anwenderreportage
ARNO Werkzeuge TCGT: Damit ein Rädchen ins andere greift
Hochpräzise Drehoperationen mit hochpositiven Wendeschneidplatten von Arno Werkzeuge, in Österreich vertreten durch Arno-Kofler, tragen zur Genauigkeit bei der Heidelberger Druckmaschinen AG bei, denn die dort verwendeten Zahnräder greifen präzise ineinander. aber Dank optimierter Abläufe werden diese, aufgrund von Standzeitsteigerungen von bis zu 100 %, nun noch wirtschaftlicher produziert.
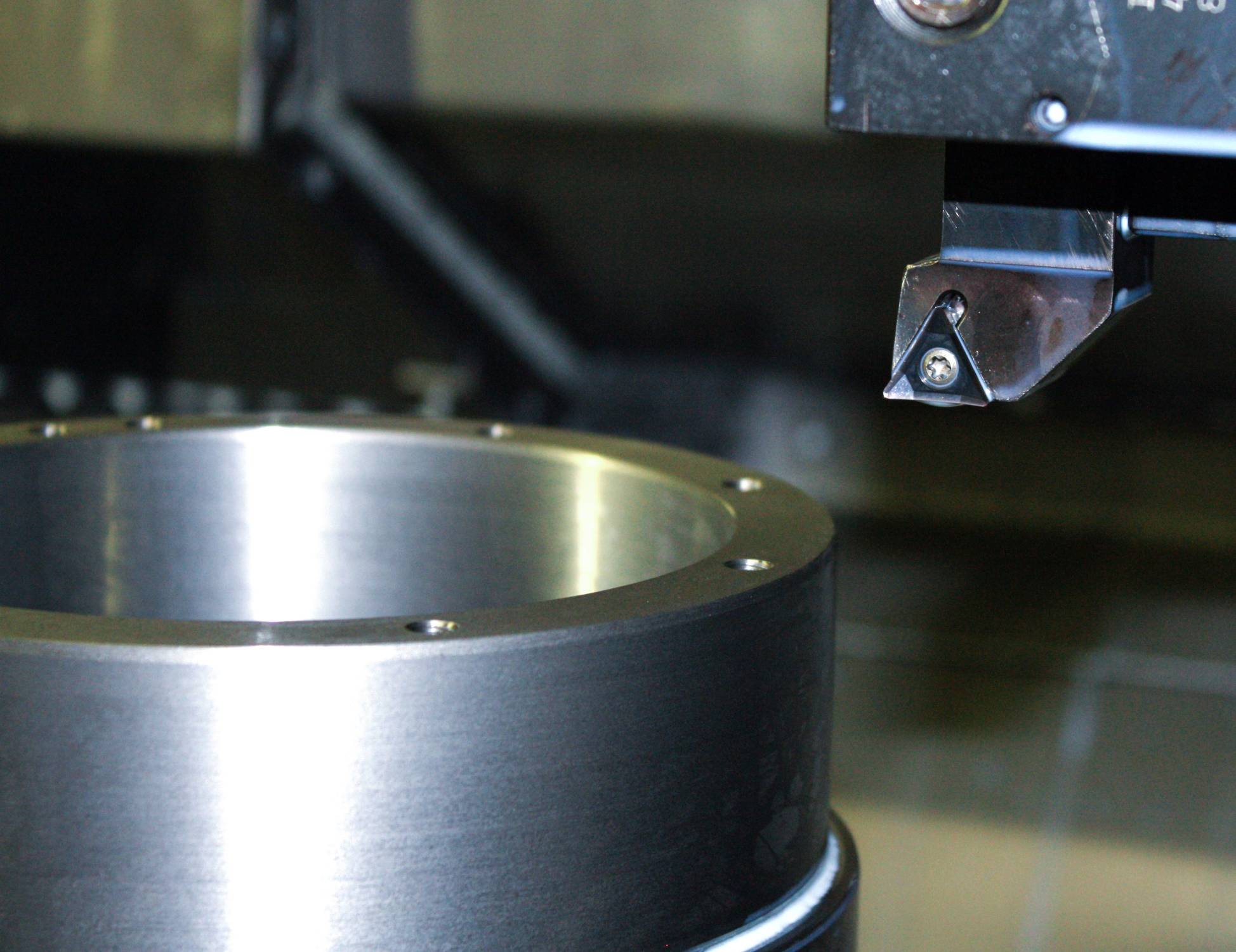
Die hochpositive Wendeschneidplatte TCGT mit Alu-Geometrie von Arno Werkzeuge sorgt für die prozesssichere Bearbeitung des Stahlgusses.
Shortcut
Aufgabenstellung: Optimierung der Drehbearbeitung an Zahnrädern.
Lösung: Hochpositive Wendeschneidplatte TCGT von Arno Werkezuge.
Vorteil: Beste Oberflächengüte, höchste Genauigkeit, Standzeitsteigerungen von bis zu 100 %, immer verfügbar.
Bei der Heidelberger Druckmaschinen AG findet man hochpräzise und zuverlässig arbeitende Digital- und Offsetdruckmaschinen. Seit vielen Jahren ist die Firma mit mehreren Produktionsstandorten in Deutschland ein wichtiger Anbieter und Partner für die globale Druckindustrie. Die Mitarbeiter sind angehalten, Technologien und Wirtschaftlichkeit der eingesetzten Komponenten in der Produktion konsequent zu überprüfen. Die Werkstückkosten sollen so gering wie möglich gehalten werden, ohne die Qualität zu beeinträchtigen. Hier arbeitet Heidelberg nur mit Partnern zusammen, die eine Weiterentwicklung in diese Richtung ebenfalls permanent vorantreiben.
Harald Johann, Leiter Arbeitsplanung Kurven, Zahnräder und Modellteile, und Andreas Knopf, Technologe Drehen und Werkzeuge am Standort Wiesloch-Walldorf bei Heidelberg, sind unter anderem für die Fertigung von Zahnrädern für Offset-Druckmaschinen zuständig. Bei der integralen Betrachtung des bestehenden Produktionsprozesses von Zahnrädern wurden auch die Wendeschneidplatten in der Drehbearbeitung näher unter die Lupe genommen. Diese können bei einer Standzeitsteigerung durchaus als ein kostensenkender Faktor wichtig werden. Mehrfache Standzeiten und daraus resultierende reduzierte Wechsel- und Einmesszeiten sind über einen längeren Zeitraum betrachtet schnell eine nennenswerte Größe bei den Stückkosten. Als Resultat der Analyse suchte Andreas Knopf eine wirtschaftlich interessante Alternative zu der bisherigen Wendeschneidplatte. Bekannt für seine Kompetenz und Produktvielfalt im Bereich der hochpositiven Wendeschneidplatten, erschien Arno Werkzeuge als potentieller Partner passend und in der Lage, alle Vorgaben zu erfüllen. Zusammen mit dem Arno Anwendungstechniker wagte sich Andreas Knopf mit der hochpositiven Wendeschneidplatte TCGT16T308FN-ALU AL10 an das Innenausdrehen und Schlichten der Zahnräder aus Stahlguss. Unter hochpositiv versteht Arno Wendeschneidplatten mit einem Spanwinkel von 27°, die umfangsgeschliffen und deren Spanbrecher poliert sind, somit eine scharfe Schneidkante besitzen und nur minimale Schnittkräfte erfordern. Die erzeugte Oberflächengüte ist dementsprechend gut, die Ergebnisse hochpräzise.
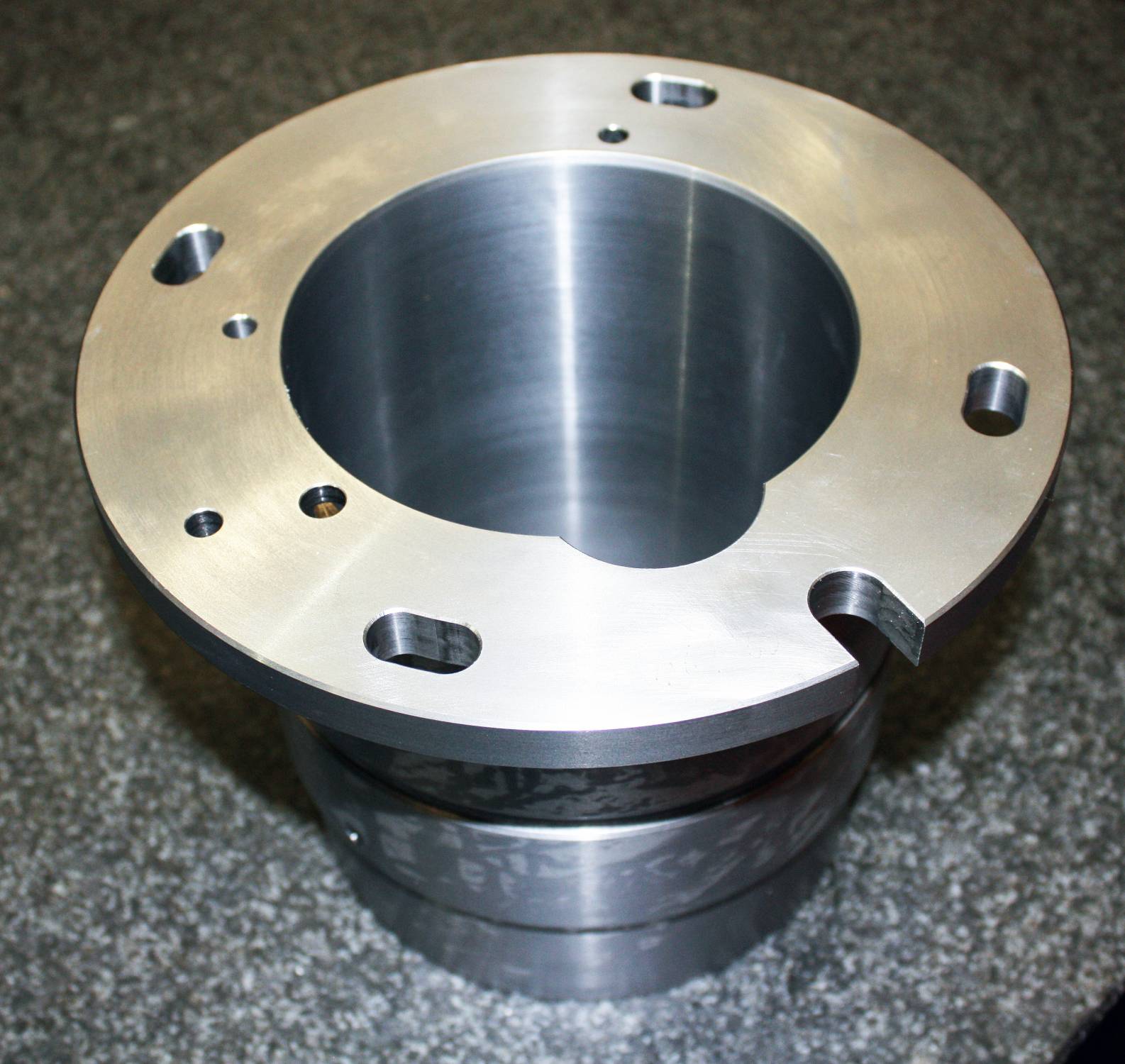
Genaueste Innenpassungen mit Toleranzen im µ-Bereich sind schwierig zu fertigen, durch intensive Zusammenarbeit mit dem Werkzeughersteller Arno aber lösbar.

Infos zum Anwender
Die Heidelberger Druckmaschinen AG ist seit vielen Jahren ein zuverlässiger Partner mit hoher Innovationskraft für die globale Druckindustrie. Das Portfolio basiert auf Produkten für Druckvorstufe, Druck und Weiterverarbeitung, Service und Verbrauchsmaterialien sowie Softwarelösungen, mit einem starken Fokus auf eine digitale Zukunft. Der Konzernumsatz im Geschäftsjahr 2016/2017 lag bei rund 2,5 Mrd. Euro. Weltweit sorgen insgesamt rund 11.500 Mitarbeiter zusammen mit Vertriebspartnern an 250 Standorten in 170 Ländern für die Umsetzung der Kundenwünsche und eine stetige Weiterentwicklung am Markt.
www.heidelberg.com
Die Herausforderung liegt in der Genauigkeit
Qualitativ hochwertige Druckerzeugnisse können nur mit einer hochgenauen Druckmaschine erstellt werden. Dies fängt bei der Innenpassung des Zahnrads an. Ein Druckwerk wird durch das Zahnrad mit dem nächsten Druckwerk verbunden und über den Räderzug optimal abgestimmt. Ist die Innenpassung nicht auf den tausendstel Millimeter genau, passt die Verzahnung außen nicht exakt in das nächste Zahnrad. Je nach Anzahl der Druckwerke in einer Maschine variiert die Anzahl an Zahnrädern und umso wichtiger ist natürlich die Präzision.
Gemeinschaftlich erarbeiteten die beiden Unternehmen in kürzester Zeit einen verbesserten und kostenoptimierten Arbeitsablauf. Erwähnenswert findet Andreas Knopf, dass Arno Werkzeuge keine falschen Versprechungen macht: „Wir haben im Feld auch die Ergebnisse erzielt, die vorher angekündigt waren. In der Produktion merkt man sehr schnell, ob jemand die Theorie auch in die Praxis umsetzten kann.“ Unterschiedlichste Drehteile wurden überprüft und neue Arno Wendeschneidplatten getestet. Dabei galt es schwierige Passungstoleranzen zu fertigen. Die erreichte Qualität war nicht nur sehr gut, die neuen Wendeschneidplatten brachten selbst bei schwierig zu fertigenden Werkstücken signifikante Standzeitsteigerungen von bis zu 100 %.
„Wir haben uns von Anfang an auf die konkreten Anwendungen konzentriert. Aufgrund unserer langjährigen Erfahrung hatten wir schon vor Beginn die Sicherheit: Diese Probleme können wir lösen“, unterstreicht der Arno Anwendungstechniker. Eine Reihe von Maßnahmen des Werkzeugherstellers führen zu einem sehr hohen Qualitätsstandard beim Schleifprozess der Wendeschneidplatten. Zum Beispiel werden Wendeschneidplatten von Arno nur auf Schweizer Schleifmaschinen mit EcoDress-Verfahren hergestellt. Bei diesem Verfahren wird nach jedem Schleifgang die Schleifscheibe gereinigt und abgezogen, sodass die Qualität jedes einzelnen Schleifvorgangs gleichbleibt, die Schleifscheibe sich nicht zusetzt und keinen Schnittdruck erzeugt. Dadurch lassen sich sehr enge Bearbeitungstoleranzen einhalten. Gegenüber dem konventionellen Schleifverfahren wird die Prozesssicherheit erhöht und die Abtragleistung gesteigert. Das Ergebnis ist eine verbesserte Oberflächengüte und Kantenschartigkeit der Wendeschneidplatten.
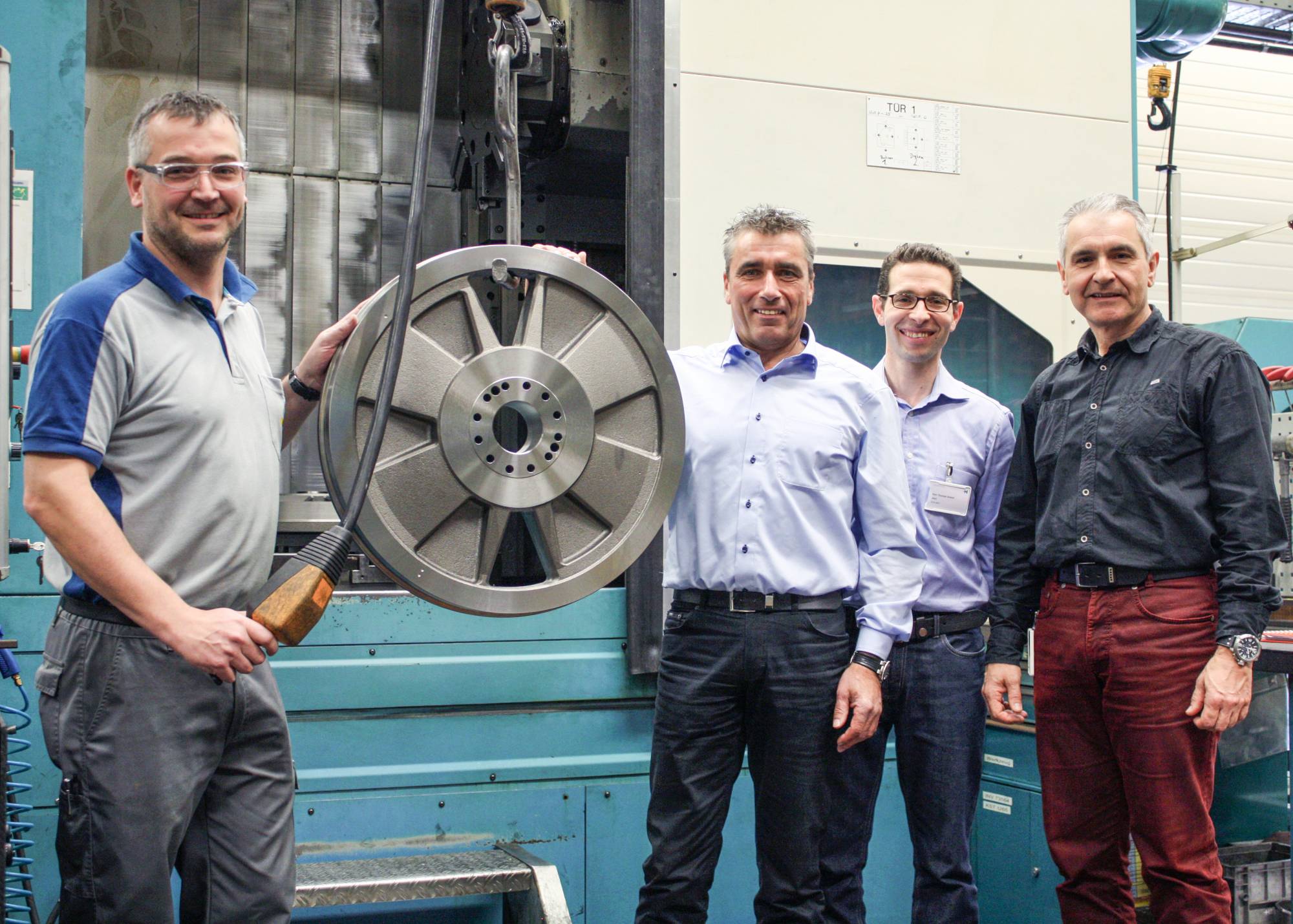
(V.r.n.l.): Andreas Knopf, Technologe Drehen und Werkzeuge bei der Heidelberger Druckmaschinen AG, definiert zusammen mit dem Arno Außendienst und der Arno Anwendungstechnik die Abläufe bei der Drehbearbeitung. Maik Tritschler, Fertigung Zahnräder, freut sich über höhere Standzeiten dank produktiveren Wendeschneidplatten.
Prozesssicherheit im Fokus
Qualität und Zuverlässigkeit sind auch bei Heidelberg ein wichtiges Kriterium. Mit einem Gewicht von rund 600 Kilo Gusseisen haben die Zahnräder bereits einen Materialwert von mehreren hundert Euro. Schon allein deswegen wurde in der Testphase ein besonderes Augenmerk auf die Prozesssicherheit gelegt. Die bislang eingesetzten Wendeschneidplatten waren zwar einigermaßen prozesssicher, Arno legte aber noch einen Zahn zu. „Die Wendeschneidplatte läuft ohne Probleme. Auch aus der Werkstatt kommen positive Rückmeldungen. Mir ist wichtig, dass die Neuheiten akzeptiert werden und sich auch in der Praxis bewähren“, so Andreas Knopf. Er hat bereits reichlich Erfahrung mit Wendeschneidplatten, die z. B. bei Lunkereinschlüssen empfindlich reagieren. Das kostet Zeit und Geld – gerade bei den aktuellen Losgrößen von 50 bis 500 Stück, in denen Heidelberg fertigt, ein wichtiges Kriterium.
Ein großer Pluspunkt ist, dass die verwendete Wendeschneidplatte als Standardartikel immer auf Lager liegt und keine großen Mindestbestellmengen voraussetzt. Für die bisher eingesetzte Sonder-Wendeschneidplatte waren beträchtliche Mindestabnahmemengen notwendig. Die pünktliche Lieferung, das Vorhalten von genügend Wendeschneidplatten, um schnell auf den Bedarf von Heidelberg reagieren zu können, und allgemein kürzere Lieferzeiten waren zusätzliche, beachtenswerte Aspekte. Der Monatsvorrat wird im Normalfall innerhalb von drei Tagen geliefert. Die genaue Abstimmung zwischen den Geschäftspartnern macht dies möglich. Durch die örtliche Nähe des Außendiensts und den flachen, unkomplizierten Strukturen bei Arno Werkzeuge können im Notfall auch mal ein paar Platten direkt zum Kunden gebracht werden.

Bis zu 1,20 m Durchmesser können die Zahnräder einer Druckmaschine groß sein. Bei der Fertigung möchte man sich auch in Zukunft weiterentwickeln und den Einsatz von Zerspanungswerkzeugen optimieren.
Neue Wege gehen
„Selbst, wenn wir heute gut sind, wollen wir uns doch immer weiterentwickeln“, betont Harald Johann. Schon allein die Vielfalt an hochpositiven Wendeschneidplatten bietet hier einen großen Spielraum. In den letzten Jahren hat Arno Werkzeuge immer wieder neue Beschichtungen am Markt eingeführt, welche die Anforderungen an unterschiedlichste Werkstoffe und neue Legierungen aufnehmen und erfolgreich umsetzen. „Beschichtung und Schneidkantenzurichtung sind zwei Stellschrauben, an denen hinsichtlich des Ergebnisses noch gedreht werden kann,“ so der Außendienstmitarbeiter von Arno. „Wir haben eine eigene Konstruktion, Entwicklung und Versuchsmaschinen auf denen täglich getestet wird.“. Erst wenn sich eine neue Wendeschneidplatte bewährt hat, wird sie auf dem Markt angeboten und bei Kunden-Tests eingesetzt. Sowohl für Harald Johann wie auch Andreas Knopf ist es elementar, mit einem Partner zusammen zu arbeiten, der gemeinsam mit ihnen vor Ort an der Maschine steht und nach Optimierungsmöglichkeiten sucht.
Ganz wichtig ist Harald Johann bei der grundsätzlichen Weiterentwicklung eine Verwendung für die Breite. Komplexitätsreduzierung wird großgeschrieben. Also weniger Wendeschneidplatten auf einen größeren Anwendungsbereich auszudehnen. Und den Nutzungsgrad bzw. die Stillstandszeiten möchte Harald Johann verständlicher Weise minimieren. Arno Werkzeuge deckt mit technisch versierten Mitarbeitern im Innen- und Außendienst sowie der Anwendungstechnik diese Anforderungen mehr als genügend ab und kann zusammen mit Heidelberg die Weichen in eine optimierte Zukunft stellen.
Teilen: · · Zur Merkliste