptiq erfolgreich gelöst. Auch in diesem Fall konzipierte er gemeinsam mit dem Team um Roland Schwarzbauer eine einfache aber wirkungsvolle Lösung. Der für das Abstechen ausgewählte Horn-Grundhalter System 842 – das modulare System spielt seine Stärken besonders beim Bearbeiten von Stangenmaterial aus – erhielt eine gegenüber der Spindelaufnahme um 90° gedrehte Kassettenaufnahme. Der Vorteil: Kassette und Schneidplatte kragen im Werkzeugmagazin nur nach vorne aus, die benachbarten Werkzeugplätze werden nicht mehr eingeengt. Die Drehung des Halters in die Spindel wird über das CNC-Programm ausgelöst. . Modular und für große Stechtiefen
Der Grundkörper mit Hohlschaftkegel HSK-T40 ist für die Aufnahme aller Horn-Kassetten mit der Systemschnittstelle 842 geeignet und erlaubt damit eine individuelle Zusammenstellung von Werkzeugen zum Ein- oder Abstechen, Längs- oder Profildrehen und Gewindedrehen. Die gegenüber den HSK-Aufnahmen enger tolerierte Nut und Mitnehmer gewährleisten eine hohe Aufnahmepräzision und Steifigkeit sowie eine Wechselgenauigkeit ≤ 0,01 mm. Die Grundkörper mit Innenkühlung sind in verschiedenen Ausführungen ab Lager lieferbar. Eine Vielzahl darauf abgestimmter Kassetten, bestückt mit aufgabenorientierten Wendeschneidplatten, erlaubt u. a. das Außenabstechen bis 34 mm Tiefe in einer Breite von 2,0 bis 4,0 mm.
Aus diesem modularen System wählte Qioptiq den Grundträger R842, die Kassetten Typ NK100 sowie die in verschiedenen Breiten, Geometrien und Beschichtungen lieferbaren Wendeschneidplatten S100. Die auf den Standardausführungen S100 basierenden Wendeschneidplatten überzeugen dank der konstruktiven Formgebung von Plattensitz und Schneidengeometrie, der Schraubklemmung der Schneidplatte und der hohen Spannstabilität durch eine zuverlässige Verbindung von Kassette und Halter. Zudem erlauben sie einen einfachen Werkzeugwechsel mit hoher Wiederholgenauigkeit.

Dank der um 90° gedrehten Kassettenaufnahme im Grundhalter der HSK-T40-Aufnahme können auch die benachbarten Werkzeugplätze belegt werden.
Leistungsbeweis in der Praxis
Das Team um Roland Schwarzbauer wird relativ selten mit größeren Losen konfrontiert. Ausnahmen kommen aber immer wieder vor, beispielsweise bei der Herstellung von Tubus-Normalkörpern aus dem Werkstoff ENAW6262A (AlMg1SiSn). Die in Losen bis 5.000 Stück anfallenden Werkstücke werden aus gezogenem Rundmaterial, 1.000 mm lang, 50 mm Durchmesser, auf der Index R200 komplett gefertigt. „Vor dieser Investition mussten wir uns wegen der Kapazität des Werkzeugmagazins auf 14 Werkzeuge beschränken“, erinnert sich Roland Schwarzbauer. Heute lassen sich nicht nur die für die Normalkörper benötigten 20 Werkzeuge im Magazin bevorraten, sondern auch die für eventuelle Expressaufträge und weitere Komponenten benötigten Werkzeuge. Das Einrichten der Maschine und das Einstellen der Werkzeuge werden wesentlich durch die virtuelle Einstellmöglichkeit erleichtert, einschließlich Simulation. Sie bietet auch die nötige Sicherheit bei der Abstimmung der Verfahrwege und der Bearbeitungsdaten.
Aktuell werden jeweils 20 Normalkörper auf dem Ablaufband der Maschine zusammengefasst, vom Maschinenbediener entsprechend den statistischen Vorgaben kontrolliert und dann zur weiteren Verwendung freigegeben. „Derzeit planen wir durch eine automatische Teileentnahme einen höheren Automatisierungsgrad. Damit wollen wir einen weitgehend automatischen Arbeitsablauf in einer mannlosen Schicht erreichen“, nennt Johann Brigl einen Teil seiner Zukunftsplanungen.
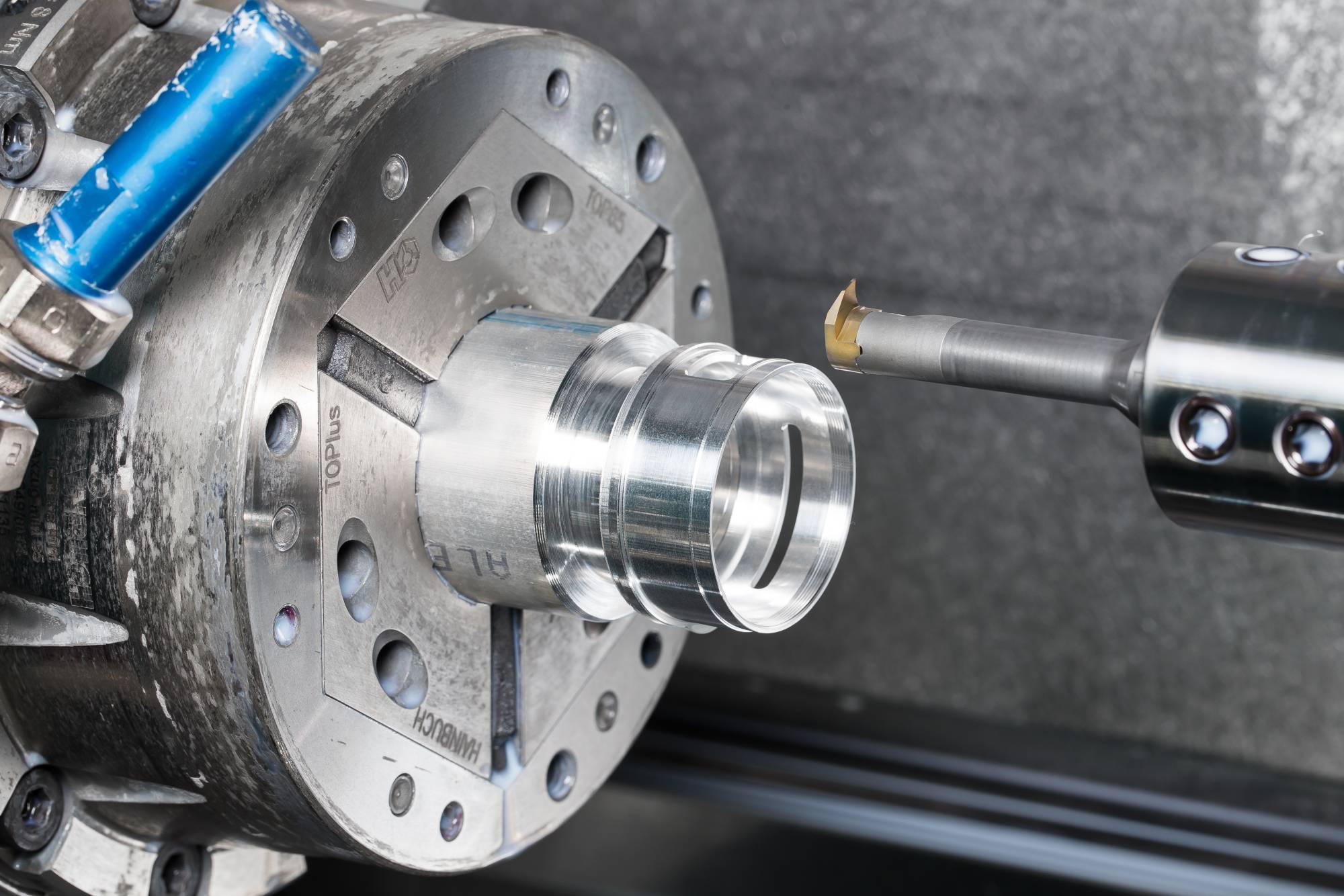
In einem weiteren Arbeitsgang wird der Innendurchmesser 37,1 H7 mit einer Schneidplatte Typ 114 ausgedreht.

Das gemeinsam entwickelte Werkzeugkonzept hat sich bewährt. Johann Brigl, Technische Leitung Fertigung, Roland Schwarzbauer, Gruppenleiter Drehen, beide Fa. Qioptiq und Michael Götze, Technische Beratung und Verkauf, Firma Horn, sind zufrieden (v.l.n.r.).
Abstechsystem erfüllt alle Erwartungen
Beim Abstechen der fertig bearbeiteten Normalkörper von der Stange haben sich Schnittgeschwindigkeiten von vc = 400 m/min und Vorschübe von f = 0,25 mm/U als effektiv herausgestellt. Mit diesen Werten reicht die Standzeit einer Schneidplatte für mehr als 1.000 Abstiche. „Danach wechseln wir aus Gründen der Prozesssicherheit das Werkzeug“, erläutert der Gruppenleiter Drehen.
Auf Grund der kleinen Losgrößen und komplexen Teilegeometrien bei Qioptiq ist es wichtig, dass alle der 120 Werkzeugplätze im Magazin zur Verfügung stehen. Das ist für die Fertigungsverantwortlichen ein enormer Vorteil, vor allem hinsichtlich der Rüstzeiten und dem Aufwand für die Werkzeugvoreinstellung. Michael Handwerker verweist rückblickend auf einige Punkte die für ihn und sein Team bei der Werkzeugbeschaffung von entscheidender Bedeutung waren: „Natürlich sind wir auf Grund unseres Produktionsprogrammes für viele Werkzeughersteller sehr interessant. Aber wenn wir differenzieren und unsere Maxime „Qualität primär“ in den Vordergrund stellen, kommen wir sowohl bei den Standard- als auch bei den Sonderwerkzeugen immer wieder auf die Firma Horn zurück. Neben der hohen Produktqualität überzeugen uns vor allem die kurzen Reaktions- und Lieferzeiten, besonders bei Sonderwerkzeugen.“
Teilen: · · Zur Merkliste