Emco HT65 PM HP: Hochleistungs-Dreh-Fräszentrum für die Komplettbearbeitung
Mit zwei Drehspindeln, einer leistungsstarken Frässpindel mit Werkzeugwechsler und 40-fach Magazin sowie zwei unteren Werkzeugrevolvern mit jeweils zwölf angetriebenen Positionen ermöglicht die neue Emco Hyperturn 65 Powermill High Performance hohe Flexibilität bei der Serienproduktion von komplexen Werkstücken in der Automobilindustrie mit Fokus auf E-Mobilität, der Medizintechnik, der Landwirtschaftstechnik sowie der Luftfahrtindustrie.

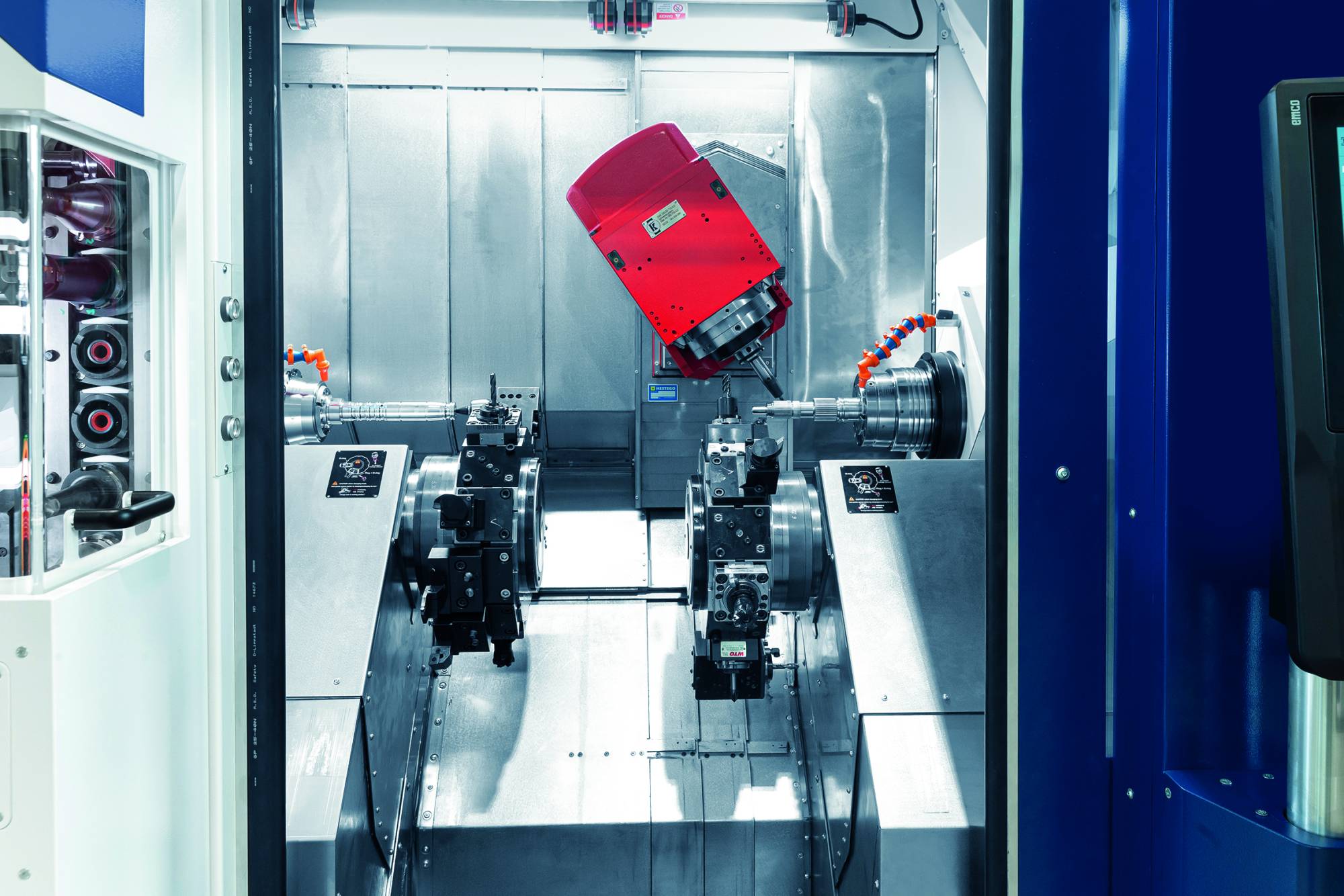
Mit seiner umfangreichen Ausstattung sorgt das neue Emco Dreh-Fräszentrum Hyperturn 65 Powermill High Performance für hohe Effizienz und Flexibilität in der Komplettbearbeitung.
Die wichtigsten Merkmale der Emco HT65 PM HP:
• Mit 29 (37) kW und 250 (360) Nm bietet die Hauptspindel ausreichend Power, um Stangenteile bis ø 65 (76,2/95) mm und Futterteile bis ø 250 mm wirtschaftlich zu bearbeiten.
• Die verfahrbare Gegenspindel bietet die gleichen Leistungsdaten wie die Hauptspindel.
• Mit 22 kW und 60 Nm und einer max. Drehzahl von 12.000 U/min können modernste Fräsverfahren wie HSC oder HPC umgesetzt werden.
• Eine mechanische Haltebremse sorgt für zusätzliche Stabilität bei der Hochleistungs-Fräsbearbeitung.
• Die Werkzeuge können von vorne in die Werkzeugmagazine bestückt werden.
• Die Steuerung mit Sinumerik ONE ist rechts vom Arbeitsraum, schwenkbar in einem verschiebbaren Paneel, angeordnet.
Als Highlight bietet bietet das Dreh-Fräszentrum HT65 PM HP einen zusätzlichen unteren Werkzeugrevolver. Optional gibt es noch zwei Y-Achsen für die beiden unteren Revolverschlitten. Somit kann jeder der Revolver auch komplexe Fräsoperationen durchführen. Aufgrund der insgesamt drei Werkzeugsysteme können bis zu drei Schneiden gleichzeitig zerspanen – damit lassen sich die Zykluszeiten bei auf das Konzept abgestimmten Werkstücken um bis zu 35 Prozent reduzieren. Zudem stehen ausreichend Werkzeuge im Werkzeugmagazin für einen mannlosen Betrieb zur Verfügung.
Mit dem linken unteren Revolver wird auf der Hauptspindel die erste Seite des Werkstückes gedreht, gebohrt, gefräst etc. Mit dem rechten unteren Revolver wird auf der Gegenspindel die Rückseite des Werkstückes bearbeitet. Zudem können die beiden Werkzeugrevolver mit Zentrierspitzen oder auch Lünetten bestückt werden. Das ermöglicht das Abstützen von langen Wellen für die Komplettbearbeitung.
Haupt- und Gegenspindel: Mit 29 (37) kW und 250 (360) Nm bietet die Hauptspindel ausreichend Power, um Stangenteile bis ø 65 (76,2/95) mm und Futterteile bis ø 250 mm wirtschaftlich zu bearbeiten. Die verfahrbare Gegenspindel bietet die gleichen Leistungsdaten wie die Hauptspindel.
Leistungsstarke 4-Achs-Bearbeitungen
Mit der leistungsstarken Frässpindel samt umfangreichem Werkzeugmagazin können sowohl an der Haupt- als auch Gegenspindel vorwiegend Fräsoperationen in jeder beliebigen Winkellage, Verzahnungsoperationen sowie tiefe Bohrungen hergestellt werden. Bei Bedarf kann die Frässpindel aber auch Drehoperationen an beiden Spindeln durchführen. In der Basisausführung hat das Werkzeugmagazin bis zu 40 Werkzeuge mit einer max. Länge von 250 mm und einem Gewicht von bis zu 12 kg. Optional steht noch ein erweitertes Magazin mit bis zu 80 Werkzeugen zur Auswahl.
Die Maschine bietet einen Standard-Stangendurchlass von ø 65 mm und kann bei Bedarf mit BigBore 75 oder SuperBigBore 95 Spindel angeboten werden. Auch die Gegenspindel wird in drei Größen angeboten: Im Standard mit Spindelanschluss KK6 und auf Wunsch auch als BigBore 75 oder SuperBigBore 95 mit KK8. Das ermöglicht leistungsstarke 4-Achs-Bearbeitungen, wo gleichzeitig mit zwei Werkzeugen an einer Spindel zerspant wird. Somit können Stückzeiten reduziert werden. Die B-Achse mit Direktantrieb bietet optimale Voraussetzungen für die 5-Achs-Simultanbearbeitung. Sie kann zusätzlich in jeder beliebigen Lage geklemmt werden. Das eröffnet Vorteile für Verzahnungsoperationen.

Bedienpanel mit Touchscreen und EMCONNECT: Mit EMCONNECT wird das Maschinenbedienpult zur zentralen Plattform für den Zugriff auf alle erforderlichen, operativen Funktionen.
Manuelle und automatisierte Werkzeugbestückung
Die Maschine ist im neuen Design gehalten, das funktionell wie optisch eine Aufwertung darstellt. Das integrierte Werkzeugmagazin ist von vorne zugänglich, kann von vorne bestückt und muss für den Transport zum Kunden nicht mehr abgebaut werden. Damit reduziert sich die Inbetriebnahme-Zeit beim Kunden und die Maschine steht rasch für die Produktion bereit. Eine neue Generation von Werkzeugrevolvern mit BMT-Schnittstelle und Direktantrieb führen zu höherer Stabilität und Präzision. Die Leistungsdaten ähnlich einer Fräsmaschine ermöglichen die Komplettbearbeitung von Dreh-Fräswerkstücken mit überwiegendem Fräsanteil. Mit der automatischen Stangenverarbeitung und/oder Stückgutzuführung über eine Roboterlösung oder den Emco Portallader können die Potenziale zur Effizienzsteigerung bei der Automation sehr gut ausgeschöpft werden.
Prozessassistent für Steuerung und Produktionsablauf
Neben den mechanischen und elektrischen Leistungswerten bestimmen immer stärker die Steuerung und die Software die Leistungsfähigkeit einer Werkzeugmaschine. Deshalb stattet Emco die Hyperturn mit der neuesten Steuerung SINUMERIK ONE von Siemens aus. In der Grundmaschine ist auch EMCONNECT enthalten. EMCONNECT ist ein digitaler Prozessassistent für die umfassende Integration von kunden- und systemspezifischen Applikationen rund um die Maschinensteuerung und den Produktionsablauf. Der Anwender und seine Anforderungen stehen im Mittelpunkt der Bedienabläufe, um damit gleichzeitig die Arbeitsvorgänge effizienter zu gestalten und dabei die gewohnt hohe Zuverlässigkeit der Maschinen in allen Betriebsarten beizubehalten.
Die Maschine möglichst gut auszulasten, ist ein entscheidender Aspekt zur Produktivitätssteigerung – mit dem Emco CPS Pilot können bei der Zerspanung Zeit und Kosten eingespart werden, da der Kunde mit dieser Software den Produktionslauf am PC über ein 3D-Abbild der Maschine planen, programmieren, simulieren und optimieren kann. Durch das optimale Zusammenspiel zwischen CPS Pilot und der Hyperturn können Kosten und Aufwand reduziert werden.
Durchdachtes Maschinenkonzept
Den Kern der Maschine bildet das Maschinenbett. Die extrem steife und kompakte Stahl-Schweißkonstruktion ist gefüllt mit speziellem, schwingungsdämpfendem Beton-Material (HYDROPOL®). Armierungen sorgen für zusätzliche Steifigkeit in höher beanspruchten Zonen. Die hohe Antriebsleistung der Haupt-, Gegen- oder Frässpindel kann somit ohne Einschränkung voll umgesetzt werden. Dies ermöglicht bessere Oberflächengüten, engere Fertigungstoleranzen sowie höhere Werkzeugstandzeiten.
Wie bereits erwähnt, gibt es die Hauptspindel in drei verschiedenen Größen: eine für bis zu 65 mm Stangendurchlass, mit einer Antriebsleistung von 29 kW und einem Drehmoment bis 250 Nm – optional wird eine BigBore 75 sowie Super Big Bore Spindel 95 mm angeboten. Hochdynamische, integrierte Spindelmotoren (ISM), gelagert in groß dimensionierten Präzisionslagern, ermöglichen einen großen Drehzahlbereich in Kombination mit guten Rundlaufeigenschaften. Ein symmetrisch aufgebauter Spindelstock, gemeinsam mit Temperaturfühlern an den Lagerstellen und einer Flüssigkeitskühlung, sorgen für Thermostabilität.
Sämtliche Linearbewegungen erfolgen in vorgespannten, hoch präzisen Rollenführungsbahnen. Dies ergibt Vorteile in Bezug auf Verfahrgeschwindigkeiten, Spielfreiheit, Lebensdauer, Schmiermittelbedarf und Positioniergenauigkeit. Dank des speziellen Abdichtsystems am Führungsschuh steht dem Einsatz in stark verschmutzter Umgebung nichts im Wege. Zusätzlich werden auf den Führungsschienen Abdeckblechstreifen aus Federstahl angebracht, um eine geschlossene Dichtfläche zu erreichen.
Komplexe Konturen einfach zu erzielen
Jede Spindel ist technologisch auch eine Achse. Sie kann in jede beliebige Position gebracht und mit definiertem Vorschub verfahren werden. Komplexe Konturen am Umfang oder auch an der Stirnfläche sind dadurch einfach zu erzielen. Die Software zur Programmierung dieser Bewegungen (Zylinderinterpolation bzw. Transmit) ist im Lieferumfang enthalten. Synchronisiertes Gewindeschneiden und Mehrkantdrehen gehören zur Grundausstattung.
Die leistungsstarke Frässpindel mit HSK-T63 Werkzeugschnittstelle kann sowohl für Dreh- als auch für Bohr- und Fräsarbeiten herangezogen werden. Dabei kann die Frässpindel in einem Bereich von ± 110° stufenlos geschwenkt und in jeder beliebigen Lage geklemmt werden. Mit einem nutzbaren Y-Hub von +120/-100 mm lassen sich die komplexesten Bearbeitungen durchführen – dazu gehören Verzahnungsoperationen, die Dreh/Fräsbearbeitung von Hubzapfen, 5-Achs- Bearbeitungen u.v.m.
Teilen: · · Zur Merkliste