anwenderreportage
Hermle C 22 U: Tradition trifft Präzision
Mit Bearbeitungszentren von Hermle in die industrielle CNC-Fertigung: Das italienische Familienunternehmen Fausti fertigt mit einer Kombination aus handwerklicher Kunst und 5-Achsen-Bearbeitungstechnologie qualitativ hochwertige Jagdwaffen. Das Lieferprogramm umfasst Standardprodukte sowie nach Kundenwunsch konfigurierte Sonderanfertigungen. Pro Jahr werden von mittlerweile 40 Beschäftigten rund 5.000 Jagdwaffen hergestellt. Um die Qualität der Produkte sowie die Wirtschaftlichkeit in der Kleinserienfertigung sicherzustellen, startete das Unternehmen Ende der 90-Jahre mit Bearbeitungszentren von Hermle in die industrielle CNC-Fertigung.

Beim italienischen Familienunternehmen Fausti sind zwei 5-Achsen-CNC-Bearbeitungszentren vom Typ C 22 U mit dem Palettenwechsler PW 150 und dem Zusatzmagazin ZM 43 von Hermle im Einsatz.

Infos zum Anwender
1948 von Stefano Fausti in Brescia gegründet, ist das italienische Familienunternehmen Fausti auf die Herstellung von Jagd- und Sportgewehren spezialisiert. Die erste produzierte Flinte war eine Doppelflinte, die mit ihrer zeitlosen Linie noch heute das Symbol der Marke ist. Elena, Giovanna und Barbara Fausti haben 1990 das Unternehmen von ihrem Vater übernommen.
www.faustiarms.com
Nach vielen Jahren in der Ausbildung sowie der Fertigung von Jagdsportwaffen und mit dem Hintergrund eines passionierten Jägers, entschloss sich Stefano Fausti im Jahr 1948 zur Gründung einer kleinen Werkstatt, um dort in Eigenregie besagte Sportwaffen für die Jagd zu entwickeln und zu fertigen. Basierend auf der Neu- und Weiterentwicklung ein- und doppelläufiger Flinten sowie auf der Grundlage der gebotenen hohen Qualität, erarbeitete sich Fausti einen sehr guten Namen, der zunächst nationale und später internationale Bekanntheit erlangte. In weiser Voraussicht band Stefano Fausti nach und nach seine drei Töchter in das betriebliche Geschehen ein, und er „vererbte“ ihnen auch seine Passion sowohl für die Jagd wie für die Sportwaffentechnik. Mit feinem Gespür für den richtigen Zeitpunkt ausgestattet, entschied sich das Familien-Oberhaupt früh für die Übergabe des Zepters in die Hände seiner drei Töchter und begleitet diese seither wohlwollend in allen Belangen der weiteren Unternehmensentwicklung.

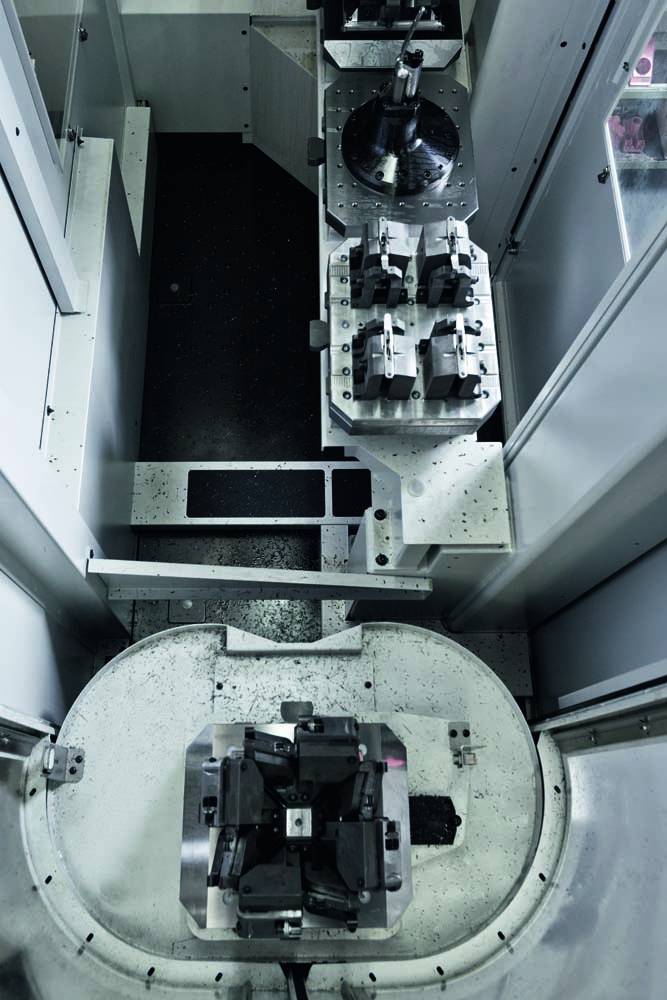
Arbeitsraum des C 22 U mit dem NC-Schwenkrundtisch 320 mm Durchmesser und einer Wechselpalette mit Mehrfach-Spannaufnahme auf dem im Tisch montierten Nullpunkt-Spannsystem.
Vom Handwerksbetrieb zur industriellen Qualitätsfertigung
Die Töchter Giovanna (Marketing, Vertrieb USA), Barbara (Verkauf Italien und Europa) sowie Elena (Einkauf, Beschaffung) wandten sich nicht allein neuen Märkten wie USA und Osteuropa zu, sondern trafen und treffen mit Weiter- und Neuentwicklungen auch den Geschmack ausgewählter Zielgruppen. Das Lieferprogramm an ein- und doppelläufigen Jagdsportwaffen umfasst heute Standardprodukte sowie vor allem nach Kundenwunsch konfigurierte Sonderanfertigungen. Pro Jahr werden von mittlerweile 40 Beschäftigten rund 5.000 Jagdwaffen hergestellt. Damit hat Fausti die „Werkstattebene“ verlassen und sich zum industriellen Produzent entwickelt, der die Attribute Design, Technik, Handwerkskunst, Produktionseffizienz, Qualität und Liebe zum Detail sehr wohl zu verbinden weiß. Sichtbar wird dies nicht zuletzt am Wandel in der Herstellung mechanischer Bauteile, die heute durch einen hohen technischen Stand, bezüglich CNC-Fertigungstechnik und entsprechendem Qualitätssicherungs-Equipment, gekennzeichnet ist.
„Als unsere Auftragslage beständig zunahm, standen wir vor der Entscheidung, in die industrielle Fertigung einzusteigen und in entsprechend leistungsfähige Werkzeugmaschinen zu investieren“, erzählt Giovanna Fausti. „Um die gebotene Qualität unserer Produkte sowie die Wirtschaftlichkeit in der Kleinserienfertigung sicherzustellen, starteten wir Ende der 90-Jahre mit Bearbeitungszentren von Hermle in die industrielle CNC-Fertigung. Zuvor hatten wir schon hochwertige Fräs- und Bohrmaschinen anderer Fabrikate im Einsatz, ließen uns jedoch von der Leistungsfähigkeit, dem Steuerungs- und Bedienkonzept, der hohen Genauigkeit und schließlich dem bekanntlich sehr guten Service von Hermle überzeugen.“

Frontansicht des Rüstplatzes vom Palettenwechsler PW 150, der an das BAZ C 22 U angedockt ist.
Neue Bearbeitungsstrategien
Dem Start mit CNC-Bearbeitungszentren von Hermle mit einem C 600 U folgte im Jahr 2005 ein 5-Achsen-Hochleistungs-Bearbeitungszentrum C 40 U sowie in den Jahren 2014 und 2015 je ein 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum vom Typ C 22 U mit dem Palettenmagazin und -wechsler PW 150. Die beiden letztgenannten BAZ`s mit automatischer Werkstückbeschickung machen auch deutlich, wie stark sich das heutige internationale Geschäft, dem nicht zuletzt eine Exportquote von 90 % zugrunde liegt, entwickelt hat und nach weiteren Produktionskapazitäten verlangte. Außerdem erlaubt die hochentwickelte 5-Achsen-Technologie neue Bearbeitungsstrategien, welche die effiziente Qualitätsfertigung von Waffenbauteilen wie Schlossgehäuse, Schlössern, Doppelschlössern und weiteren Komponenten, der zum großen Teil patentierten Waffensysteme, dauerhaft gewährleistet.
„Für viele Waffenbauteile haben wir früher geschmiedete Rohlinge verwendet, die in mehreren Schritten auf verschiedenen Maschinen bearbeitet wurden. Durch häufiges Umspannen kam es öfters zu Übertragungstoleranzen, die sich natürlich negativ auf die Qualität, die Produktivität und die Kompatibilität auswirkten“, betont Giovanna Fausti. „Mit Hilfe der 5-Achsen-Bearbeitung ist es jetzt möglich, gesägte Rohteile aus hochwertigem Spezialrundmaterial in einer Aufspannung in höchster Genauigkeit und mit reproduzierbarer Qualität komplett zu bearbeiten.“
Da die beiden neuen BAZ`s C 22 U sowohl mit fast identischer Ausrüstung (u. a. Hauptspindel mit 18.000 min-1, Werkzeugaufnahme HSK-A63, NC-Schwenkrundtisch mit 320 mm Durchmesser, Messtaster und Werkzeugbruch-Überwachung, Heidenhain-Steuerung iTNC 530 HSCI, Zusatzmagazin ZM 43 mit weiteren 43 Plätzen, IKZ-Anlage mit 80 bar Kühlmitteldruck, Nullpunkt-Paletten-Spannsystem) als auch mit dem Palettenmagazin und -wechsler PW 150 ausgestattet sind, kommen sie zunächst im bedienten Tagesbetrieb sowie weitergehend im teilbedienten Zusatzschicht- sowie im unbemannten Nacht- und Wochenend-Betrieb zum Einsatz.
Da sich in jedem C 22 U inkl. Palettenmagazin und -wechsler sechs Paletten mit 24 Werkstücken befinden, können in einem Prozessdurchlauf pro Schicht bis zu 48 Werkstücke automatisch produziert werden.

V.l.n.r.: Oscar Bertoni und Giordano Belleri, Produktion Fausti, Giovanna Fausti, CEO Fausti und Ernesto Molinari, Direktor Hermle Italien.
Aufwändige Nacharbeit entfällt
Je nach Teilegröße und Bearbeitungsanforderungen finden auf einer Wechselpalette mittels Mehrfachspannung bis zu vier gleiche oder unterschiedliche Werkstücke Platz. Da sich in jedem C 22 U Bearbeitungszentrum inkl. Palettenmagazin und -wechsler sechs Paletten (mal vier Werkstücke) mit 24 Werkstücken im Umlauf befinden, können in einem Prozessdurchlauf pro Schicht bis zu 48 Werkstücke und damit größere Chargen automatisch produziert werden.
„Die Standardbauteile fertigen wir in Serien bis max. 100 Stück, wogegen die Customized-Herstellung natürlich hauptsächlich von der Einzelteilefertigung geprägt ist. Durch die Bearbeitung ohne Zwischenschritte und eben ohne Umspannen erhalten wir, bei Laufzeiten von 30 Minuten bis drei Stunden pro Werkstück, jetzt komplett fertige, qualitativ hochwertige Werkstücke, die keiner aufwändigen Nacharbeit mehr benötigen“, verdeutlicht Giovanna Fausti und fährt fort: „Dank der hohen Flexibilität der beiden Bearbeitungszentren C 22 U mit der automatischen Werkstückbeschickung sowie der beiden Stand-alone-Bearbeitungszentren C 600 U und C 40 U ist es uns möglich, nach Bedarf und vor allem zeitoptimiert Serien- und parallel dazu Customized-Bauteile in höchster Qualität herzustellen und direkt zur Montage zu geben."
Die Hermle-Maschinen und deren hohe Verfügbarkeit haben einen großen Teil dazu beigetragen, dass man bei Fausti den Übergang von der handwerklichen Jagdwaffen-Fertigung zur industriellen Jagdsportwaffen-Produktion geschafft haben. „Nur so war es uns möglich, in die neuen Märkte einzusteigen und neue Produkte zu entwickeln, wobei wir sehr großen Wert auf die Verbindung aus Tradition und Moderne legen“, verdeutlicht die Firmenchefin abschließend.
Teilen: · · Zur Merkliste