anwenderreportage
Walter DC150 Perform: 50 Prozent Zeitersparnis
Walter Werkzeuge beschleunigen Sebro Produktion: Das Zerspanen von Getriebeausrückgabeln stellt hohe Ansprüche an die Fertigung. Die Bauteile müssen hochpräzise sein, gleichzeitig sind sie schwierig zu spannen. Das führt beim Fräsen gehärteter Bereiche zu Ratterneigung. In einem gemeinsamen Projekt von Sebro Maschinenteile und Walter konnten die Fertigungszeiten dennoch annähernd halbiert werden. Den Erfolg brachte die richtige Kombination aus Werkzeugen und Bearbeitungsstrategie.

Anspruchsvolles Schmiedeteil für Kfz-Getriebe: Diese Schaltgabel aus GF 53 erfordert sechs verschiedene Bearbeitungsschritte inklusive Hartbearbeitung induktiv gehärteter Bereiche. Erschwerend kommt hinzu, dass das relativ labile Teil schwierig zu spannen ist. Nur optimale Prozessparameter verhindern ein Rattern und liefern gleichzeitig wirtschaftliche Ergebnisse.
Infos zum Anwender
Seit der Gründung liegt das Hauptaugenmerk von Sebro auf der Fertigung von Bremsscheiben und -trommeln. Vor mehr als zehn Jahren hat man das Produktportfolio durch die Entwicklung und Produktion von Motoren, Getriebe- und Fahrwerksteilen deutlich erweitert. Sebro ist ein mittelständisches Unternehmen mit einem dynamischen und erfahrenen Team, das für Sonder- als auch Serienproduktionen ein maßgeschneidertes Leistungsspektrum bietet.
www.sebro.de
Die Sebro Maschinenteile in Kirchardt (D) besteht seit 1974. Bereits seit der Gründung des Unternehmens bilden Bremsscheiben und -trommeln das Kerngeschäft. Später kamen Schwungscheiben und andere rotationssymmetrische Teile, wie Kettenräder oder Distanzscheiben, hinzu. Seit 2009 konzentriert man sich auf den Premiumbereich: vor allem Ersatzteile für die Marke Porsche, ergänzt durch Bremsbeläge und Warnkontakte. Ein weiterer Schwerpunkt sind Kleinserien für Motorsport, Tuning und Klassik. Großen Wert legt das Unternehmen auf Qualität und Präzision – nicht nur in der eigenen Fertigung, sondern bereits beim Ausgangsmaterial. Die Gussrohlinge stammen deshalb in der Regel aus der näheren Umgebung. Der Maschinenpark ist sowohl auf Sonder- als auch Serienproduktionen ausgerichtet. Hierfür stehen Fertigungslinien, Dreh- und Fräszentren, Wucht-, Räum- und Verzahnungsmaschinen sowie eine Lackieranlage und Koordinatenmesstechnik zur Verfügung. Sebro begleitet Kunden von der Entwicklung über die Auswahl geeigneter Rohstoffe und Fertigungstechniken bis hin zur Veredlung und Verpackung. Neben der computergestützten Bauteilentwicklung, und der damit verbundenen Folgeproduktion, gehört die Ausarbeitung des Werkzeugeinsatzes zum Leistungsspektrum. Um dabei das beste Ergebnis zu erzielen, werden häufig individuell entwickelte Sonderwerkzeuge eingesetzt. Durch den Einsatz von Reverse-Engineering-Methoden lassen sich sogar Teile fertigen, für die keine Zeichnungen mehr existieren.
H3
„Da sind locker sieben Minuten drin“, erkannte Alexander Doms, Anwendungstechniker bei Walter Deutschland, bei einem Gang durch die Sebro-Produktion. Die Zerspanung der Ausrückgabel-Rohlinge, jeweils drei in einem Palettenturm, erregte seine Aufmerksamkeit. Diese dauerte knapp 20 Minuten und Doms war sich sicher, mit einem optimierten Bearbeitungskonzept und den Präzisionswerkzeugen von Walter eine Menge herauszuholen.
Martin Gärtners, erfahrener Produktionsleiter bei Sebro, war skeptisch. Aber bei 3.500 herzustellenden Gabeln klang das Angebot natürlich verlockend. „Ich dachte anfangs: ‚Zieh mal 30 Prozent von den Versprechungen ab‘ –dann lohnt es sich immer noch.“ Er sollte positiv überrascht werden. Am Anfang stand eine genaue Ist-Aufnahme. „Wir haben jede einzelne Bearbeitungsposition analysiert und dann eine fundierte Schätzung abgegeben: Es sind sieben bis acht Minuten herauszuholen“, erinnert scih Alexander Doms.
Roland Reinerth ist technischer Berater bei Walter. Er fasst zusammen: „Wir haben die Werkzeuge für fünf der sechs notwendigen Operationen durch Werkzeuge von Walter ersetzt. Am meisten brachte der Austausch eines Sonderfräsers zum Bohrzirkularfräsen durch einen Walter Bohrer B2074. Statt 114 braucht der neue Bohrer nur noch 18 Sekunden pro Teil.“ Insgesamt sank die Bearbeitungszeit pro Bauteil von 402 auf 183 Sekunden. Mit anderen Worten: Um neun Minuten pro abgearbeitetem Palettenturm. Neben mehr als 40.000 Euro Ersparnis pro Los freut sich Gärtners vor allem über vier Wochen gewonnene Maschinenkapazität für sein 4-Achs-Bearbeitungszentrum mit Palettenwechsler. Und ein Fräser für die Hartbearbeitung wurde auch noch eingespart.
Der Walter Bohrer B2074 zum Aufbohren als Sonderwerkzeug ist via Walter Xpress innerhalb von zwei Wochen lieferbar.
Das Projekt im Detail
Optimiert wurde die Fertigung einer Ausrückgabel, von der etwa 3.500 Stück pro Jahr benötigt werden. Die Gabel wird aus einem Rohling aus Schmiedestahl CF 53 (1.1213) hergestellt. Jeweils drei der Bauteile sind auf einen Palettenturm gespannt. Vor der Optimierung erforderten die sechs Arbeitsgänge knapp 20 Minuten.
Hauptziel des Projektes war es, diese Bearbeitungszeit zu reduzieren. Dabei konzentrierte sich das Projektteam auf diejenigen Operationen mit deutlichem Verbesserungspotenzial. Nicht nur Werkzeuge wurden ausgetauscht, sondern auch die Bearbeitungsfolge neu festgelegt. Ursprünglich wurde zunächst die Fläche für die Hauptbohrung zirkulargefräst, anschließend die Bohrung mit gut 18 mm Durchmesser eingebracht. Es folgte ein weiteres Zirkularfräsen für eine Senkung mit Fase. Ein Loch mit 4,0 mm Durchmesser quer zur Gabel erforderte einen Vollhartmetallbohrer. Anschließend wurde die Stirnseite der Gabel gefräst und mit einem Absatz versehen. Letzter Schritt war das Umfangsfräsen mehrerer Radien.
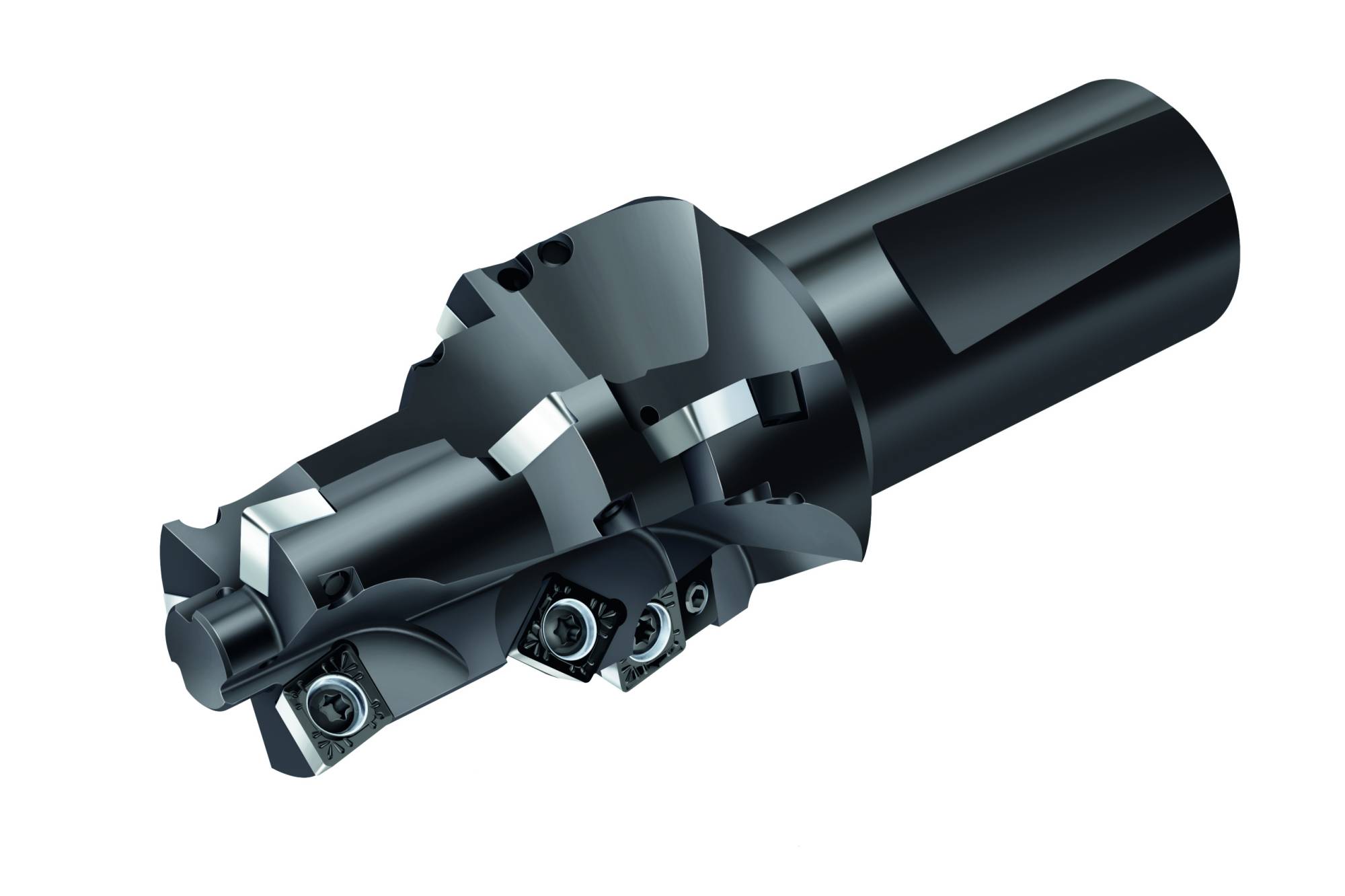
Das Projektteam ersetzte den Fräser für die beiden Stirnflächen durch einen Walter Xtra·tec® Eckfräser F4042. Dieser senkte die Bearbeitungszeit von 190 auf 143 Sekunden. Ein Vollhartmetall-Sonderfräser, der eine Senkung und eine Phase anbrachte, wich einem Walter B2074 zum Aufbohren. Der Walter B2074 ist ebenfalls ein Sonderwerkzeug, aber innerhalb von zwei Wochen lieferbar. Er ist Bestandteil des Walter Xpress-Programms. Der Sonderbohrer führte zu einer besonders drastischen Zeitersparnis: 53 statt 341 Sekunden. Ein Walter Vollhartmetall-Bohrer DC150 Perform übernahm die querliegende 4-mm-Bohrung. Der fast verdreifachte Vorschub konnte die Bearbeitungszeit von 69 auf 30 Sekunden mehr als halbieren.
Eine besondere Herausforderung stellte das Bearbeiten der konvexen Flächen an den Gabelenden dar: Diese Bearbeitung übernahmen ein Walter Prototyp Nutfräser MC216 aus der Advance-Reihe und ein Vollhartmetall-Fräser MC326 Supreme. Hierdurch sanken die Bearbeitungszeiten von 224 und 262 Sekunden auf 93 und 109 Sekunden. Insgesamt ergab sich eine Bearbeitungszeit für jeweils drei Teile von 658 Sekunden bzw. 11 Minuten, gegenüber knapp 20 Minuten vor der Änderung. Neben der finanziellen Einsparung von über 40.000 Euro pro Fertigungslos werden etwa vier Wochen Maschinenkapazität frei. Zeit, die für andere Aufträge genutzt werden kann.

Durch den Vollhartmetall-Fräser MC326 Supreme sanken die Bearbeitungszeiten von 224 und 262 Sekunden auf 93 und 109 Sekunden.
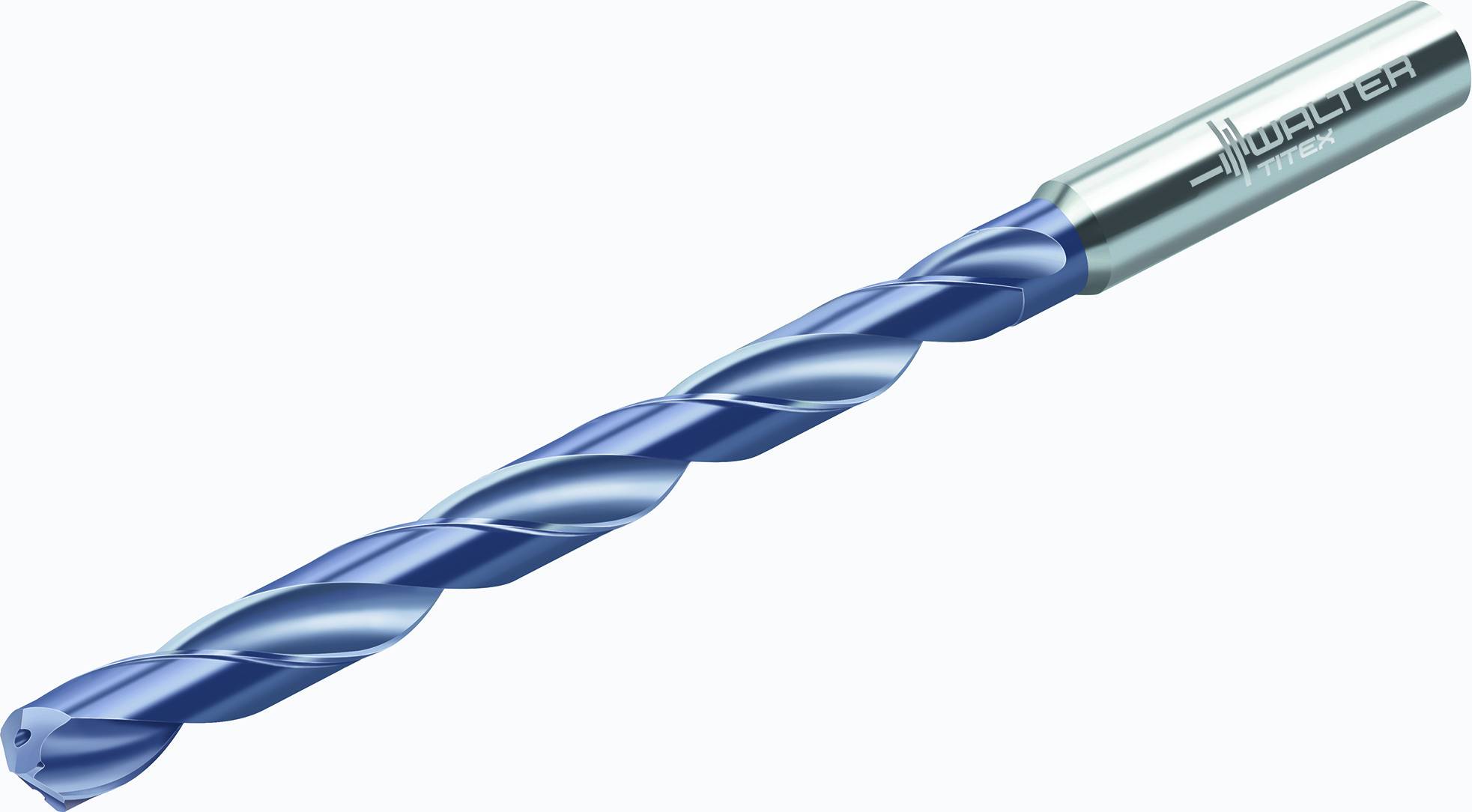
Der Vollhartmetall-Bohrer DC150 Perform von Walter verdreifachte den Vorschub und konnte Bearbeitungszeit von 69 auf 30 Sekunden mehr als halbieren.
Optimieren, was sinnvoll ist
Was Martin Gärtners besonders positiv überraschte, war – neben der Leistungsfähigkeit der eingesetzten Werkzeuge – der Projektablauf. Für die richtige Unterstützung ist er bereit, etwas mehr Geld in die Hand zu nehmen. Der Mehrwert ist wichtiger als beim Werkzeugkauf, auf den Cent zu schauen. „Bei diesem Projekt wurde nicht zu viel versprochen. Die gesetzten Ziele wurden sogar noch übertroffen. Auch wurden Operationen, die bereits optimal liefen, nicht unbedingt verändert, um das eigene Werkzeug zu verkaufen. Das hat mir imponiert.“
Allerdings muss auch der Kunde bei einem solchen Optimierungsprojekt mitspielen. Seine Kapazitäten sind ebenfalls gefragt. Roland Reinerth weiß aus Erfahrung: „Oft hören wir, dass Prozesse seit Jahrzehnten laufen und deshalb nicht geändert werden sollen. Selbst wenn es offensichtlich Verbesserungspotenzial gibt. Hier bei Sebro hat man uns alle Freiheiten gelassen. Es gab das gemeinsame Ziel, besser und schneller zu werden.“ Gärtners stellte einen CAM-Programmierer und Maschinenkapazitäten für Testläufe zur Verfügung. Sein Fazit: „Das war es wert. Fair fand ich auch, dass die Werkzeuge erst nach erfolgreichem Projektabschluss berechnet wurden.“

Gehen gemeinsam ins Detail, nur das richtige Zusammenspiel aus Werkzeug und Prozess bringt optimale Ergebnisse: Alexander Doms, Anwendungstechniker von Walter Deutschland, und Sebro Produktionsleiter Martin Gärtners.

Spezialanfertigungen: Überwiegend rotationssymmetrische Ersatzteile in OEM-Qualität, vor allem für den Premium- und Klassikbereich, sind die besondere Stärke von Sebro.

Erfolgreiches Gemeinschaftsprojekt: (v. l.) Alexander Doms und Roland Reinerth von Walter freuen sich mit Martin Gärtners und Klaus Betten von Sebro. Die Bearbeitungszeit für eine Getriebeschaltgabel wurde nahezu halbiert.
Verlagerung auf Ersatzteile für Premiumfahrzeuge
„Seit 2009 konzentrieren wir uns auf den Ersatzteilmarkt für Premiumfahrzeuge und Oldtimer“, erklärt Betriebsleiter Klaus Betten. Bis dahin belieferte Sebro grundsätzlich alle Fahrzeuge am Markt, was sich angesichts billiger Massenware aus Fernost aber nicht mehr lohnte. „Das vertrug sich nicht mit unserem hohen Qualitätsanspruch: Zum Beispiel, dass wir nur hier in Deutschland produzieren und auch unsere Zulieferer in der Region beziehungsweise im nahen europäischen Ausland sitzen.“ Dieser Anspruch war mit den sinkenden Margen nicht mehr vereinbar. Der Rohling einer Bremsscheibe für ein Massenfahrzeug aus deutscher Produktion kostet heute mehr als die fertige Bremsscheibe aus Fernost. Seitdem Oldtimer eine zweite Karriere als Geldanlage machen, boomt der Markt. Und damit auch die Geschäfte von Sebro. Aktuell wird in neue Fertigungshallen und Maschinen investiert. „Wir verdoppeln aktuell unsere Produktionsfläche“, betont der Betriebsleiter. So liefert das Unternehmen aus dem Kraichgau bestimmte Ersatzteile für den Antriebsstrang, die es sonst nirgendwo mehr zu kaufen gibt. Zunehmend gehören auch Oldtimerclubs und spezialisierte Werkstätten zu den Unternehmenskunden.
Teilen: · · Zur Merkliste