Emco Hyperturn 65 Powermill: Produktivität in der Komplettbearbeitung
Mehr Raum, mehr Leistung, mehr Möglichkeiten – mit einem Spindelabstand von 1.300 mm, einer leistungsstarken Gegenspindel, die auch 4-Achsbearbeitungen ermöglicht, einer B-Achse mit Direktantrieb für komplexe 5-Achs-Simultan-Fräsbearbeitungen, einer zusätzlichen Y-Achse für den unteren Revolver ist die neue Hyperturn 65 Powermill von Emco eine leistungsstarke Erweiterung für jeden Maschinenpark.
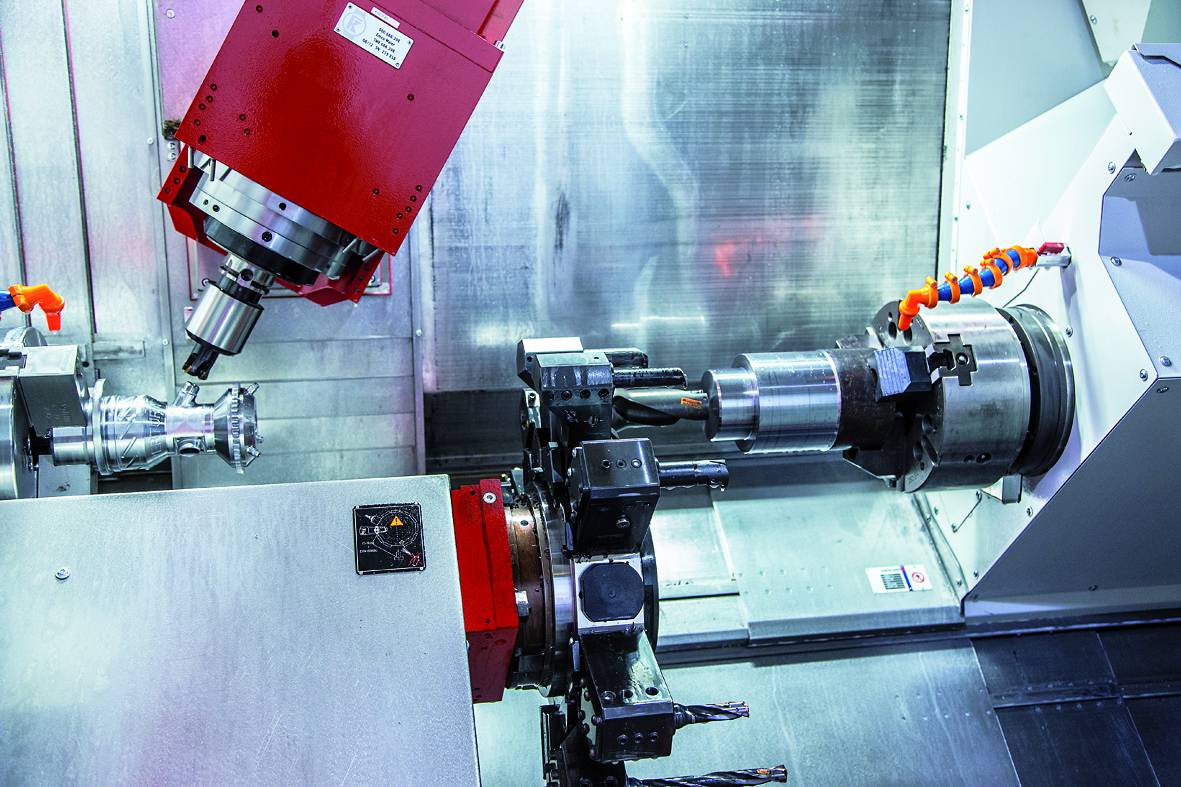
Mit einem Spindelabstand von 1.300 mm bietet die neue Emco ausreichend Platz zwischen den beiden Spindeln für die simultane Bearbeitung an der Haupt- und Gegenspindel.
Die Hyperturn-Baureihe wurde konzipiert, um weitere Produktivitätssteigerungen bei der Serienfertigung zu erreichen. Komplexe und aufwendige Dreh-, Bohr-, Fräs- und Verzahnungsoperationen können in nur einem Arbeitsprozess durchgeführt werden. Umspannen und Zwischenlagerungen entfallen. Die Präzision am Werkstück wird enorm gesteigert. Gesamtfertigungszeiten, Vorrichtungs- und Personalkosten sowie der Platzbedarf können durch den Einsatz der Hyperturn drastisch reduziert werden.
Die Hyperturn 65 Powermill (PM) verfügt mit 1.300 mm Spindelabstand über deutlich mehr Freiraum für die Simultanbearbeitung an der Haupt- und Gegenspindel als vergleichbare Modelle. Die Gegenspindel mit 29 kW und 250 Nm hat nun genügend Power, um mit gleich zwei Werkzeugen simultan am Werkstück zu zerspanen. Diese sogenannte „4-Achsbearbeitung“ ist ein zusätzlicher Vorteil im Hinblick auf Produktivitätssteigerungen. Ein weiterer Leistungsträger ist die Frässpindel, die mit 29 kW, 79 Nm und 12.000 U/min für hohe Produktivität bei der Komplettbearbeitung komplexer Werkstücke sorgt. Mit dem B-Achs-Direktantrieb bringt die Hyperturn 65 PM hohe Dynamik und Konturtreue bei der 5-Achs-Simultanbearbeitung, bei gleichzeitig kürzeren Nebenzeiten beim Werkzeugwechsel. Die zusätzliche Y-Achse am unteren Revolver macht umfangreiche Fräsbearbeitungen parallel zur Bearbeitung mit der Frässpindel möglich.

Das neue Hochleistungs-Dreh-Fräszentrum Hyperturn 65 Powermill von Emco glänzt durch zahlreiche technische Highlights.
Mehr Leistungsträger für mehr Effizienz
20-, 40- oder 80-fach Werkzeugmagazine mit HSK–T63 bieten dem Anwender mehr Möglichkeiten. Die frontale Anordnung ist rüstfreundlich und ergonomisch. Alternativ zum VDI30 oder VDI40 12-fach-Werkzeugrevolver bietet Emco die neue Revolvergeneration mit BMT-Schnittstelle und Direkt-Antrieb an. Höhere Stabilität und Präzision sowie Leistungsdaten ähnlich einer Fräsmaschine ermöglichen die Komplettbearbeitung von Dreh-Fräswerkstücken.
Die Maschinenversionen mit Frässpindel und Revolver inkl. Fräsantrieb (SMBY/SMBY2) verfügen unten über einen Kreuzschlitten mit 12-fach-Radialrevolver für 12 angetriebene Werkzeuge, die mit Drehzahlen bis 5.000 U/min arbeiten. Mit der automatischen Stangenverarbeitung und/oder Stückgutzuführung über eine Roboterlösung oder den Emco Portallader kann die neue Hyperturn effizient automatisiert werden.

Die Steuerung Sinumerik 840D solution line ist bei der Hyperturn 65 Powermill rechts vom Arbeitsraum und schwenkbar in einem verschiebbaren Paneel angeordnet. Damit wird ein Höchstmaß an Ergonomie für das Rüsten und Einfahren der Maschine garantiert.
Einfachere Programmierung
Neben den mechanischen und elektrischen Leistungswerten bestimmen immer stärker die Steuerung und die Software die Leistungsfähigkeit einer Werkzeugmaschine. Deshalb stattet Emco die Hyperturn mit der Steuerung Sinumerik 840D sl von Siemens aus. Die neue Bedienoberfläche ermöglicht das intuitive und so deutlich einfachere Programmieren der Maschine.
Die Maschine möglichst gut auszulasten ist ein entscheidender Aspekt zur Produktivitätssteigerung – mit dem Emco CPS Pilot können bei der Zerspanung Zeit und Kosten eingespart werden, da der Kunde mit dieser Software den Produktionslauf am PC über ein 3D-Abbild der Maschine planen, programmieren, simulieren und optimieren kann. Aus der Kombination der Hyperturn mit dem Emco CPS Pilot kommt es zu äußerst positiven Multiplikator-Effekten: durch das perfekte Zusammenspiel zwischen der Simulationssoftware und der Hyperturn können Kosten und Aufwand deutlich reduziert werden.
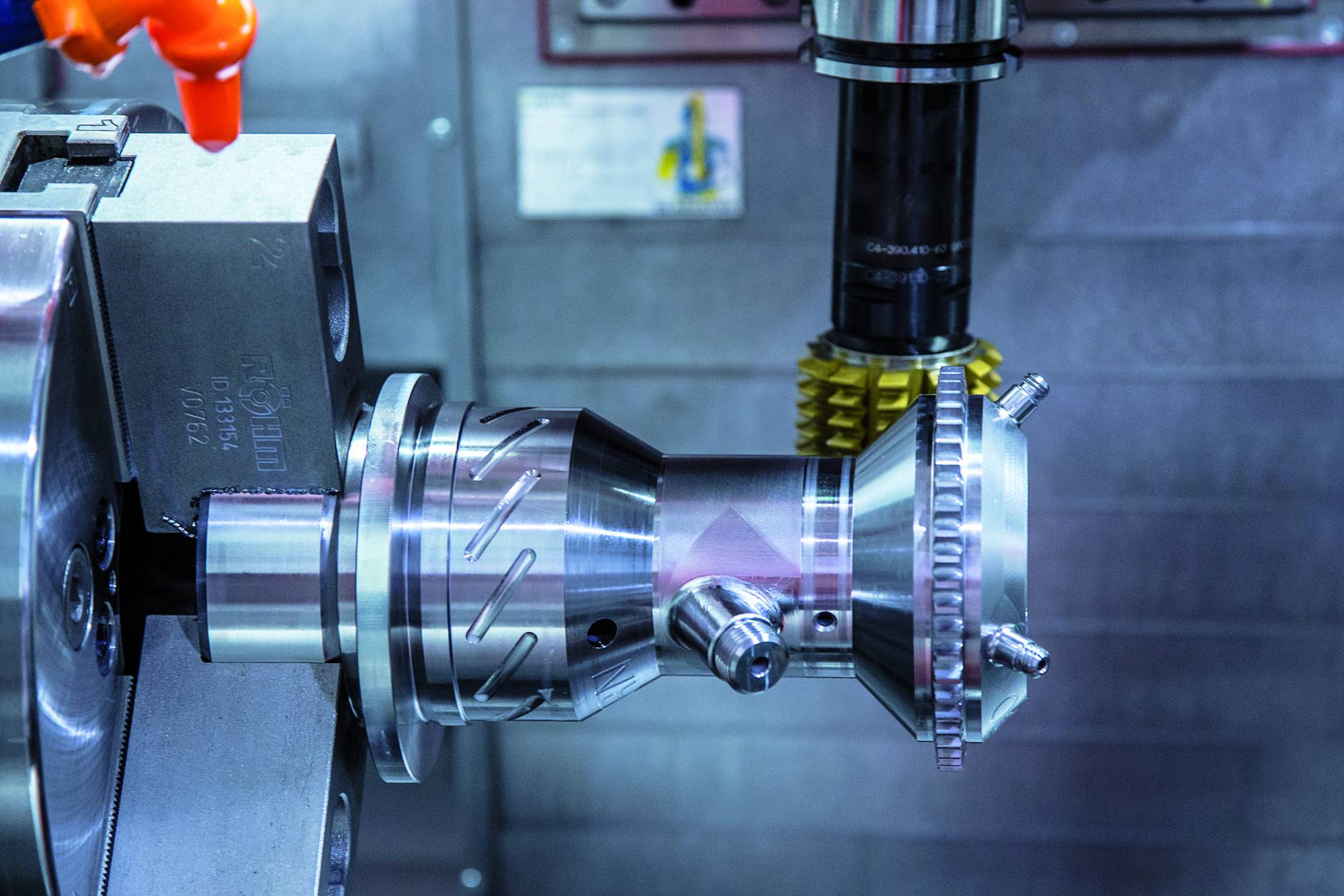
Die Frässpindel mit 29 kW Antriebsleistung und einem Drehmoment von bis zu 79 Nm bei einer max. Drehzahl von 12.000 U/min ermöglicht die Herstellung von komplexesten Dreh- und Frästeilen. Auch die Herstellung von Verzahnungen ist an beiden Spindeln möglich.
Das Maschinenkonzept
Den Kern der Maschine bildet das Maschinenbett. Die extrem steife und kompakte Stahl-Schweißkonstruktion ist gefüllt mit speziellem, schwingungsdämpfendem Material. Armierungen sorgen für zusätzliche Steifigkeit in höher beanspruchten Zonen. Die hohe Antriebsleistung der Haupt-, Gegen- oder Frässpindel kann somit ohne Einschränkung voll umgesetzt werden. Das Ergebnis sind bessere Oberflächengüten, engere Fertigungstoleranzen sowie höhere Werkzeugstandzeiten.
Hauptspindel und Antriebstechnik
Die hohe Antriebsleistung der Spindeln, verbunden mit optimalen Drehmomentverläufen, sichert die Wirtschaftlichkeit bei der Stahl-Zerspanung als auch bei der Hochgeschwindigkeits-Zerspanung von Aluminium. Hochdynamische Integrierte Spindelmotoren (ISM), gelagert in groß dimensionierten Präzisionslagern, ermöglichen einen besonders großen Drehzahlbereich in Kombination mit sehr guten Rundlaufeigenschaften. Ein symmetrisch aufgebauter Spindelstock, gemeinsam mit Temperaturfühlern an den Lagerstellen und einer Flüssigkeitskühlung, sorgen für Thermostabilität.
Sämtliche Linearbewegungen erfolgen in vorgespannten, hoch präzisen Rollenführungsbahnen. Das ergibt Vorteile in Bezug auf Verfahrgeschwindigkeiten, Spielfreiheit, Lebensdauer, Schmiermittelbedarf und Positioniergenauigkeit.
Geeignet für schwierige Einsätze und komplexe Konturen
Dank des besonderen Abdichtsystems am Führungsschuh steht dem Einsatz in stark verschmutzter Umgebung nichts im Wege. Zusätzlich werden auf den Führungsschienen Abdeckblechstreifen aus Federstahl aufgeklippst, um eine geschlossene Dichtfläche zu erreichen.
Jede Spindel ist technologisch gesehen auch eine Achse. Sie kann in jede beliebige Position gebracht und mit definiertem Vorschub verfahren werden. Komplexe Konturen am Umfang oder auch an der Stirnfläche sind dadurch einfach zu erzielen. Die Software zur Programmierung dieser Bewegungen (Zylinderinterpolation bzw. Transmit) ist im Lieferumfang enthalten. Synchronisiertes Gewindeschneiden und Mehrkantdrehen gehören zur Grundausstattung.
Dreh/Frässpindel „Powermill“
Die leistungsstarke Frässpindel mit HSK-T63 Werkzeugschnittstelle kann sowohl für Dreh- als auch für Bohr- und Fräsarbeiten herangezogen werden. Dabei kann die Frässpindel in einem Bereich von ± 120° stufenlos geschwenkt und in jeder beliebigen Lage geklemmt werden. Mit einem nutzbaren Y-Hub von +120/-100 mm lassen sich komplexe Bearbeitungen durchführen. Dazu gehören Verzahnungsoperationen, die Dreh/Fräsbearbeitung von Hubzapfen, 5-Achs-Bearbeitungen u. v. m.
Die Y-Achse im Revolverschlitten wurde durch zwei interpolierende Achsen realisiert. Das ergibt eine Schnittkraftaufteilung in zwei Ebenen und zusätzliche Stabilität für die schwere Dreh- und Fräszerspanung. Somit kann auch der untere Revolver mit integriertem Fräsantrieb an allen 12 Positionen, kombiniert mit einer Y-Achse mit Hub ± 50 mm, für komplexe Fräsoperationen eingesetzt werden.
Reitstock mit besonderen Eigenschaften
In der Reitstock-Version ist die Hyperturn besonders geeignet für die Bearbeitung von Wellenteilen in Großserien. Der Reitstock ist voll NC-gesteuert und kann über eine Kugelumlaufspindel positioniert werden. Das ermöglicht auch die interpolierende Bewegung mit anderen Achsen und spart damit Bearbeitungszeit.
Der Arbeitsraum bietet höchste Ergonomie – das bedeutet einen sehr guten Zugang zu den einzelnen Komponenten. Großzügig gestaltete Freiräume sorgen für optimalen Spänefluss – auch bei der Zerspanung von kritischen Werkstoffen. Alle Führungen sind mit Niroblechen abgedeckt, um Beschädigungen vorzubeugen.
Maschinenverkleidung – neues Design
Die bündig gestaltete Front mit großem Sichtfenster schließt an das Design der Linearmill 600 und MMV 2000 an. Die Maschinenverkleidung der Hyperturn 65 PM bietet einen umfassenden Schutz vor Späneflug. Sie ist zu 100 % kühlmitteldicht. Ein besonders großes Türsicherheitsglas gewährt freie Sicht in den Arbeitsraum. Das ergonomisch angeordnete Bedienpanel ist horizontal bis zur Mitte der Maschinentür verschiebbar. Das Steuerungspanel ist vertikal um 90° und horizontal bis zu 10° schwenkbar.
Die Hyperturn 65 Powermill ist aufgrund der technischen Auslegung besonders für die serielle Herstellung von Werkstücken – beispielsweise für die Automobilindustrie, den Maschinenbau, die Befestigungstechnik aber auch für die Flugzeugindustrie – geeignet.
Teilen: · · Zur Merkliste