anwenderreportage
Emco Hyperturn 200: Komplettbearbeitung im XL-Bereich
GMT steigt erfolgreich in die Großteilebearbeitung ein: Rasantes Wachstum und große Flexibilität zeichnen das Salzburger Unternehmen GMT Wintersteller aus. Seit der Gründung im Jahr 1990 hat man sich durch eine absolut kundenorientierte Einstellung sowie durch konsequente Investitionen in einen modernen Maschinenpark zu einem angesehenen Lohnfertiger entwickelt. Vor allem die Spezialisierung auf die komplexe Komplettbearbeitung von zumeist Einzelteilen bzw. Kleinserien hat sich bezahlt gemacht. Mit einem Dreh-Fräszentrum Hyperturn 200 Powermill des österreichischen Werkzeugmaschinenherstellers Emco konnten man ein weiteres Kapitel der Erfolgsgeschichte aufschlagen. Von Ing. Robert Fraunberger, x-technik

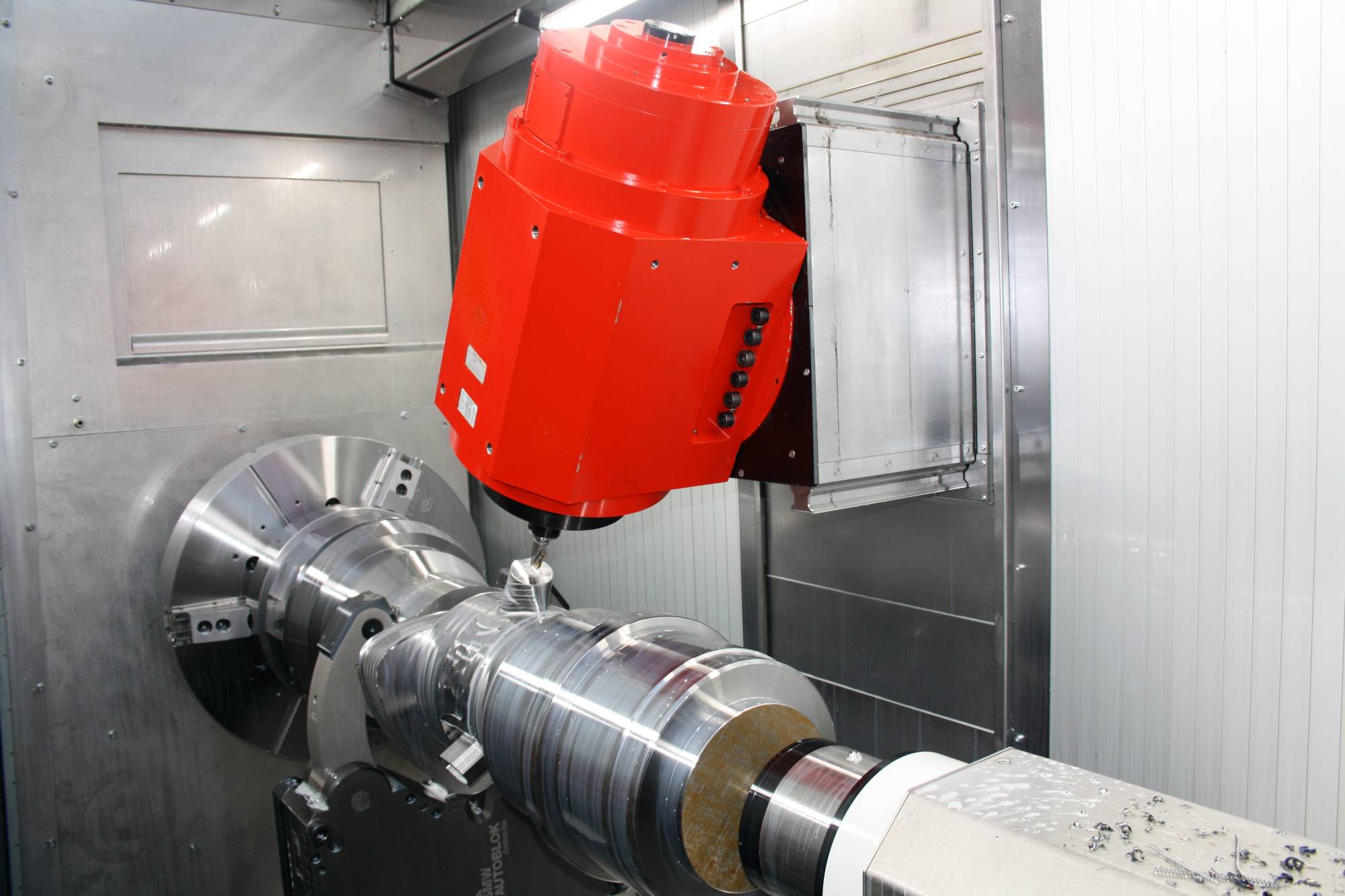
Beeindruckende Größe: Die Hyperturn 200 Powermill von Emco ist die größte Werkzeugmaschine bei GMT Wintersteller und fertigt seit 2016 komplexe Großteile in einer Aufspannung. (Alle Bilder: x-technik)

Josef Pendl
Leiter Produktion bei GMT Wintersteller
„Mit der Investition in die Hyperturn 200 von Emco haben wir für die Komplettbearbeitung großer Dreh-Frästeile die absolut richtige Entscheidung getroffen. Das ausgezeichnete Preis-Leistungs-Verhältnis überzeugt ebenso wie die hohe Stabilität, Flexibilität und Genauigkeit in Kombination mit der virtuellen Simulationsmöglichkeit.“
Das Ziel von den Firmengründern Martin und Leonhard Wintersteller war es von Anfang an, im Bereich der Metallbe- und Verarbeitung von Einzelteilen und Kleinserien als kompetenter und flexibler Partner mit höchster Fertigungstiefe aufzutreten. Hauptaugenmerk legten die Unternehmer auf die Zerspanung von zumeist komplexen Teilen, in der Know-how und entsprechende Fertigungsmittel gefragt sind. „Wir orientieren uns an unseren Kunden und deren Produktspektren. Mit hoher Fertigungstiefe können wir höchste Flexibilität und entsprechende Liefertreue garantieren“, sind die Geschäftsführer und Eigentümer von der Firmenphilosophie überzeugt. Treue Kunden aus den Bereichen Maschinenbau, Energietechnik, Wasserkraft sowie Transport zeugen von der hohen Qualität der Salzburger.
Nach nun 28 Jahren beschäftigt das Unternehmen an vier Standorten (Annaberg, Abtenau, Kuchl und St. Pantaleon) rund 360 Mitarbeiter. Aufgeteilt in die Bereiche Lohnfertigung (rund 80 %), Stahlwasserbau, Schlosserei sowie die Herstellung von Lärmschutzwänden verfügt man über einen Maschinenpark, der von der Zerspanung über die Blechbearbeitung bis hin zu unterschiedlichen Schweißarbeiten eine sehr breite Fertigungsbandbreite abdeckt.
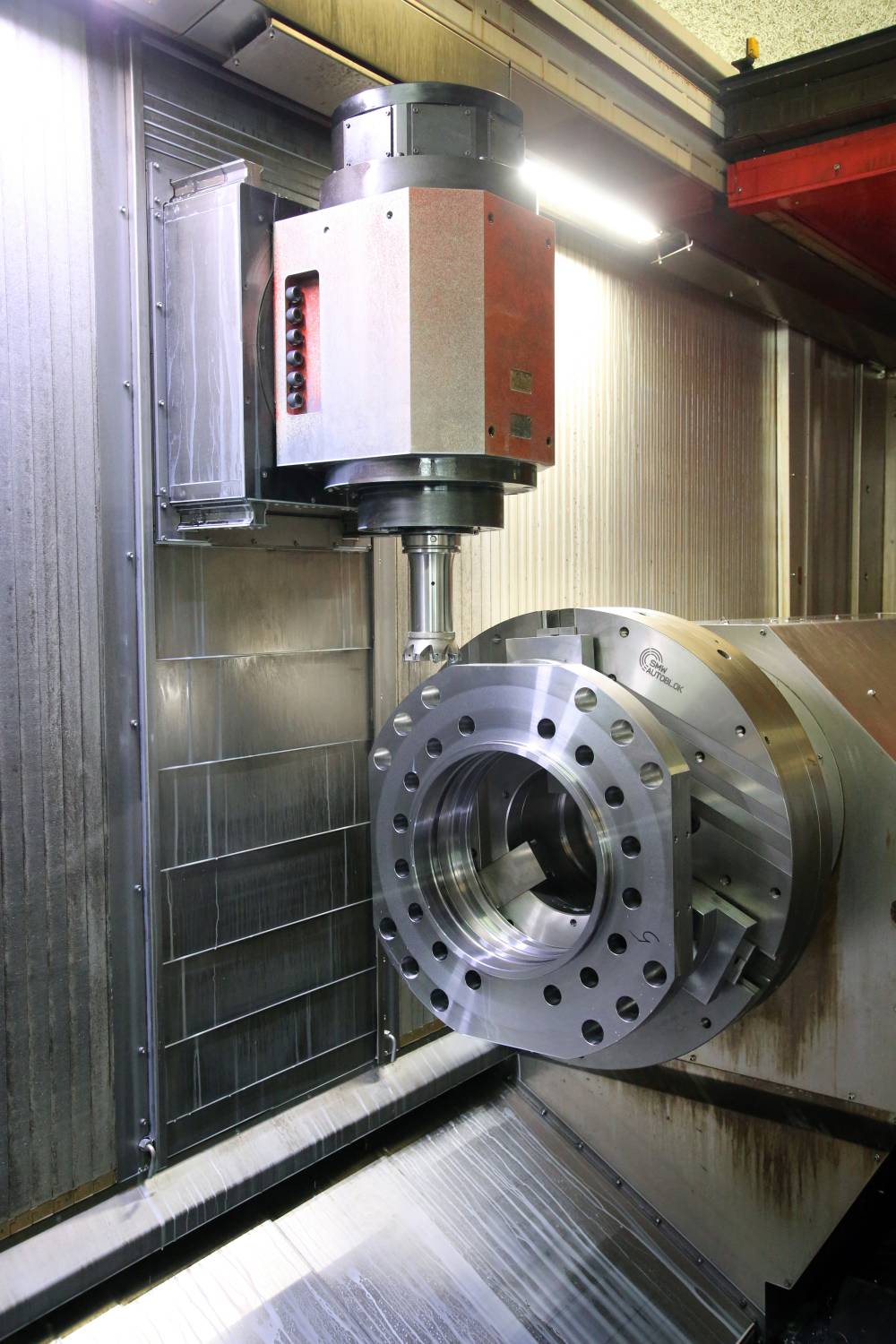
Ausgestattet mit mit Gegenspindel, Reitstockfunktion und Lynettenschlitten, können auf der Hyperturn 200 Werkstücke bis zu einem Drehdurchmesser von 1.000 mm, einer Bearbeitungslänge bis zu 4.000 mm und einem maximalen Gewicht von 6.000 kg prozesssicher bearbeitet werden.

Rupert Lehenauer
Gebietsverkaufsleiter EMCO GmbH
„Mit GMT Wintersteller verbindet uns eine langjährige Partnerschaft auf Augenhöhe. Wir sind stolz, ein derart erfolgreiches Unternehmen begleiten und unterstützen zu dürfen.“
Präzision durch Maschinenpark
Aktuell sind bei GMT 105 Fachkräfte in der mechanischen Fertigung an zwei Standorten in Abtenau beschäftigt. Die insgesamt 44 CNC-Maschinen, zum Großteil Dreh-Fräszentren, Mehrspindel-Drehmaschinen und 5-Achs-Bearbeitungszentren, werden im 3,5 Schicht-Modell betrieben. „Aktuell sind wir sehr gut ausgelastet und produzieren rund um die Uhr“, freut sich Leo Wintersteller. Die schon seit Längerem sehr gute Auftragssituation hat GMT auch zu einem Neubau der mechanischen Fertigung, ebenfalls in Abtenau, bewogen. Die moderne Fertigungsstätte mit rund 13.000 m² wird voraussichtlich im Sommer 2019 bezogen. „Dort werden unsere aktuell noch räumlich getrennten Fertigungsbereiche zusammengelegt. Zusätzlich werden wir noch über genügend Reserven für weiteres Wachstum verfügen“, blickt der Geschäftsführer bereits in die nahe Zukunft.
Grundlage für den Erfolg von GMT ist für Leo Wintersteller die konsequente Investition in einen modernen und hochflexiblen Maschinenpark. „Wir setzen vor allem auf Werkzeugmaschinenhersteller aus Österreich und Deutschland. Speziell die Komplettbearbeitung mit möglichst wenigen Aufspannungen ist hoch produktiv und auch durch einen geringeren Logistikaufwand für uns als Lohnfertiger sehr flexibel.“
Einstieg in Großteilebearbeitung
In den letzten Jahren häuften sich auch die Kundenanfragen in einem noch größeren Teilebereich als den, den GMT bisher abdecken konnte. „Für uns war es klar, dass wir diesen Teilebereich nur mit einem Dreh-Fräszentrum wirtschaftlich abdecken können“, bringt sich Josef Pendl, Produktionsleiter bei GMT in Abtenau, ein. „Zwar ist eine Investition in eine derart große und natürlich auch kostenintensive Maschine auch mit einem gewissen Risiko verbunden, doch für uns ist es eben ein wichtiger Faktor, die nötigen Voraussetzungen zu schaffen, um Aufträge möglichst wirtschaftlich für unsere Kunden abwickeln zu können.“
Aber natürlich versuche man das Risiko als Unternehmer so weit wie möglich zu minimieren. Daher schaute GMT sich auch bei den im Haus bekannten Lieferanten genauer um und anlässlich einer Hausmesse beim österreichischen Werkzeugmaschinenhersteller Emco in Hallein wurde man schließlich auch fündig. „Auf der Hausmesse im Herbst 2015 stellten wir erstmals unser neuestes Flaggschiff – die Hyperturn 200 Powermill – vor und Herr Wintersteller zeigte sich sehr interessiert“, erinnert sich Rupert Lehenauer, Gebietsverkaufsleiter bei Emco, an die ersten Gespräche über die Großmaschine.
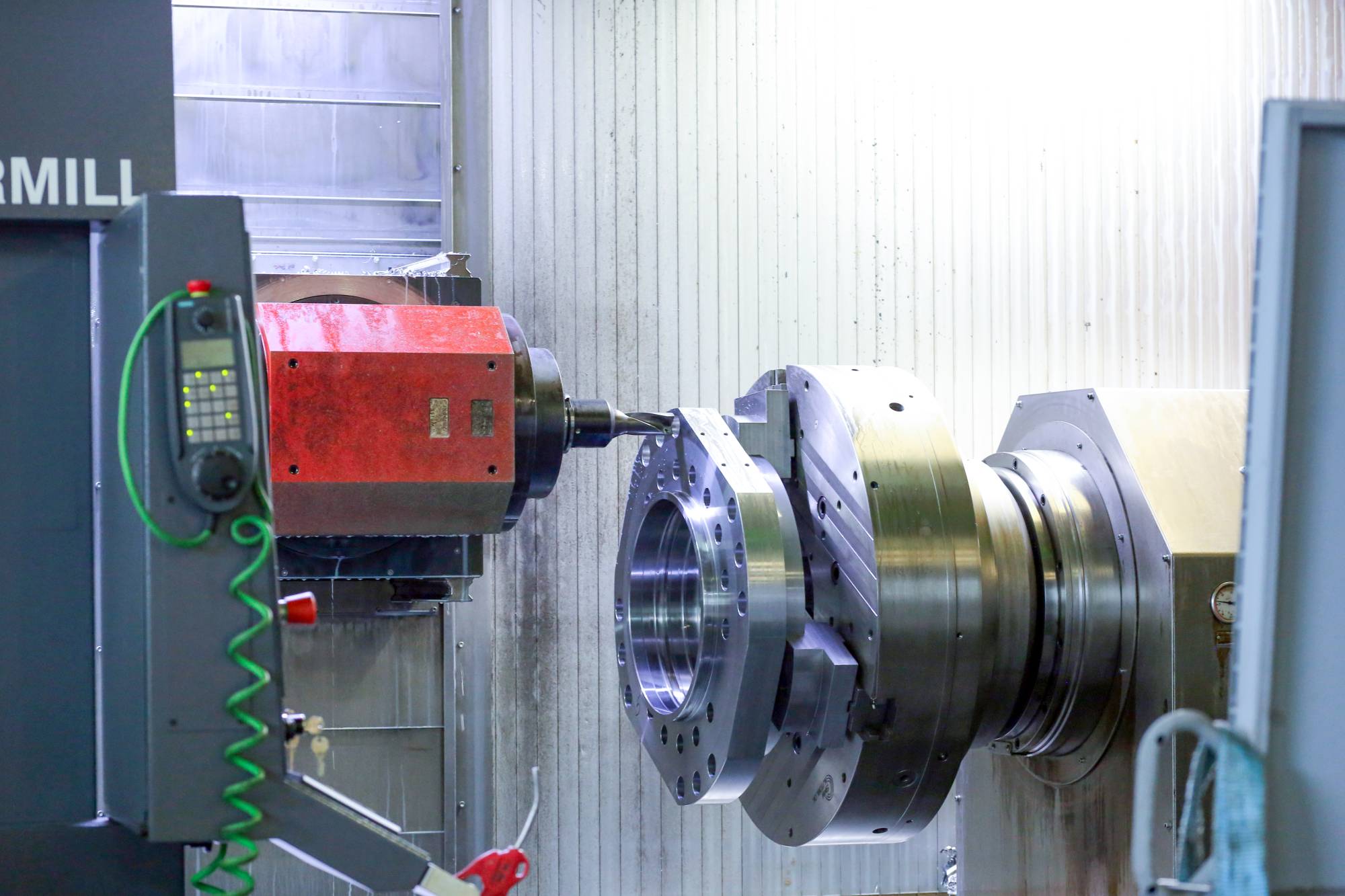
Die leistungsstarke Hauptspindel und die baugleiche Gegenspindel sind für die Schwerzerspanung mit einem max. Drehmoment von 6.410 Nm und beachtlichen 84 kW Leistung ausgelegt.
Infos zum Anwender
Als Komplettanbieter in der Einzel- und Serienfertigung ist GMT Wintersteller in den Bereichen Lohnfertigung, Schlosserei/Stahlbau, Stahlwasserbau sowie dem Anlagenbau tätig. Mit aktuell rund 360 Mitarbeitern an vier Standorten in Salzburg und Oberösterreich bietet man auf aktuell 15.000 m² Produktionsfläche einer sehr breites Fertigungsspektrum an.
Gute Erfahrungen als Pluspunkt
Bereits seit 1990 setzt GMT verschiedenste Werkzeugmaschinen von Emco ein. Daher entstand natürlich auch eine sehr enge und gute Partnerschaft: „Wir haben in Summe sehr gute Erfahrungen mit Emco gemacht – sei es auf technischer oder menschlicher Ebene. Zudem war und ist der Service stets zuverlässig. Alles Punkte, die für uns als Lohnfertiger sehr entscheidend sind“, hebt Leo Wintersteller hervor. Natürlich schaute man sich auch bei anderen Herstellern derart großer Dreh-Fräsmaschinen um, doch die technischen Merkmale der Hyperturn 200 sowie das Vertrauen, dass man in den Halleiner Partner setzt, gaben schließlich den Ausschlag für Emco.
GMT orderte die erste Hyperturn 200 Powermill weltweit mit Gegenspindel, Reitstockfunktion und Lynettenschlitten, auf der Werkstücke bis zu einem Drehdurchmesser von 1.000 mm, einer Bearbeitungslänge bis zu 4.000 mm und einem maximalen Gewicht von 6.000 kg in einer Aufspannung bearbeitet werden können. Die leistungsstarke Hauptspindel und die baugleiche Gegenspindel sind für die Schwerzerspanung mit einem max. Drehmoment von 6.410 Nm und beachtlichen 84 kW Leistung ausgelegt – die Frässpindel bietet 630 Nm, eine max. Drehzahl von 6.500 min-1 sowie 80 kW Antriebsleistung. Doch laut Lehenauer überzeugt das größte Dreh-Fräszentrum von Emco auch durch einen konsequenten Maschinenbau: „Der imposante Fahrständer der Hyperturn 200 ist in einer ‚Box-in-Box‘ Ram-Konstruktion, wie bei allen Fräsmaschinen von Emco Mecof, aufgebaut. Damit sind optimale Steifigkeit und Stabilität gewährleistet und eine hohe Genauigkeit bei der Bearbeitung umsetzbar.“ Speziell diese Bauart ist für Leonhard Wintersteller die Basis für die hohe Flexibilität und Genauigkeit der Hyperturn 200: „Durch das Fahrständers-Prinzip, das auch bei Bearbeitungszentren eingesetzt wird, ist man sehr flexibel und in den Fertigungsmöglichkeiten uneingeschränkt. Auch die Verfahrwege, sowohl in X- als auch Y-Richtung, sind dadurch sehr großzügig ausgelegt.“ Nachgefragt zu den erwähnten Genauigkeiten stellt Josef Pendl fest: „Die Präzision der Hyperturn 200 bei solch hohen bewegten Massen ist schon beeindruckend. Wenn die Maschine warmgelaufen ist, sind Genauigkeiten der Toleranzklasse IT6 prozesssicher erreichbar.“
Die B-Achse ist mit einem Torque-Motor ausgestattet und in das Ram-Design integriert. Der Querschlitten besteht aus einer Stahl-Schweißkonstruktion mit hoher Torsions- und Biegesteifigkeit: „Ein Umstand, der bei der Dreh- und Fräsbearbeitung sehr entscheidend für die Qualität ist“, betont Lehenauer. Das Werkzeugmagazin fasst in der Standardversion 50, optional stehen 100 (GMT) bzw. 200 Plätze zur Verfügung. Speziell für Bohrstangen bis Ø 100 x 1.000 mm steht ein Zusatzmagazin als Pick-up-Station für drei Plätze bereit.

Partnerschaft als Erfolgsmodell (v.l.n.r.): Josef Pendl, Leonhard Wintersteller und Rupert Lehenauer freuen sich über die gute Zusammenarbeit.
Vom Start weg produktiv
Geliefert wurde die Hyperturn 200 Powermill schließlich Ende 2016 und nach einer entsprechenden Einschulungs- und Inbetriebnahmephase konnte GMT Wintersteller ab Februar 2017 die ersten Aufträge produktiv und wirtschaftlich bearbeiten. Gefertigt werden aktuell Flanschteile, Zylindergehäuse und Wellenteile in typischen Losgrößen von 1 bis 10 hauptsächlich aus verschiedenen Stählen sowie Gussmaterialien.
Das gut ausgebildete Fachpersonal bei GMT – die Salzburger bilden jährlich drei bis vier Lehrlinge als Zerspanungstechniker aus – macht sich natürlich auch bei derart hochwertigen Werkzeugmaschinen bezahlt: „Gerade in der Komplettbearbeitung mit vielen Achsen sind Top-Facharbeiter Voraussetzung für den Erfolg. Sowohl in der Programmierung als auch bei der eigentlichen Zerspanung ist Know-how gefragt“, verdeutlicht der GMT-Produktionsleiter.

Ausgestattet mit der Steuerung 840D sl von Siemens, programmiert mit der CAM-Software Esprit von DP Technology sowie simuliert mit CPS-Pilot – eine durchgängige Prozesskette die für höchste Prozesssicherheit sorgt, Stillstandszeiten reduziert und Kollisionen ausschließt.
Simulation als wichtiges Tool
Die Hyperturn 200 ist mit einer Siemens 840D sl inklusive Shop-Turn-Funktion ausgestattet, die auch bei den anderen Modellen der Hyperturn-Serie bei GMT erfolgreich zum Einsatz kommt. Zu einer wirtschaftlichen Fertigung derart großer Teile gehört auch ein entsprechendes Programmiersystem, das man mit Esprit – betreut über die Pimpel GmbH – auch zur Verfügung hat: „Die CAM-Software deckt unsere gesamte Fertigungsbandbreite ab“, bestätigt Pendl. Als ideale Ergänzung greift GMT in allen Produktionsphasen, vom Beginn bis zum fertigen Produkt, auf das Emco CPS Pilot-System als virtuelle Maschine zurück. „In Kombination mit den Simulationsmöglichkeiten von CPS Pilot können wir komplexe Bearbeitungen im Vorfeld der eigentlichen Fertigung simulieren, optimieren und so für Prozesssicherheit sorgen bzw. Stillstandszeiten vermeiden. Kollisionen mit hohen Folgekosten lassen sich vollständig ausschließen“, weiß der Produktionsleiter aus langjähriger Erfahrung, denn das Echtzeit-Simulationstool ist auch bei den anderen Hyperturn-Modellen bei GMT im Einsatz.

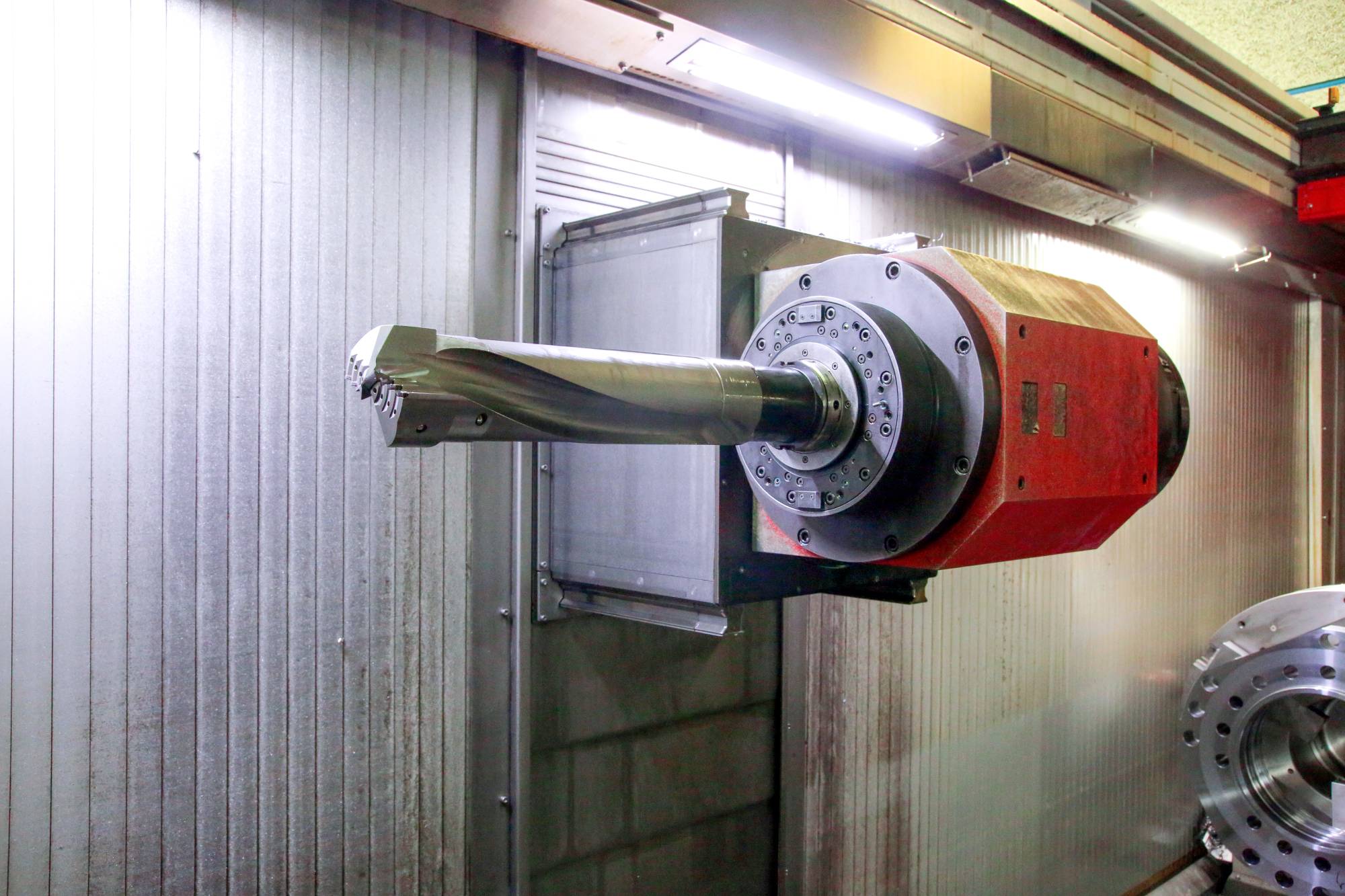
Für höchste Zerspanungsleistung ausgelegt: die Frässpindel bietet 630 Nm, eine max. Drehzahl von 6.500 min-1 sowie 80 kW Antriebsleistung.
Partnerschaft als Erfolgsmodell
Dass die langjährige Partnerschaft zwischen GMT und Emco zum Erfolgsmodell wurde, ist letztendlich auch der stets offenen und guten Zusammenarbeit geschuldet. „Emco hat uns seit Firmengründung nie im Stich gelassen und stand bei Problemen stets zur Seite. Die Beratung und der Service sind absolut top und zuverlässig, für uns als Lohnfertiger wesentliche Faktoren“, ist Leonhard Wintersteller abschließend nochmals voll des Lobes. Für den neuen Standort ist bereits die Investition in eine weitere Hyperturn angedacht – das ist aber eine andere Geschichte …
Teilen: · · Zur Merkliste