anwenderreportage
Okuma MULTUS U3000: Vollautomatisiert Zerspanen
Fertigungszelle bei Sandvik Coromant im schwedischen Gimo produziert rund um die Uhr: Um die Leistung und den Durchsatz seiner Drehmaschinen zu erhöhen, musste Sandvik Coromant in Sachen Automatisierung den nächsten Schritt gehen. Für eine neue Fertigungszelle benötigten die Verantwortlichen ein neuartiges Maschinenkonzept, das in der Lage war, Umrüstzeiten für Werkzeuge zu verringern und manuelle Bedienung auf ein Minimum zu reduzieren. Okuma, in Österreich vertreten durch die precisa CNC-Werkzeugmaschinen GmbH, nahm die Herausforderung an, die Vision von Sandvik Coromant zu realisieren. Der japanische Werkzeugmaschinenhersteller steuerte nicht nur ein hochmodernes Dreh-/Fräszentrum bei, sondern lieferte zudem eine eigens entwickelte Programmierlösung, die den nahtlosen Dialog zwischen der Werkzeugmaschine, dem Roboter und dem Produktionsplanungssystem von Sandvik Coromant ermöglicht.

Die vollautomatisierte Fertigungszelle bei Sandvik Coromant in Gimo: Eine spezielle Software vernetzt die Okuma MULTUS U3000 mit dem Roboter, einem externen Werkzeugmagazin und dem Produktionsplanungssystem von Sandvik Coromant.

Joakim Fagerudd
Production Unit Director für Werkzeuge bei Sandvik Coromant
„Die neue Fertigungszelle musste kürzere Vorlaufzeiten ermöglichen und eine On-Demand-Produktion erlauben, um Lagerkosten so gering wie möglich zu halten. Zur Steigerung der Effizienz sollte sie zudem Rüstzeiten minimieren und ohne manuelle Werkzeugwechsel auskommen. Gleichzeitig galt es wechselnden Losgrößen von 1 bis 200 Einheiten Rechnung zu tragen.“
Das Hochlohn-Land Schweden zählt seit jeher zu den Pionieren auf dem Gebiet industrieller Automatisierung. Im Produktionswerk Gimo benutzt Sandvik Coromant bereits seit Jahrzehnten automatisierte Fertigungszellen. Joakim Fagerudd, der Production Unit Director für Werkzeuge, findet klare Worte für die Zukunftsvision von Sandvik Coromant: „Wir wollen die weltbeste Fabrik erschaffen.“ Um auch künftig den Anforderungen eines Marktes, der zunehmend nach Flexibilität verlangt, gerecht zu werden, musste eine neue Produktionszelle zur Fertigung von über 700 verschiedenen Bohrgestängen konzipiert werden.

Dank der Kompatibilität der Okuma Software mit dem Roboter und dem Sandvik Coromant TAP-System wird die Notwendigkeit manueller Eingriffe auf das absolute Minimum reduziert.

Johan Åsberg
Change Leader bei Sandvik Coromant
„Die Beschaffenheit unserer Werkzeuge schlägt sich unmittelbar in der Qualität der Produkte unserer Kunden nieder. Die Okuma MULTUS U3000 gewährleistet die exzellente Oberflächengüte, für die unsere Produkte bekannt sind.“
Eine Lösung für die On-Demand-Produktion
Sandvik Coromant lud daher führende Werkzeugmaschinenhersteller dazu ein, ein Konzept für eine neue Fertigungszelle zu entwickeln. Die gestellten Anforderungen waren ebenso ambitioniert wie das von Fagerudd formulierte übergeordnete Ziel: Die Fertigungszelle musste kürzere Vorlaufzeiten ermöglichen und eine On-Demand-Produktion erlauben, um Lagerkosten so gering wie möglich zu halten. Zur Steigerung der Effizienz sollte die neue Lösung Rüstzeiten minimieren und ohne manuelle Werkzeugwechsel auskommen. Gleichzeitig galt es wechselnden Losgrößen von 1 bis 200 Einheiten Rechnung zu tragen.
Den meisten standardmäßigen CNC-Maschinen mangelte es an der benötigten Flexibilität. „Die für die Simultan- und Synchronbearbeitung entwickelte Okuma MULTUS U3000 erfüllt unsere Anforderungen punktgenau“, so Joakim Fagerudd. Das Dreh-/Fräszentrum erlaubt eine große Bandbreite unterschiedlicher Anwendungen und reduziert Rüstzeiten. Zwar minimiert der untere Revolver zudem die Zeit für den Werkzeugwechsel, doch Fagerudd war besonders an einer zuverlässigen Lösung gelegen: „Die schnellste Maschine nützt nichts, wenn man dafür mit ständigen Ausfällen zu tun hat, die letztlich doch wieder nur Zeit kosten. Darum legen wir Wert auf höchste Verlässlichkeit und Stabilität.“ Ferner hat die Qualität der Werkstücke für Sandvik Coromant höchste Priorität. „Die Beschaffenheit unserer Werkzeuge schlägt sich unmittelbar in der Qualität der Produkte unserer Kunden nieder. Die Okuma MULTUS U3000 gewährleistet die exzellente Oberflächengüte, für die unsere Produkte bekannt sind“, bestätigt Johan Åsberg, Change Leader bei Sandvik Coromant.
Mit Beginn im Frühjahr 2016 wurde die Zelle in mehreren Schritten errichtet. Von der Bestellung bis zum Produktionsstart vergingen insgesamt 15 Monate. „Keinem anderen Maschinenhersteller war es möglich, den straffen Zeitplan und den finanziellen Rahmen einzuhalten, den wir für das Projekt gesetzt hatten“, erklärt Fagerudd. Um das hohe Maß an Automatisierung zu erreichen, das den Verantwortlichen vorschwebte, mussten Okuma und Sandvik Coromant sowohl die Software als auch die Hardware individualisieren. Der japanische Hersteller Yaskawa lieferte nicht nur den Roboter, der im Zentrum der Zelle steht, sondern stellte am Unternehmensstandort in Schweden eine Testumgebung zur Verfügung, in der die gesamte Zelle vorab aufgebaut und erprobt werden konnte.

Ein externes Magazin hält die Reitstockspitzen für den Austausch bereit und versorgt die Okuma MULTUS U3000 mit 40 verschiedenen Werkzeugen.
Globaler Partner für globale Produktion
Sandvik Coromant suchte zudem einen Kooperationspartner, der ihre internationale Produktion stützen kann. „Unser Standort in Gimo setzt weltweite Produktionsstandards. Deshalb brauchten wir einen Partner, der ebenfalls global agiert. Okumas Händlernetzwerk bietet durchgehend Support und liefert Ersatzteile binnen 24 Stunden. Das ermöglicht es uns, das neuartige Zellenkonzept auf der ganzen Welt umzusetzen“, so Johan Åsberg. Mit autorisierten Händlern überall auf der Welt und einem großen Bestand jederzeit verfügbarer OEM-Ersatzteile bietet Okuma genau den Service, den Sandvik Coromant benötigt. Der schwedische Okuma-Händler Stenbergs spielte bei der Umsetzung des Projekts ebenfalls eine essenzielle Rolle. Der Distributionspartner begleitete das Projekt von der frühen Phase der Konzeption bis hin zum Aufbau der Zelle in Gimo.

Der untere Revolver des Okuma Dreh-/Fräszentrums MULTUS U3000 ermöglicht einen vollautomatischen Werkzeugwechsel.


Infos zum Anwender
Sandvik Coromant ist Teil der globalen Unternehmensgruppe Sandvik und einer der Weltmarktführer für Werkzeuge und Zerspanungslösungen. Fortbildungsangebote, erhebliche Investitionen in Forschung und Entwicklung sowie starke Kundenpartnerschaften garantieren die Entwicklung von zukunftsträchtigen Bearbeitungstechnologien. Sandvik Coromant hat weltweit mehr als 3.100 Patente, beschäftigt 8.500 Mitarbeiter und ist in 150 Ländern vertreten. Im Werk in Gimo arbeiten rund 1.750 Mitarbeiter in einer der weltweit modernsten Wendeplatten- und Werkzeugkörperfertigungen.
Sandvik Coromant - Werk Gimo
Gimoverken, 747 44 Gimo
Schweden
www.sandvik.coromant.com
Intelligente Zellenkommunikation
Damit das Konzept in seiner Gesamtheit funktionieren kann, ist eine lückenlose Kommunikation zwischen dem Produktionsplanungssystem, der Werkzeugmaschine und dem Roboter entscheidend. Eine Herausforderung bestand zudem in der Integration eines externen Werkzeugmagazins. „Wir brauchten eine offene Benutzeroberfläche, um den Dialog und den Signalstrom nahtlos zu gestalten und so die nötige Flexibilität zu gewährleisten“, erklärt Fagerudd. Getreu seiner Markenbotschaft „Open Possibilities“ konnte Okuma genau dies leisten. Die Tatsache, dass neben der Werkzeugmaschine auch die CNC-Steuerung aus dem Hause Okuma stammt, eröffnete den Verantwortlichen zahlreiche Möglichkeiten, um flexibel auf die Anforderungen des Projekts zu reagieren. Durch den Verzicht auf einen Drittanbieter können Anpassungen an der Programmierung nach Bedarf vorgenommen werden. Die von Okuma eigens entwickelte Tool Management Software ermöglicht die Kommunikation mit dem externen Magazin. Das TAP-System von Sandvik Coromant, das für die Produktionsplanung in jeder seiner 150 automatisierten Zellen auf der Welt genutzt wird, sammelt Daten für den Roboter und das NC-Programm der Werkzeugmaschine. Die Zelle ‚weiß‘ so exakt, welche Spannzange, Reitstockspitze und welche Werkzeuge für den Auftrag erforderlich sind. Die NC-Programme für die Werkzeugmaschine und die Parameter für den Roboter werden ausgehend von einem 3D-Modell des Werkstücks individuell für jede Charge generiert.

Vollautomatischer Spannzangen-Wechsel: Der Roboter entnimmt dem externen Magazin die benötigte Spannzange und platziert sie in der Okuma Maschine.
Produktion rund um die Uhr
Durch die Entwicklung einer individualisierten Software und das Zusammenspiel modernster Robotik und eines High-End Dreh-/Fräszentrums war es Sandvik Coromant und Okuma möglich, eine Produktionszelle zu schaffen, die eine ununterbrochene Fertigung erlaubt – sieben Tage in der Woche, 24 Stunden am Tag.
Jeder Prozessschritt erfolgt automatisch, um Unterbrechungen effektiv zu vermeiden: Der Roboter entnimmt die Reitstockspitze aus der MULTUS U3000 und platziert sie im Magazin. Die individualisierte Okuma Tool Management Software kommuniziert dem Roboter exakt welche Spannzange für die bevorstehende Anwendung zu verwenden ist. Der gesamte Vorgang ist in wenigen Sekunden abgeschlossen. Das gleiche gilt für den Austausch der Reitstockspitze. In dem externen Magazin finden über 40 verschiedene Werkzeuge Platz. Die Tool Management Software übermittelt dem Roboter, welches Werkzeug in den unteren Revolver einzusetzen ist. Das modulare Schnellwechsel-Werkzeugkonzept Capto von Sandvik Coromant eignet sich für die Verwendung mit den unterschiedlichsten Werkzeugen. Die Zerspanung dauert im Durchschnitt zwei Minuten pro Werkstück und benötigt drei Werkzeugwechsel. Der Austausch der Werkzeuge bedarf keiner manuellen Eingriffe durch den Anwender. Die fertigen Werkstücke werden automatisch auf den integrierten Palettenständen gelagert.

Die integrierten Palettenstellplätze bieten sowohl fertigen Produkten als auch Rohmaterial Platz.
Kein manueller Eingriff nötig
Dank der Kompatibilität der Okuma Software mit dem Roboter und dem Sandvik Coromant TAP-System wird die Notwendigkeit manueller Eingriffe auf das absolute Minimum reduziert. Sobald die Produktion startet, kann sich der Bediener anderen Aufgaben widmen. Eine eigens angepasste Programmierschnittstelle überwacht den Prozess und meldet etwaige Störungen, Unterbrechungen oder Kollisionen. Durch die farbige Benutzeroberfläche sieht der Bediener auf einen Blick, ob die Zelle korrekt arbeitet. Muss ein Werkzeug wegen Verschleiß ausgetauscht werden, kann eine zusätzliche Steuerungseinheit genutzt werden, um das neue Werkzeug in das Tool Management System zu integrieren. Dies stellt eine der wenigen Ausnahmen dar, in denen ein Bediener erforderlich ist.
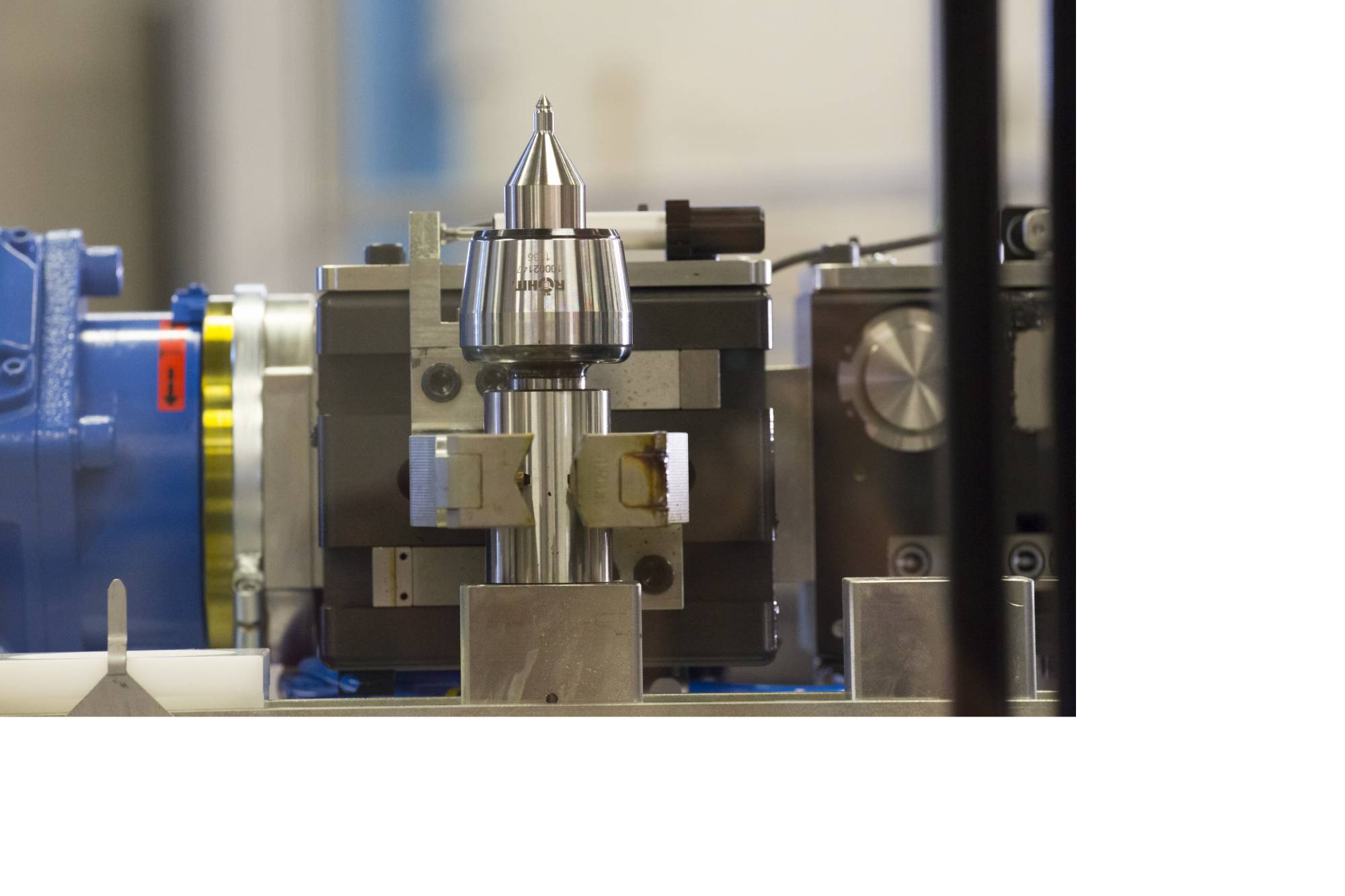
Automatischer Austausch: Der Roboter entnimmt die Reitstockspitze aus dem externen Magazin der Zelle und platziert sie in der Okuma Maschine.
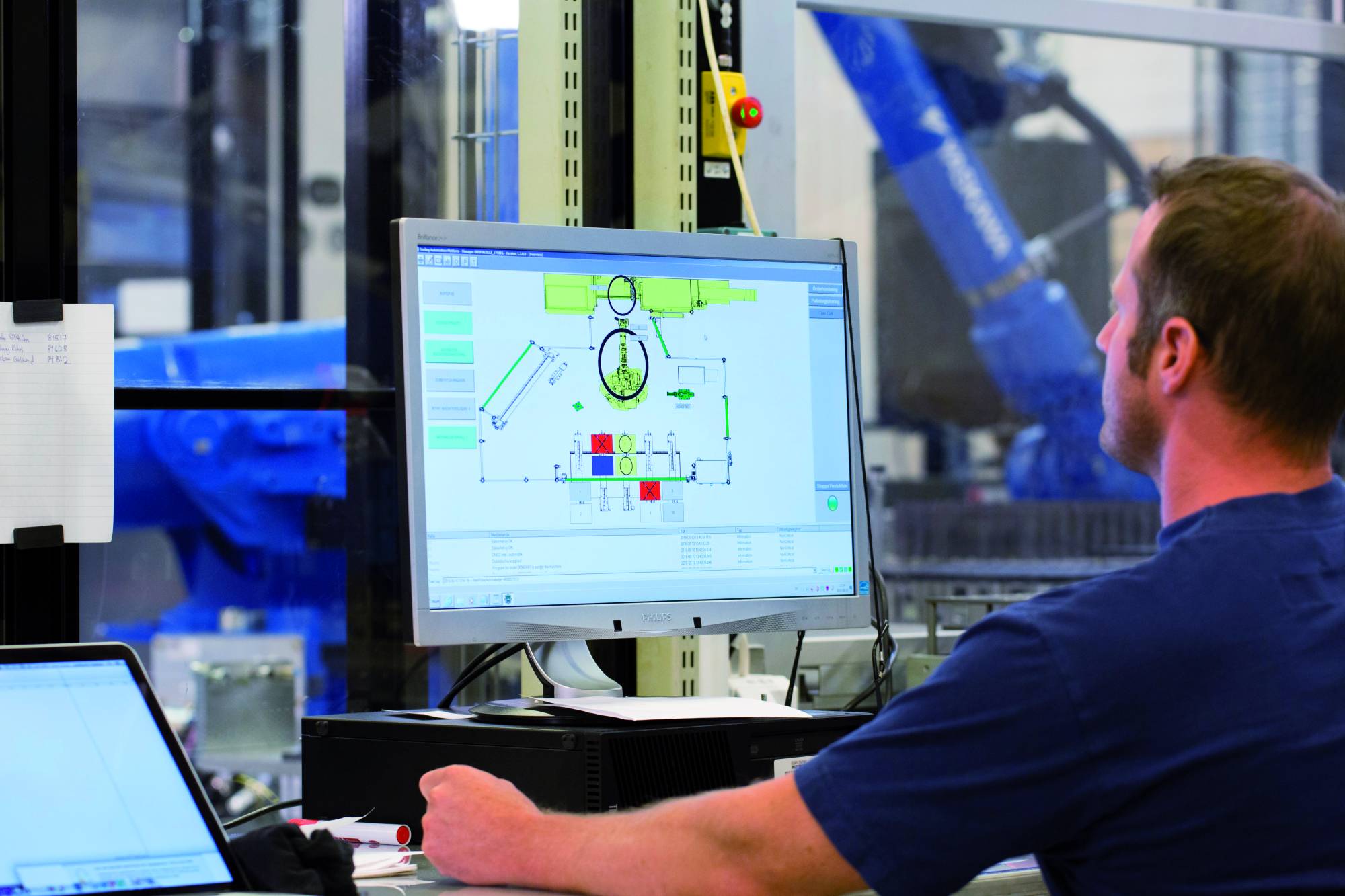
Die individuell angepasste Benutzeroberfläche der Steuereinheit zeigt dem Bediener auf einen Blick, ob die Fertigung nach Plan verläuft.
Schlanker geht es immer
Mit der neuen Zelle hat Sandvik Coromant einen weiteren Schritt in Richtung vollautomatisierter Produktion getan. Joakim Fagerudd ist überzeugt, den richtigen Partner für das Projekt an seiner Seite zu wissen: „Die Zusammenarbeit mit Okuma war unglaublich kooperativ und unkompliziert. Die Zelle läuft einwandfrei.“
Die Kosten für das Projekt sollen innerhalb von zwei Jahren amortisiert sein. Auf die Frage nach den Zukunftsplänen für ihre Produktion antwortet Johan Åsberg: „Schlanker geht es immer. Insgesamt wollen wir unsere Produktion noch effizienter gestalten. Die Automatisierung weiterer Prozesse streben wir ebenfalls an.“ Dieser konstante Fortschrittsgedanke ergänzt sich hervorragend mit dem „Monozukuri“-Ansatz von Okuma – der japanischen Philosophie der kontinuierlichen Verbesserung. Mit dieser Einstellung wird das erklärte Ziel von Sandvik Coromant – die „weltbeste Fabrik“ zu besitzen – mit jedem Tag ein Stück greifbarer.
Teilen: · · Zur Merkliste