anwenderreportage
Inneneinstechen optimiert
CNC Berger erzielt Wettbewerbsvorteile durch neue Stechwerkzeuge von Paul Horn: Die kontinuierliche Überprüfung der Fertigungsabläufe sichert jedem Lohnfertiger seine Wettbewerbskraft. Beeindruckende Ergebnisse lassen sich dann erzielen, wenn Anwender und Lieferant individuell angepasste Werkzeuge zum Einstechen samt Bearbeitungsstrategien gemeinsam festlegen. Der oberösterreichische Lohnfertiger CNC Berger konnte dadurch gemeinsam mit der Firma Wedco entscheidende Wettbewerbsvorteile realisieren.

Grundhalter (Sonderausführung) mit Polygonschaft und innerer Kühlmittelzufuhr. Länge 135,5 mm, Durchmesser 63 mm. Einsetzbar für Bohrungsdurchmesser ≥ 80 mm. Die Wechselkassetten werden stirnseitig mit drei Schrauben befestigt. Bildernachweis: Fa. Horn

Georg Kerschbaumer
Meister der Dreherei bei CNC Berger
„Die beim Stechen erzielten Ergebnisse wurden von keinem Wettbewerber erreicht. Deshalb setzen wir in diesem Beriech künftig nur auf Wedco/Horn.“
In der einst von Landwirtschaft geprägten Region um den Mondsee gründete Karl Berger im Jahre 1949 einen Betrieb zur Reparatur von Maschinen aller Art. Drei Jahre später kam auch auf der Vertrieb von landwirtschaftlichen Maschinen und Geräten dazu. Mit diesem Erfahrungsschatz verlegte er sich Mitte der 60er Jahre auf die mechanische Metallbearbeitung und beschritt einen erfolgreichen Weg als Lohnfertiger.
Heute leitet Ing. Karl Berger jun. in der dritten Generation den innovativen Dienstleistungsbetrieb. Das mittlerweile 65 Mitarbeiter beschäftigende Unternehmen mit dem vergleichsweise hohen Anteil von zehn Auszubildenden ist spezialisiert auf mechanische Bearbeitungen wie Drehen und Fräsen. Weitere Arbeitsgänge wie Bohren, Schleifen und auch die Teilemontage runden das Leistungsangebot für die als Einzelteile oder in Losgrößen bis zu 1.000 Stück anfallenden Aufträge ab.
Schon das CNC im Firmennamen weist darauf hin, dass es hier um komplexe Bearbeitungen geht, für die hochmoderne Maschinen – u. a. acht Bearbeitungszentren mit Verfahrwegen bis 2.300 x 1.550 x 1.500 mm sowie zwölf Drehmaschinen für Drehlängen bis 3.000 mm – zur Verfügung stehen. Werkstücke bis 20 Tonnen und 2.300 mm Durchmesser bearbeitet eine Karusselldrehmaschine. Dank der Kompetenz und des Engagements der Mitarbeiter gilt das Unternehmen, das sich an der vom Firmengründer vorgelebten Firmenkultur orientiert, heute in Österreich und Süddeutschland als zuverlässiger Partner für Kunden aus unterschiedlichen Branchen.

„Einsatz groß“: Werkstück aus 42CrMo4 mit 350 mm Außendurchmesser, 150 mm Breite und einer Innenbohrung von 221 mm Durchmesser. In die mit H9 tolerierte Bohrung mussten von einer Seite aus fünf unterschiedlich breite Einstiche mit Ra ≤ 1,6 µm eingebracht werden.

Ing. Karl Berger
Geschäftsführer CNC Berger
„Wir sind nicht nur mit den Produkten, sondern auch der Beratung und dem Service von Wedco und Horn sehr zufrieden. Nur gemeinsam kann man Prozesse verbessern und dadurch Wettbewerbsvorteile erzielen.“
Teilevielfalt prozesssicher und wirtschaftlich bearbeiten
So unterschiedlich die Abmessungen, Werkstoffe und Toleranzen des täglich zu bearbeitenden Teilespektrums auch sein mögen – was die Lieferzeit-, Preis- und Qualitätsvorstellungen angeht, herrscht Einigkeit. Georg Kerschbaumer, Schichtführer Drehen, und sein Team möchten den Kundenanforderungen und dem Berger-Qualitätsanspruch stets gerecht werden und sind daher kontinuierlich auf der Suche nach neuen Fertigungsmöglichkeiten, unter anderem für das Inneneinstechen. Da es sich bei den meisten Werkstücken um Einzelteile handelt, bleibt Kerschbaumer keine Zeit, sich sukzessive an die bestgeeigneten Zerspanungsbedingungen heranzutasten. Die Einstechvorgänge müssen auf Anhieb sitzen und dürfen den weiteren Fertigungsablauf der meist hochpreisigen Kundenteile nicht behindern.
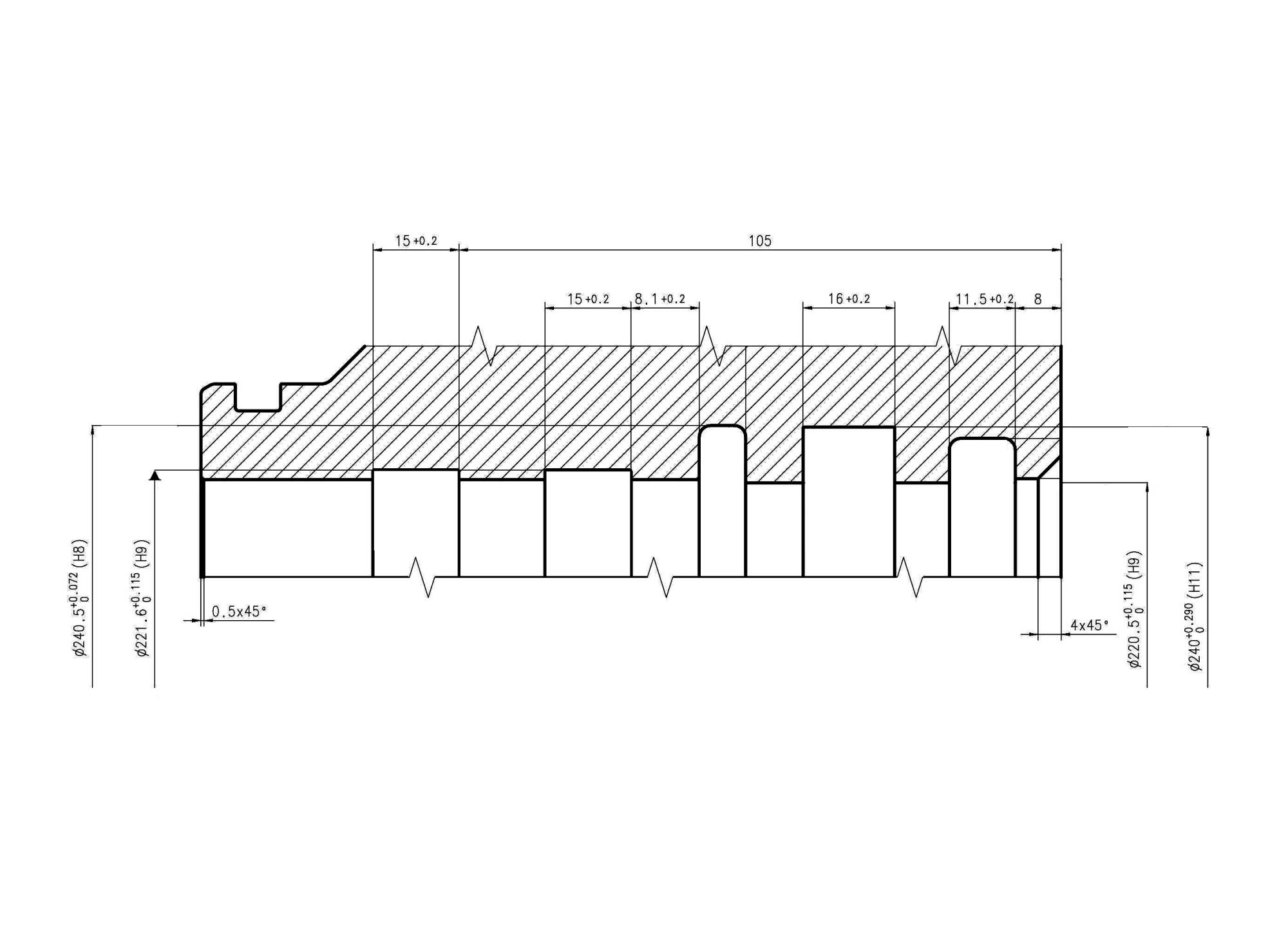
Vereinfachte Fertigungszeichnung „Einsatz groß“ mit einigen funktions- und genauigkeitsentscheidenden Maßen. Bild: CNC Berger
Infos zum Anwender
CNC Berger steht für Metallbearbeitung auf höchstem Niveau – und das bereits seit 1949, dem Gründungsjahr des Unternehmens. Bearbeitet werden Werkstücke von individuellen Einzelteilen bis hin zur Serienproduktion. Am Standort in Mondsee arbeiten zurzeit ca. 55 Mitarbeiter im Zwei- bis Drei-Schichtbetrieb. Besonderes Augenmerk wird auf die Ausbildung des „Firmennachwuchses“ gelegt – mit bis zu vier Lehrlingen pro Jahrgang.
Drei Werkstücke im Test
Zu diesem Thema kontaktierte Georg Kerschbaumer unter anderem die österreichische Firma Wedco, die mit der Hartmetall-Werkzeugfabrik Paul Horn GmbH aus Tübingen (D), einen der Top-Player im Bereich von Einstech-, Längsdreh- und Nutfräswerkzeuge vertritt. Der Drehspezialist erwartete sich davon Bearbeitungsvorschläge für drei repräsentative Werkstücke sowie für „Ausreißer“ mit Einstecharbeiten bis 12 mm Tiefe und 16 mm Breite in Bohrungen bis 221 mm Durchmesser und 150 mm Länge.
Das zu berücksichtigende Werkstoffspektrum reicht vom Vergütungsstahl bis zu schwer zerspanbaren Sonderstählen einschließlich NE-Metallen. In fertigungstechnischer und wirtschaftlicher Hinsicht mussten die bisher erreichten Ergebnisse mit verschiedenen Wettbewerbsfabrikaten deutlich verbessert werden, vor allem hinsichtlich Toleranz, Oberflächenqualität und Prozesssicherheit.

Einige der bei CNC Berger eingesetzten Standard- und Sonderhalter (von links nach rechts): Grundhalter R213 mit Cermet-Schneidplatte S229 zum Schlichten, modulare Sonderbohrstange mit Polygonschaft in Schrumpfaufnahme mit Schneidplatte S114 zum Vorstechen, Mini-Halter RB18P mit Cermet-Schneidplatte S229 zum Schlichten, Grundhalter mit Bohrstange R213 für Kassetten RB229 und Schneidplatte S229.
Standard- und Sonderausführungen im Horn-Stechprogramm
Mit diesen Eckwerten aus dem Berger-Pflichtenheft ließ sich für Alfons Kocher, Technische Beratung und Verkauf bei Wedco, und Amadeus Jatschka, Produktmanager für Horn-Werkzeuge bei Wedco, ein der aktuellen Auftragslage entsprechender Werkzeugumfang relativ einfach festlegen.
Die Ausarbeitung von Vorschlägen für „Ausreißerwerkstücke“ erleichterte das umfangreiche Stechprogramm der Firma Horn mit seinen Schneidplatten und Werkzeughalter in Standard- und in Sonderausführungen. Dabei punktet der Werkzeughersteller aus Tübingen mit einem nicht unerheblichen Kundennutzen: Dank seiner Inhouse-Fertigung – vom Hartmetallpulver bis zur einsatzbereiten Schneidplatte einschließlich Halter – sind auch Sonderanfertigungen in nur wenigen Tagen lieferbar.

Für Ing. Karl Berger, Geschäftsführer CNC Berger, leisten die beiden Wedco-Spezialisten Alfons Kocher und Amadeus Jatschka (von rechts nach links) einen wichtigen Beitrag bei seinen Planungen.
Schnittstellen der Horn-Stechsysteme
Ob verfahrensbezogene Maschine oder Multifunktionsmaschine – ohne zuverlässige Werkzeugaufnahme und exakte Positionierung der Schneide ist ein wirtschaftliches Arbeiten nicht möglich. Für diese Anforderungen produziert die Firma Horn Standard- und Sonderwerkzeuge, modulare Werkzeugsysteme mit Kassetten und in Monoblockbauweise in unterschiedlichen Größen und Abmessungen. Schnittstellen sind z. B. Klemmhalter mit quadratischem oder rundem Schaft, maschinen- und herstellerbezogene Klemmhalter, Spannzangen und andere Systemaufnahmen.
Abgestimmt auf den Maschinenpark der Firma Berger empfahlen die beiden Wedco-Spezialisten modulare Grundhalter mit Polygonschaft nach ISO 26623. Die in Rechts- und Linksausführung, in gerader Ausführung oder um 90° gekröpften Halter nehmen Kassetten verschiedener Ausführungen auf. „Mit den darin gespannten Schneidplatten lassen sich werkstückangepasste Arbeitsgänge wie Einstechen, Abstechen, Axialeinstechen und Innenlängsdrehen optimal ausführen. Bei den Grundhaltern tritt der Kühlmittelstrahl am Spannfinger aus und trifft gezielt hinter der Schneide auf den Span. Zusätzlich kann die Wirkstelle von einer am Grundhalter über der Kassette befestigten, einstellbaren Düse gekühlt werden. Die Kühlmittelübergabe erfolgt je nach Kassettentyp über die Anlagefläche", erklärt Amadeus Jatschka.
Georg Kerschbaumer entschied sich für folgende Werkzeugkombinationen: Drei Grundhalter mit sieben Kassetten, fünf Bohrstangen mit Innenkühlung, davon zwei in modularer Ausführung mit austauschbaren Kassetten sowie Wendeschneidplatten der Systeme S224 und S229 mit verschiedenen Geometrien und Beschichtungen zum Axialeinstechen, Einstechen und Längsdrehen.

Georg Kerschbaumer (rechts), Schichtführer Drehen, und Maschinenbediener Christian Schachl von CNC Berger setzen auch bei künftigen Anwendungen auf die Horn-Einstechwerkzeuge.
Vielfalt bewährt sich in der Praxis
Den mit hoher Priorität eingestuften Wunsch nach Einsatzflexibilität erfüllte das Konzept des Horn-Werkzeugprogramms. Nun mussten die Werkzeuge ihre Leistungsstärke und Prozesssicherheit nur noch im praktischen Einsatz auf einem Dreh-Fräszentrum GMX 400 linear von DMG MORI an zwei Einsätzen aus Stahl und an einem Ventilatorläufer aus Aluminium unter Beweis stellen.
Den Test eröffnete ein als „Einsatz groß“ bezeichnetes Werkstück aus 42CrMo4 mit 350 mm Außendurchmesser, 150 mm Breite und einer Innenbohrung von 221 mm Durchmesser. In die mit H9 tolerierte Bohrung mussten von einer Seite aus fünf unterschiedlich breite Einstiche mit Ra ≤ 1,6 µm eingebracht werden. Die Stechbreite war jeweils mit + 0,2 mm toleriert, die zwischen 2,0 und 9,0 mm betragende Stechtiefe war in Passungsqualität H8, H9 und H11 auszuführen und mit Radien 0,3 – 0,1 und 0,2 – 0,1 zu versehen. Bei der Achsparallelität von Bohrung und Nutgrund waren 0,03 mm einzuhalten.
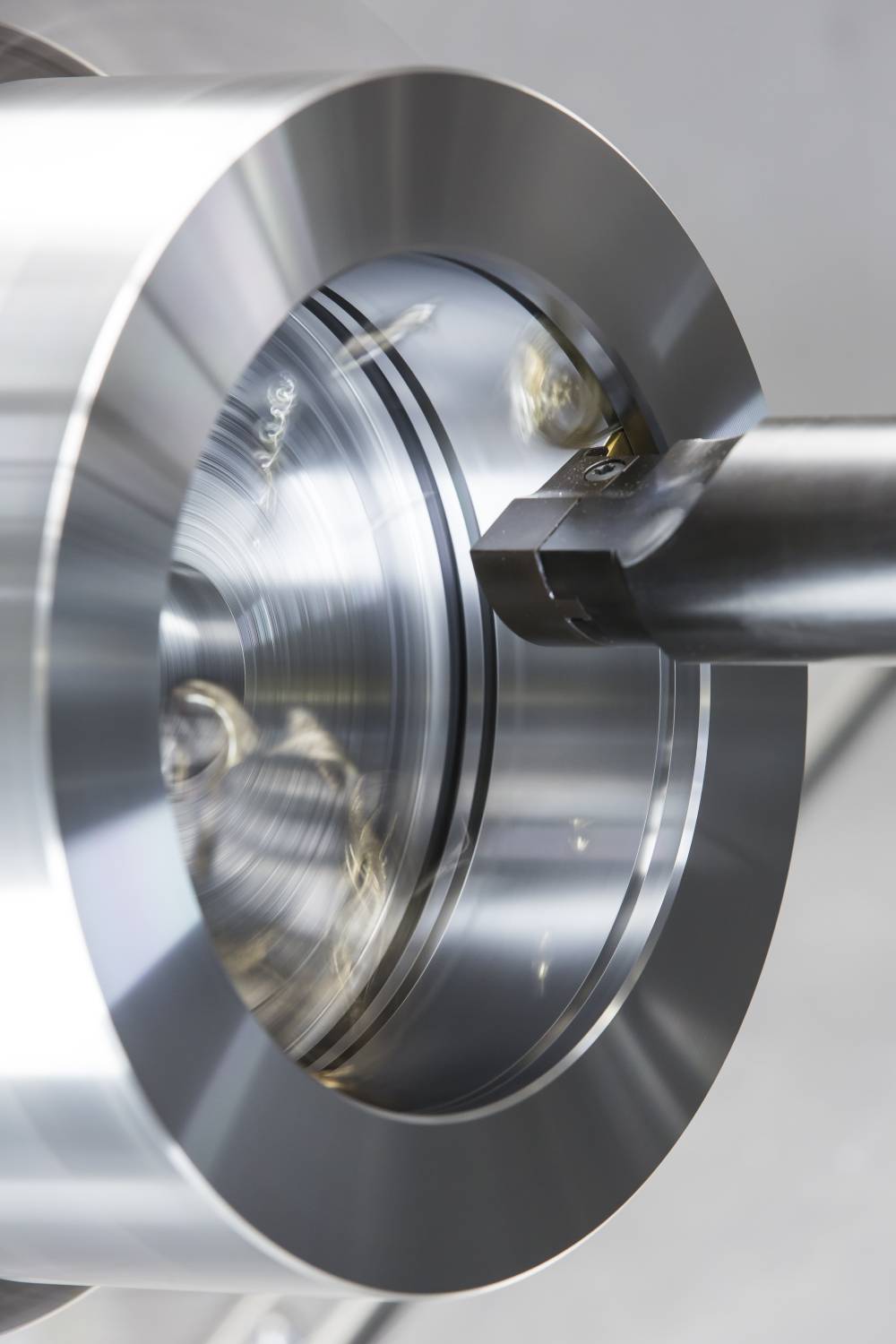
Um bei der relativ großen Auskragung die geforderten Toleranzen einhalten zu können, kam der Grundhalter RB229 mit einer Kassette RBK229 zum Einsatz. Diese wurde zum Vorstechen mit einer Schneidplatte S229 bestückt, deren Geometrie .3. besonders zum Einstechen, Längsdrehen und Kopieren von Formnuten geeignet ist. Zum Vorstechen bis auf ein Aufmaß von 0,1 mm wurde eine Schnittgeschwindigkeit vc = 150 m/min und ein Vorschub f = 0,12 mm/U gewählt. Zum Schlichten mit vc = 200 m/min und f = 0,07 mm/U kam die NC-Universaldrehplatte von Horn zum Einsatz. Andere Horn-Werkzeuge erzeugten dann in weiteren Arbeitsgängen die Bohrungsfase und die Außeneinstiche.
Das nächste Werkstück „Einsatz klein“ aus Ck45, Innenbohrung 37H9 musste mit vier Einstichen von 4,2 bis 9,7 mm Breite und 2,0 bis 4,5 mm Tiefe versehen werden. Die Toleranzen entsprachen dem „Einsatz groß“. Deshalb wählte man auch die dort bewährten Schnittdaten. Zum Einstechen wurde eine modifizierte Bohrstange mit Dmin = 37 mm in den Grundhalter gespannt und entsprechend der Einstichform mit Schneidplatten S224 mit Geometrie .3. bestückt.
In beiden Fällen konnten die Werkzeuge nicht nur die vorgegebenen Parameter erfüllen, sondern setzten sich auch eindeutig im Wettbewerbsvergleich durch.
Die Karl Berger CNC-Maschinenbau GmbH erzielt beim Inneneinstechen mit den Werkzeugen der Paul Horn GmbH beeindruckende Ergebnisse.
Testfall Ventilatorläufer
An diesem Serienteil aus Aluminium mussten radiale Hinterstiche für die Montage von Wuchtgewichten eingestochen werden. Erschwert wurde dieser Arbeitsgang durch die Radien r = 1,5 mm am Grund der Hinterstiche. Für diese Anwendung setzte man einen modifizierten Klemmhalter R210/R218 und eine Schneidplate 229 ein. Mit einer Schnittgeschwindigkeit vc = 250 m/min und einem Vorschub f = 0,35/U mm wurden die vier Einstiche problemlos und in der gewünschten Toleranz erzeugt. Für das abschließende Fertigstechen (Feinschlichten) wählte man die Mini-Schneidplatte LS10P mit Geometrie .R. und einer Al-Tin-Beschichtung.
Erfolgreich durch gemeinsam erarbeitete Strategien
Dem vielseitigen Produktspektrum, den engen Terminen und nicht zuletzt dem Kostendruck begegnet die Firma CNC Berger mit einer flexiblen Organisation, dem Know-how seiner Mitarbeiter und modernsten Produktionsmitteln. Eine wichtige Hilfestellung leisten dabei Lieferanten wie Wedco und Horn. „Mit den Produkten, der Beratung und dem Service beider Firmen sind wir sehr zufrieden“, betont Geschäftsführer Ing. Karl Berger. Georg Kerschbaumer – als Schichtführer ist er unmittelbar in die Fertigungsabläufe involviert – weiß besonders das Fachgespräch an der Maschine und die Empfehlungen der Wedco-Spezialisten zu schätzen: „Der Aussage meines Chefs kann ich nur hinzufügen, dass die beim Stechen erzielten Ergebnisse von keinem Wettbewerber erreicht wurden. Deshalb setzen wir künftig nur auf Wedco/Horn.“
Für seine Planungen und Entscheidungen über Fertigungsabläufe, die oft unter großem Zeitdruck erfolgen müssen, bietet ihm das Horn-Programm interessante Alternativen. Erste Beweise dafür sind die Standard- und Sonderwerkzeuge zum Nutstoßen. Sie ermöglichten es ihm, bei einem Kundenteil Passfedern bis 16 mm Breite und 100 mm Länge zusammen mit anderen Bearbeitungen auf einer Maschine durchzuführen. Die Komplettbearbeitung in einer Aufspannung – ohne Maschinenwechsel mit all seinen negativen Auswirkungen auf die Fertigungszeit, die Genauigkeit sowie die Logistik und Terminplanung – ist ein weiterer Pluspunkt für eine effektive und kostengünstige Produktion.
Teilen: · · Zur Merkliste