anwenderreportage
Mit dem I-ABSORBER von Ingersoll stabil in große Tiefen bohren
Die Deutsche Aircraft GmbH und die Heggemann AG entwickeln gemeinsam verbesserte Flugzeugfahrwerke für die DAG Regionalflugzeugflotte DO328 TP & Jet und die zurzeit in Entwicklung befindliche zukünftige Turboprop-Variante D328eco. Zur Herstellung der Bauteile sind tiefe Bohrungen durch die gesamten Landebeine erforderlich. Die Meissner AG in Biedenkopf-Wallau hat diese Aufgabe für den Zulieferer übernommen, dessen Bearbeitungszentren dafür nicht groß genug sind. Die passenden Werkzeuge baute Ingersoll aus seinem INNOFIT-System mit dem Schwingungsdämpfer I-ABSORBER und passenden Fräsern modular auf.

Bei Meissner wird das Landebein des Fahrwerks komplett ausgehöhlt. Mit Elementen aus seinem INNOFIT System hat Ingersoll das Werkzeug in der passenden Länge ausgelegt. Direkt hinter dem Fräser sitzt die schwingungsgedämpfte Verlängerung I-ABSORBER.
Infos zum Anwender
Unmittelbar am Flughafen Paderborn-Lippstadt ist der Firmensitz der Heggemann AG. Das 1962 als flugzeugzertifizierter Betrieb gegründete Unternehmen begann Anfang der 1990er Jahre die konsequente Ausrichtung als Zulieferer für die Aerospace- und Automotive-Industrie. Heggemann entwickelt, konstruiert und fertigt komplexe metallische Leichtbaustrukturen und realisiert für die Kunden die komplette Wertschöpfungskette von der Produktentwicklung über die Serienreifmachung bis zur Produktion einbaufertiger Strukturen und Systeme. Der inhaltliche Schwerpunkt liegt im Bereich der zivilen Luftfahrt für bekannte namhafte Kunden der Branche.
www.heggemann.com/de
Unmittelbar am Flughafen Paderborn-Lippstadt ist der Firmensitz der Heggemann AG. Das 1962 als flugzeugzertifizierter Betrieb gegründete Unternehmen begann Anfang der 1990er Jahre die konsequente Ausrichtung als Zulieferer für die Aerospace- und Automotive-Industrie. Heggemann entwickelt, konstruiert und fertigt komplexe metallische Leichtbaustrukturen und realisiert für die Kunden die komplette Wertschöpfungskette von der Produktentwicklung über die Serienreifmachung bis zur Produktion einbaufertiger Strukturen und Systeme. Der inhaltliche Schwerpunkt liegt im Bereich der zivilen Luftfahrt für bekannte namhafte Kunden der Branche.
Der 220 Mitarbeiter zählende Zulieferer ist in seiner eigenen Fertigung gut aufgestellt, vergibt aber auch Arbeiten an andere Unternehmen, wenn es um spezielle Fertigungsschritte geht oder wenn gerade nicht genügend Kapazitäten zur Verfügung stehen. Wiederholt kam da bereits Meissner als Lohnfertiger zum Zug. „Wenn Heggemann ausgelastet ist und bei uns gerade Kapazitäten in der Fertigung frei sind, dann passt das sehr gut“, bestätigt Herbert Cappeller, Leiter Zerspanung bei Meissner. Die Teilefertigung gehört zwar nicht zu den Kernbereichen des Unternehmens, ist aber mit dem großen Maschinenpark ohne weiteres machbar.

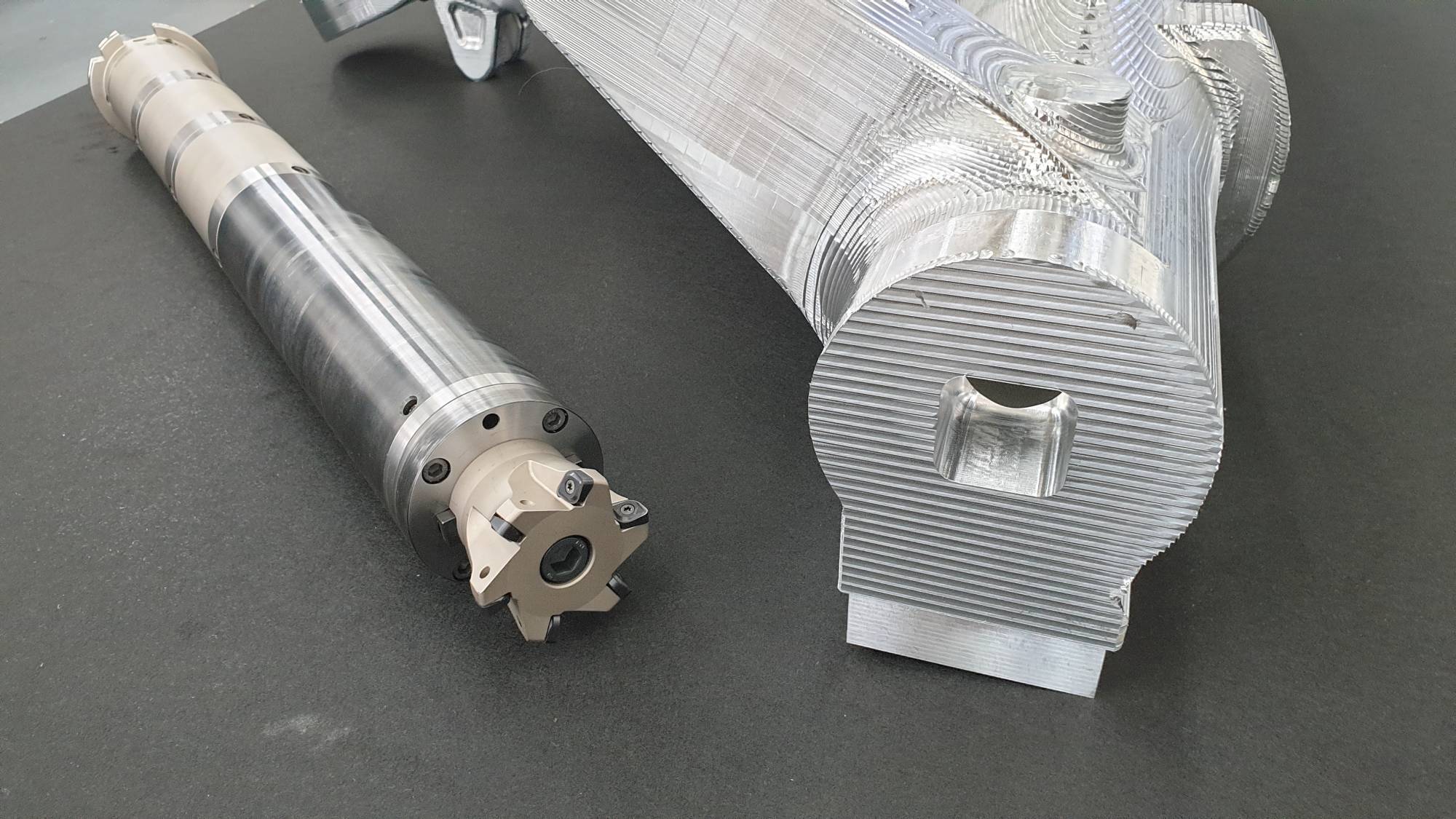
Das Flugzeugfahrwerk von Heggemann, das INNOFIT Werkzeug von Ingersoll und zum Größenvergleich ein Flaschenöffner von Meissner.
Firma gehört den Mitarbeitern
Dass die traditionsreiche Firma dieses Jahr ihr 100jähriges Bestehen feiern kann, ist der Verdienst der Mitarbeiter. Als Meissner 1994 in Konkurs ging, brachten sie das Geld auf, um das Unternehmen als Aktiengesellschaft weiterzuführen. Die Geschäftsfelder haben sich im Laufe der Jahre immer wieder verändert. Von der Herstellung von Fleischereimaschinen und Sondermaschinen hat man sich getrennt, um sich komplett auf den Werkzeugbau als Kernkompetenz zu fokussieren.
Heute zählt die Meissner AG rund 240 Mitarbeiter, denen nach wie vor die Mehrheit der Gesellschaft gehört. Laut Vertriebsleiter Franz-Georg Bentele ist der unabhängige Werkzeugbau von Meissner mit seiner heutigen Größe weltweit einer der größten, der nicht zu irgendeinem Konzern gehört. Das Hauptgeschäft gliedert sich aktuell in drei Bereiche: die Herstellung von Werkzeugen für die Gießereiindustrie, den Blasformenbau sowie den Bau von Werkzeugen für Fahrzeugauskleidungen.
Seit Jahren verringert Meissner Stück für Stück seine Abhängigkeit vom Automobilbau. Warum das nicht einfach ist, erklärt Bentele folgendermaßen: „Für den Werkzeugbau mit unserem Know-how benötigen wir Kunden, die für ihre Großserienfertigung hochfeste und funktional perfekte Werkzeuge brauchen, die auf anspruchsvolle Teile in hohen Stückzahlen ausgelegt sind. Solche Kunden sind außerhalb der Automobilindustrie nicht leicht zu finden.“
In die Fertigung von Teilen für den Aerospacebereich ist Meissner über Heggemann eingestiegen. Beim jüngsten Projekt geht es um das Hauptfahrwerk für eine Passagiermaschine eines renommierten Flugzeugherstellers. Das anspruchsvolle Werkstück ist ein wärmebehandeltes Schmiedeteil aus Aluminium 7050 T7451 und misst etwa 900 x 900 mm. Bei Heggemann in Paderborn wird das Fahrwerk zunächst außen mit 4 mm Aufmaß vorgeschruppt, wofür trochoidale Bearbeitung mit Vollhartmetallwerkzeugen eingesetzt wird.
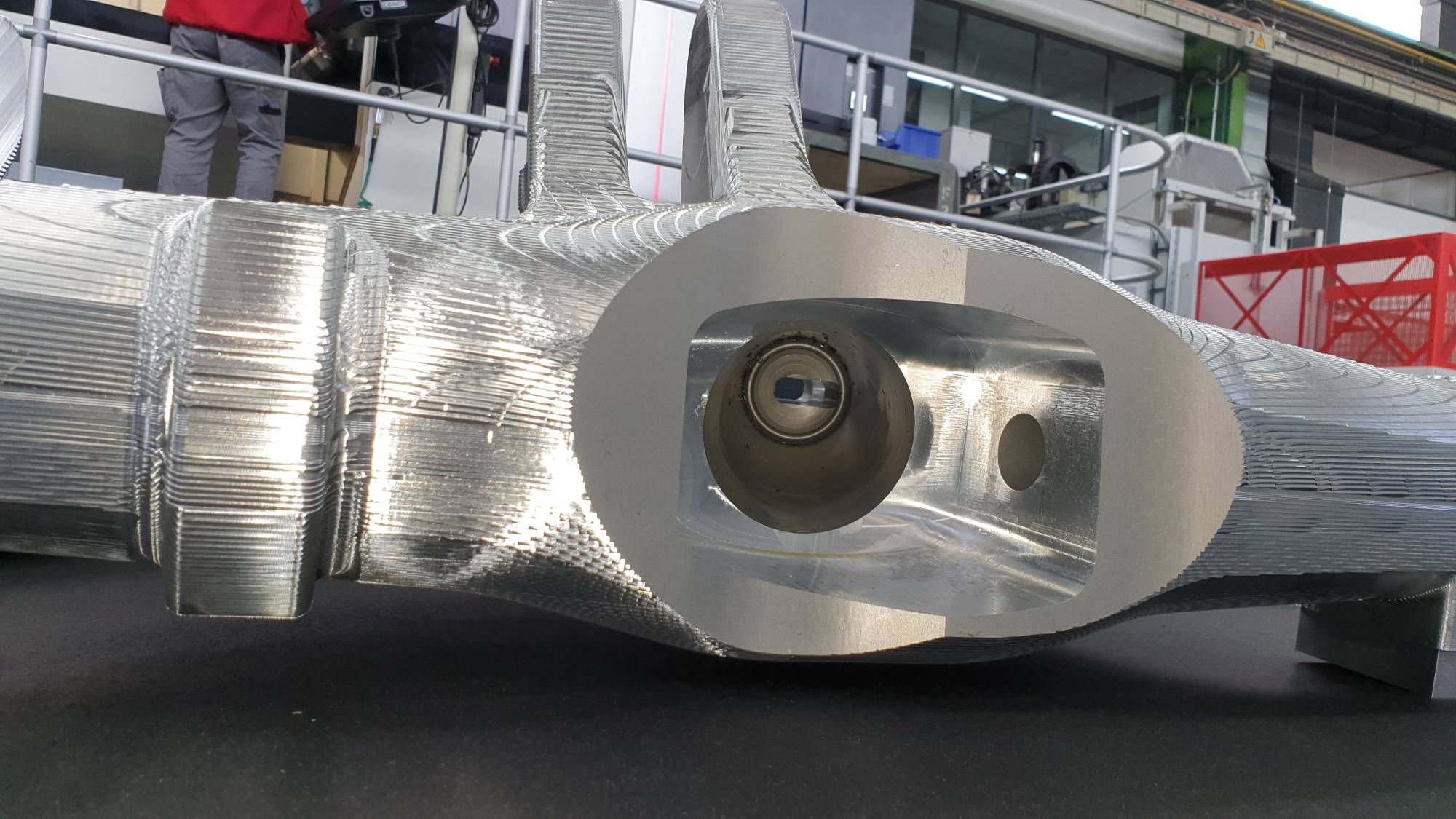
Die Bohrung durch das Landebein hat eine Tiefe von 790 mm und geht durch das ganze Bauteil hindurch.
Die Bohrung durch das Landebein hat eine Tiefe von 790 mm und geht durch das ganze Bauteil hindurch.
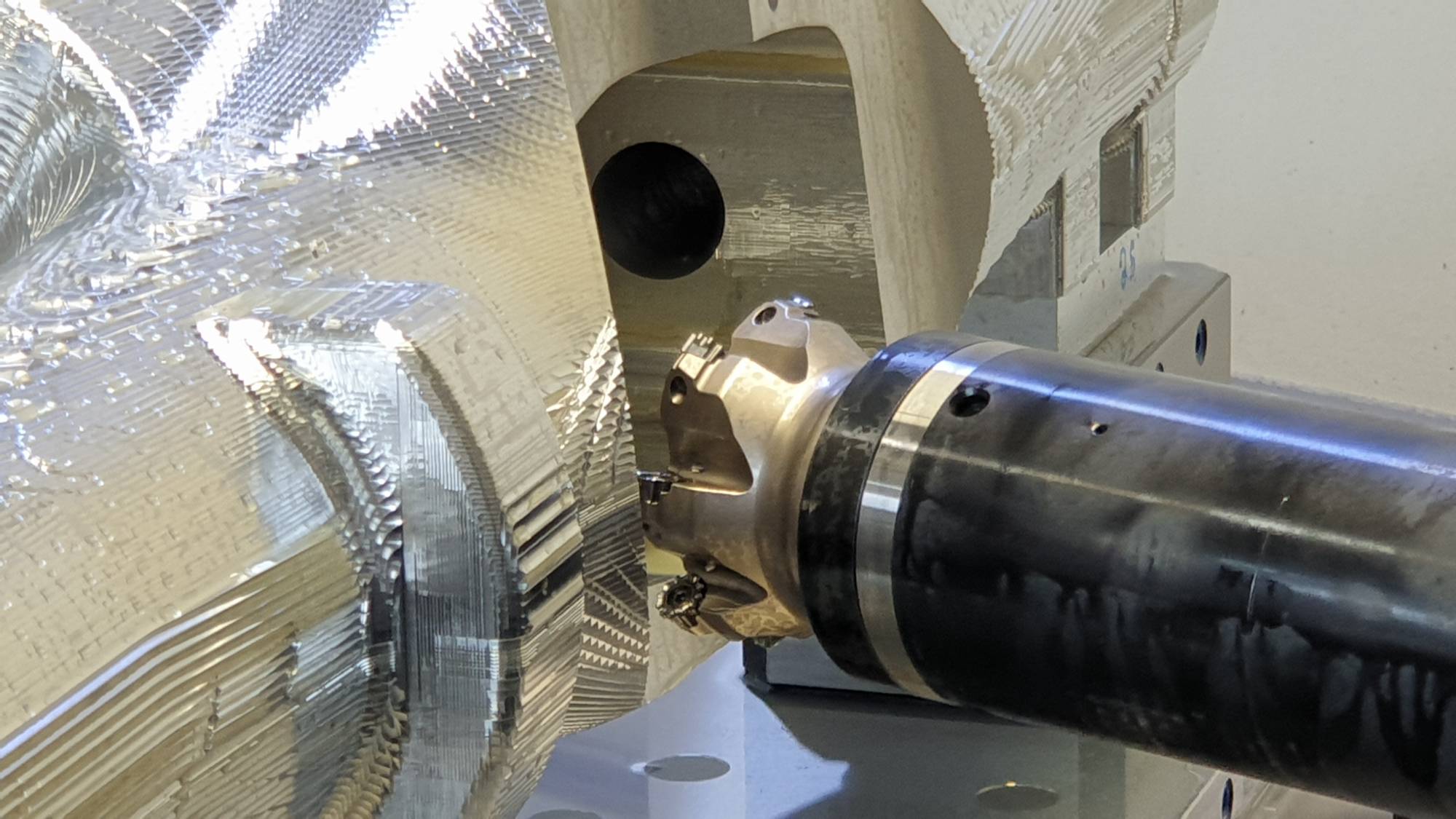
Die gezackte Rundplatten des Ingersoll-Fräsers FORM MASTER PRO erzeugen beim Schruppen kleine, dünne Späne für wenig radialen Druck der Schneide.
Zur hochgenauen Schlichtbearbeitung wurde der FORM MASTER V von Ingersoll verwendet, ein vor allem im Formenbau bewährter Fräser.
Großer Arbeitsraum ist gefragt
Für die anschließende Innenbearbeitung ist der Arbeitsraum von Heggemanns größter Maschine, einer Hermle C60, nicht groß genug, da für eine horizontale Tieflochbohrung außer dem Bauteil auch ein etwa gleich großes Werkzeug Platz benötigt. Für diesen Arbeitsschritt gehen die Bauteile daher zu Meissner nach Wallau, die abschließende Fertigbearbeitung der Außenseite findet dann wieder bei Heggemann statt. Meissner stehen für die Innenbearbeitung Maschinen zur Verfügung, die ausreichend lange Verfahrwege für die verlangte Bearbeitung haben. Neben Bohrungen im oberen Bereich des Bauteils, wo das Fahrwerk später am Flugzeug angebracht wird, ist eine durchgehende Bohrung durch das gesamte Landebein erforderlich.
Die Bohrungen dienen ausschließlich der Gewichtseinsparung, vom Material des Landebeins bleibt am Ende noch eine Wandstärke von etwa 20 mm übrig. Konstantin Schäfer, CNC-Programmierer Zerspanung bei Heggemann, erläutert bei einem Besuch in Wallau, weshalb es auch an diesen verborgenen Stellen auf hohe Präzision und saubere Flächen ankommt: „Um die Stabilität dieses sicherheitsrelevanten Teils jederzeit zu gewährleisten, betragen die Toleranzen maximal 4/10 mm. Um Risse zu vermeiden, dürfen bei der Bearbeitung keine scharfen Kanten entstehen. Die Innenkonturen müssen sehr exakt gefertigt werden, damit keine Bruchstellen im Material entstehen können. Beim Starten und Landen darf schließlich nichts passieren.“
Wie jeder Luftfahrtzulieferer wird auch Heggemann regelmäßig strengen Audits unterzogen. Der Hersteller verfügt über ein umfangreiches Equipment zur Qualitätskontrolle jedes Bauteils. Besonders spektakulär ist der Drop-Teststand, auf dem Start und Landung simuliert werden können. Die Anlage für diese Falltests aus mehreren Metern Höhe hat Heggemann selber konstruiert und gebaut. Das erste Los der sonst immer paarweise produzierten Bauteile bestand aus fünf linken und zwei rechten Fahrwerksteilen, weil für verschiedene Tests die linken verwendet wurden. Wie schon bei vorangegangenen gemeinsamen Projekten wollte Heggemann auch hier die Werkzeuge für die Bearbeitung bereitstellen. Doch dieses Mal winkte Meissner ab und beauftragte seinen seit vielen Jahren bewährten Werkzeuglieferanten Ingersoll, dessen Beratung die Fertiger sehr schätzen. „Uns war es bei diesem Projekt wichtig, einen kompetenten Ansprechpartner vor Ort zu haben“, erklärt Herbert Cappeller. Mit derart tiefen Bohrungen hatte er bislang noch keine Erfahrung. Auch die Kosten sprachen für den Werkzeughersteller aus Haiger. Ein passendes Werkzeug für die Tieflochbearbeitung baute Ingersoll modular aus Standardkomponenten auf und bot damit eine weitaus günstigere Lösung als Heggemanns Werkzeuglieferant, der ein Sonderwerkzeug ins Spiel brachte.
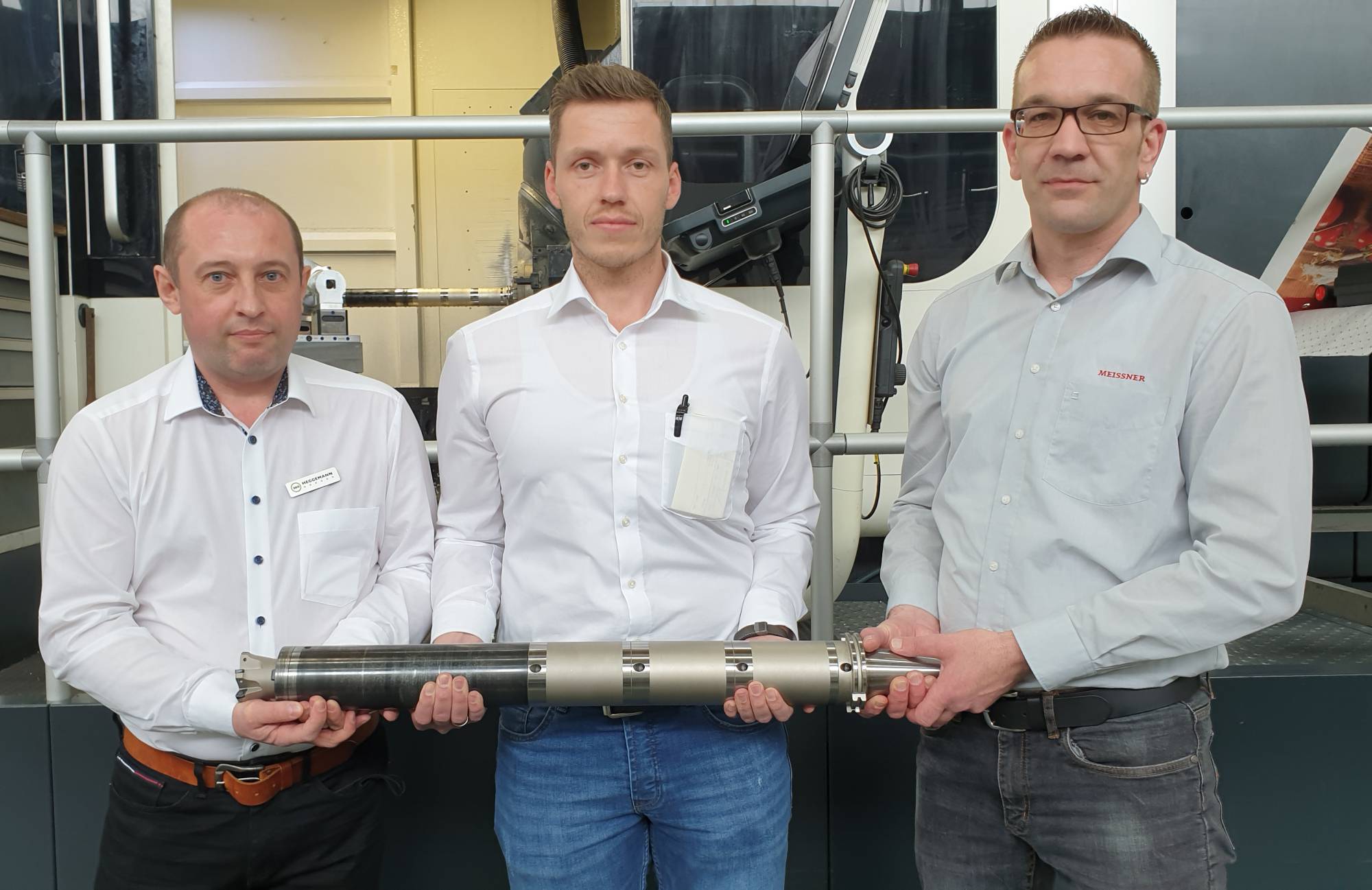
Partner in der Produktion der Flugzeugfahrwerke (v.l.n.r.): Konstantin Schäfer (Heggemann), Kevin Richstein (Ingersoll) und Herbert Cappeller (Meissner) mit dem langen Werkzeug.
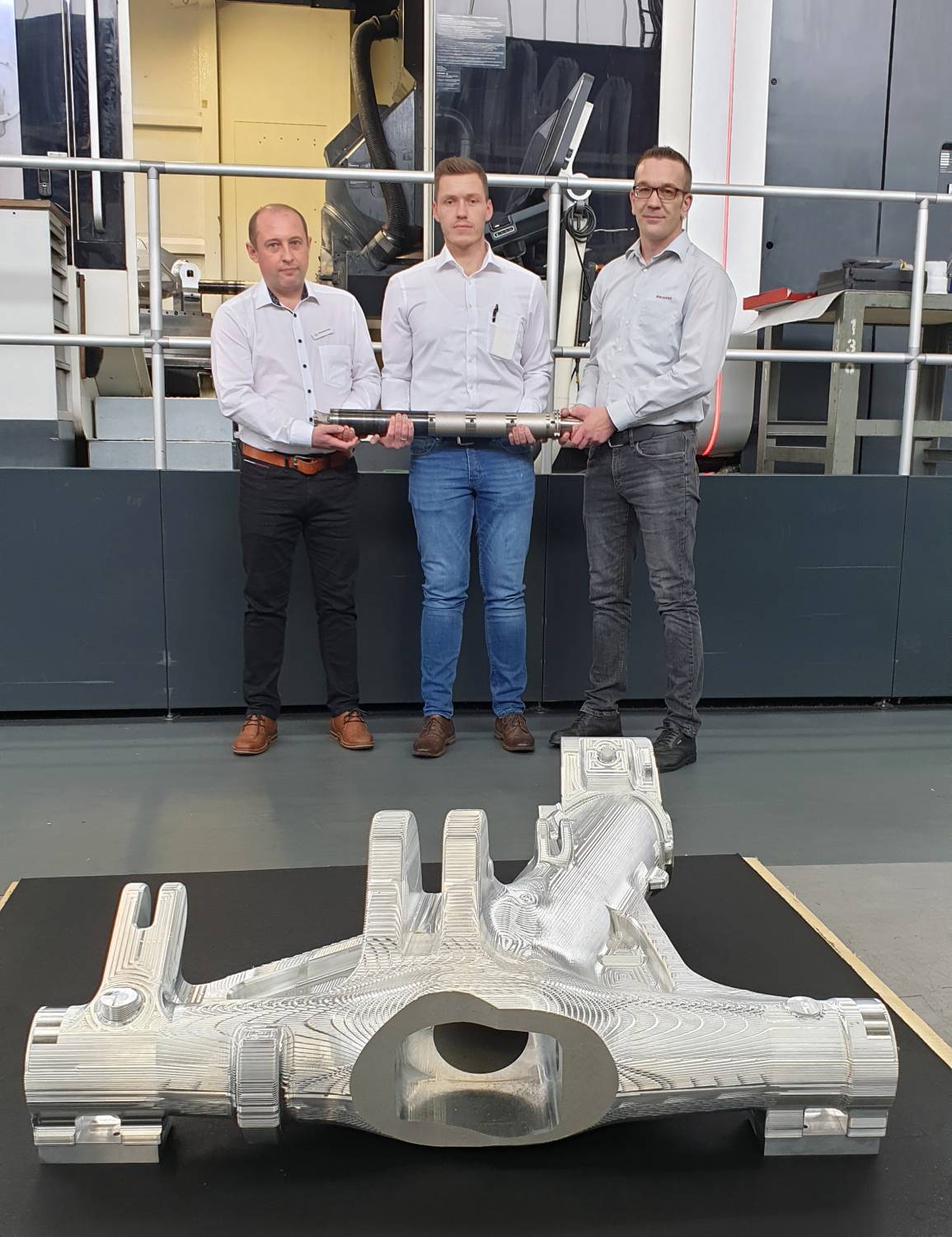
Partner in der Produktion der Flugzeugfahrwerke (v.l.n.r.): Konstantin Schäfer (Heggemann), Kevin Richstein (Ingersoll) und Herbert Cappeller (Meissner) mit dem langen Werkzeug. Im Vordergrund das Bauteil.

Immer wieder erschließt sich die Meissner AG zusätzliche Geschäftsfelder. Neu sind Anlagen für das Vertical Farming.
Modular aufgebautes Werkzeug
Für die 790 mm tiefe Bohrung baute Ingersoll ein 820 mm langes Werkzeug mit einem Fräserdurchmesser von 80 mm für Schruppfräser und 85 mm für den Schlichtfräser. Basis dieser Lösung ist das seit vielen Jahren bewährte INNOFIT Spannsystem von Ingersoll, das hier seine Vorzüge ausspielen konnte. Als Schwingungsdämpfer direkt hinter dem Fräser fungiert der I-ABSORBER. In dessen Innerem gleicht ein gummigelagerter Schwermetallkern die bei der Bearbeitung entstehenden Vibrationen aus. Zwischen dem Schwingungsdämpfer und der Maschinenspindel bringen Verlängerungen das Werkzeug auf die erforderliche Länge.
„Trotz dieser Schnittstellen ist das System auch in dieser Länge sehr stabil“, versichert Kevin Richstein, technischer Berater bei Ingersoll. Drei Spannschrauben sorgen für hohe axiale Einzugskräfte, indem sie das Werkzeug an den Plananlagen mittig nach unten ziehen. Mit der zentrischen Spannung des Werkzeugs sorgen sie zudem für einen sehr guten Rundlauf. Richstein war sich der Verlässlichkeit des Systems sicher, zumal Ingersoll mit einem vergleichbaren Werkzeug bereits bis 720 mm tief sogar in Stahl gearbeitet hat. Zudem wurde das für Meissner ausgelegte Werkzeug vorab im Tech Center von Ingersoll in Haiger getestet und auf seine Prozesssicherheit hin geprüft.
Die Bearbeitung der Fahrwerke bestätigten die Erwartungen: selbst ganz vorne an der Spitze wurde mit dem langen Werkzeug ein Rundlauf von 3/100 mm erreicht. Auch die eingesetzten Fräser kommen aus dem Standardportfolio von Ingersoll. Zur Schruppbearbeitung wurde der FORM MASTER PRO 5E6H080R00 verwendet. Dabei wurde die Wendeschneidplatte RCLT1204M0N-CP eingesetzt. Die gezackte Rundplatte teilt den Span und sorgt mit dem so entstehenden kleinen, dünnen Span für wenig radialen Druck der Schneide. „Dadurch kann man auch auf diese Länge noch sehr stabil schruppen“, erläutert Richstein. „Die entstehenden Späne werden so zerkleinert, dass das vom Schneidprinzip her ähnlich ist wie bei einem kordelverzahnten Fräser.“ Unterstützt von der internen Kühlmittelzufuhr lassen sich diese Späne auch leicht hinausbefördern. Der nächste Arbeitsschritt erfolgte mit dem FORM MASTER V 5V6G085R00, einem bewährten Fräser aus dem Formenbau zur hochgenauen Schlichtbearbeitung. „An dieser Werkzeugzusammenstellung ist alles Standard, daher ist es mit Abstand die flexibelste Lösung“, fasst Richstein zusammen.
Die Innenbearbeitung eines Bauteils bei Meissner beträgt rund 20 Stunden. Hinzu kommt nach dem Schruppen eine mehrtägige Liegezeit, um das Material zu entspannen. Für die Außenbearbeitung braucht Heggemann insgesamt 40 Stunden. Wenn alle Tests erfolgreich absolviert werden – und daran zweifelt keiner der Beteiligten – winkt ein Auftrag über Fahrwerke für 300 Flugzeuge der Deutsche Aircraft GmbH D328eco innerhalb der nächsten zehn Jahre. Für die D328eco soll Heggemann künftig auch die Flügel bauen und dürfte dafür wieder auf einen Partner mit großen Maschinen angewiesen sein.
Teilen: · · Zur Merkliste