Einfachere Hartbearbeitung in hoher Qualität
Tipps und wirtschatliche Strategien von Sandvik Coromant für erfolgreiches Hartdrehen: Das Hartdrehen (Hard Part Turning, HPT) hat sich in den letzten 10 bis 15 Jahren zu einer anerkannten und kosteneffizienten Alternative zum Schleifen entwickelt. Durch Hartdrehen ist eine Reduzierung der Bearbeitungsdauer und der Kosten von oft mehr als 70 Prozent möglich. Neben verkürzten Zykluszeiten bietet das Verfahren noch eine Vielzahl weiterer Vorteile. Der Prozess ähnelt der herkömmlichen Drehbearbeitung und vereinfacht so die Produktion. Darüber hinaus ermöglicht das Hartdrehen einen flexiblen Maschineneinsatz, da ein und dieselbe Maschine für das Außen- und Innendrehen genutzt werden kann. Komplexe Bauteilformen lassen sich in einer einzigen Aufspannung fertigen, was die Kosten pro Bauteil senkt. Und natürlich ist das Hartdrehen weitaus umweltfreundlicher als das Schleifen, da kein Kühlschmierstoff verwendet wird und kein Schleifabfall anfällt.

Durch Hartdrehen ist eine Reduzierung der Bearbeitungsdauer und der Kosten um mehr als 70 % möglich – und das bei verbesserter Flexibilität, Vorlaufzeit und Bauteilqualität.
Das Drehen von Stahl mit einer Härte von mehr als 45 HRc (typischerweise 55 bis 68 HRc) bezeichnet man als Hartdrehen. Einige typische Bauteile sind Bremsscheiben, Getrieberäder, Lenkritzel, Ventilsitze, Kolben, Zylinderlaufbuchsen und Kupplungsgehäuse. Die meisten Fertigungsingenieure müssen vom Hartdrehen gar nicht erst überzeugt werden, denn die Vorteile sprechen für sich. Für die Umsetzung des Prozesses ist jedoch oft die Erfahrung eines erprobten Schneidwerkzeugherstellers erforderlich.
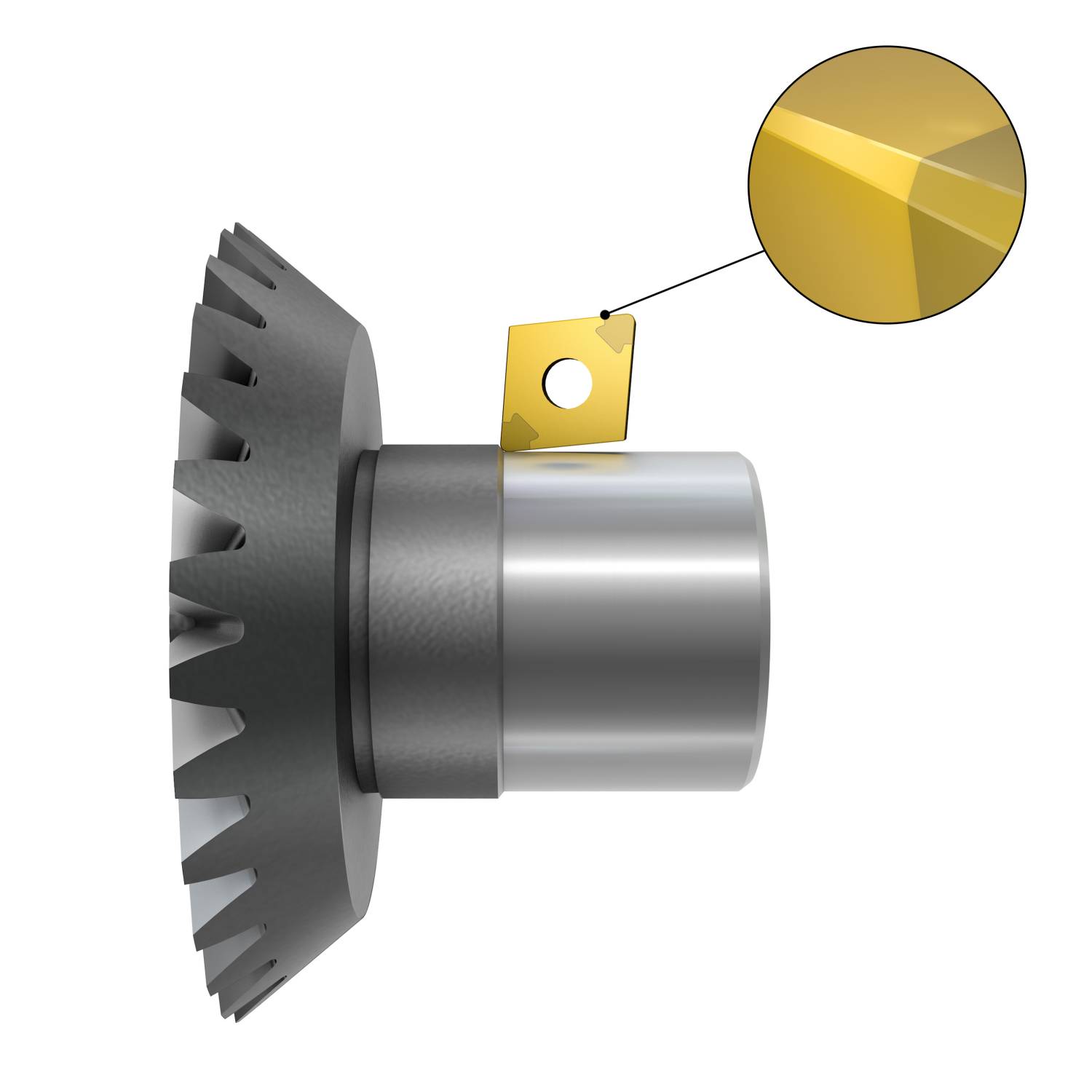
Die Ein-Schnitt-Zerspanungsstrategie eignet sich sowohl für die Außen- als auch für die Innenbearbeitung.
Zahlreiche Vorteile
Der Einsatz von Wendeschneidplatten (WSP) normaler Güte an gehärtetem Stahl führt unweigerlich zum Bruch. Für das Hartdrehen werden Güten aus kubischem Bornitrid (CBN) oder Keramik benötigt. CBN-Wendeschneidplatten halten hohen Schnitttemperaturen und -kräften ohne Verlust der Schneidkante stand. Für das leichte, kontinuierliche HPT-Schlichten eignen sich jedoch auch keramische Sorten mit hoher Wärme- und Verschleißbeständigkeit.
Bei moderaten Anforderungen an die Oberflächengüte kann Keramik für Härtegrade zwischen 50 bis 60 HRc verwendet werden. Sandvik Coromant bietet verschiedene Hochleistungssorten an: z. B. für Hochgeschwindigkeitsschlichten bei stabilen Bedingungen (CC650), Vorschlichten von warmfesten Legierungen bei instabilen Anwendungen (CC650), Schruppen bis Vorschlichten, unterbrochene Schnitte (CC670) und Vorschlichten, kontinuierliche Schnitte (CC6050).
CBN-Sorten sind jedoch die am besten geeigneten Schneidstoffsorten zum Hartdrehen. Moderne CBN-Wendeschneidplatten haben bis zu acht Schneidkanten und bieten eine integrierte Sicherheit für besseren Halt der CBN-Schneidspitzen auf negativen WSP. CBN-Sorten von Sandvik Coromant sind erhältlich für kontinuierliche Schnitte und Bearbeitungen mit leichten Schnittunterbrechungen (CB7015), Bearbeitungen mit leichten und schweren Schnittunterbrechungen (CB7025) und Bearbeitungen mit schweren Schnittunterbrechungen und instabilen Bedingungen (CB7525).
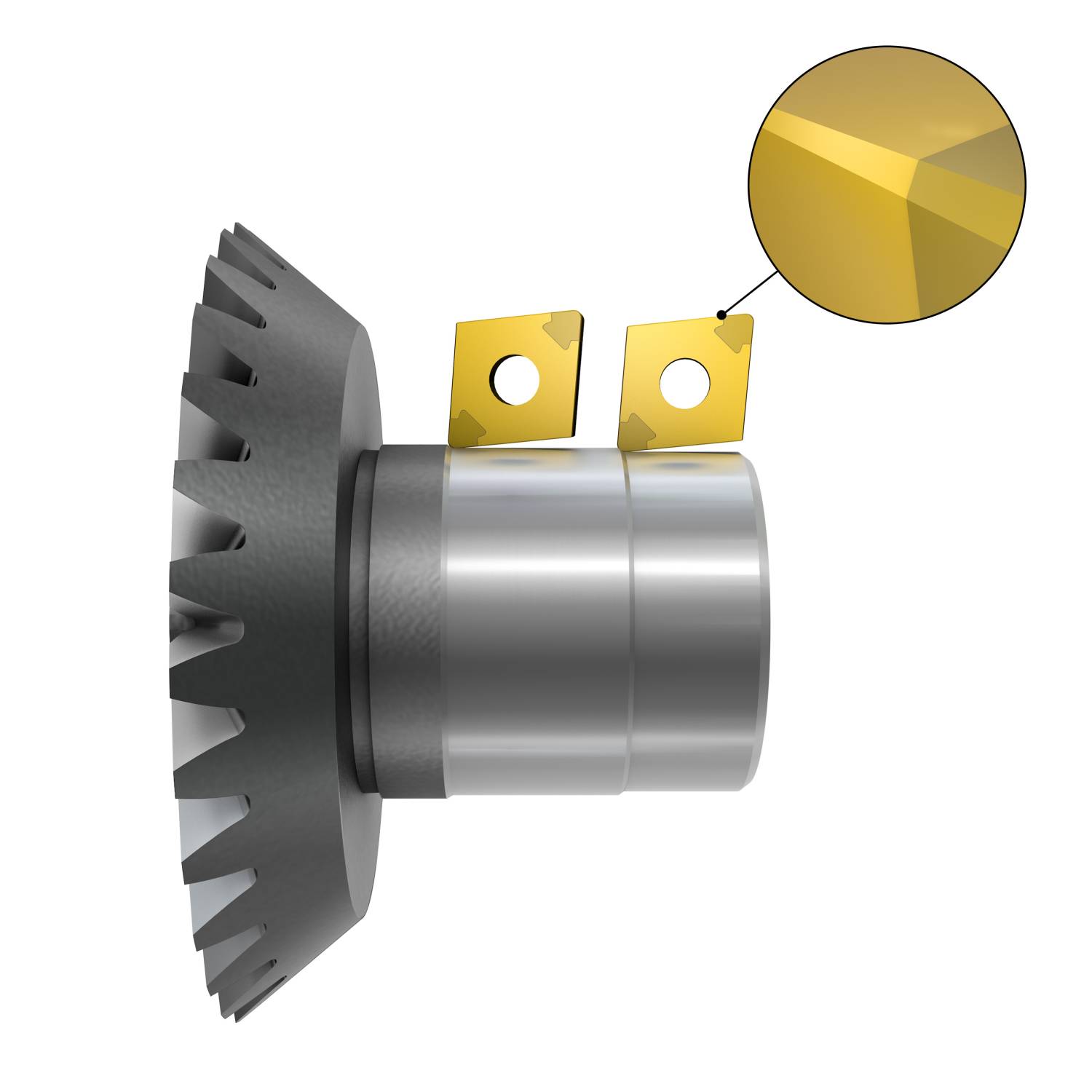
Die Zwei-Schnitt-Strategie erlaubt die unbeaufsichtigte Fertigung qualitativ hochwertiger Oberflächen.
Bereit für den Erfolg
Für beste Ergebnisse beim Hartdrehen sollten Fasen und Radien im weichen Zustand hergestellt werden. Eine stabile Maschine, Werkzeugaufspannung und -ausrichtung sind ebenso entscheidend. Bei Bauteilen, die nur am Ende gespannt werden, ist ein Länge-Durchmesser-Verhältnis bis 2:1 akzeptabel. Wird das Bauteil zusätzlich vom Reitstock unterstützt, kann dieses Verhältnis erweitert werden.
Für maximale Stabilität sollten Coromant Capto® Werkzeughalter verwendet werden. Alternativ sind Hartmetallbohrstangen gegenüber Stahlbohrstangen, aufgrund ihrer inhärenten Stabilität, vorzuziehen. Wahlvorschlag: ein stabiles Werkzeug mit großem Querschnitt und dem kürzest möglichen Überhang. Für CBN-Wendeschneidplatten empfiehlt sich das extrem sichere und stabile CoroTurn® RC Spannsystem. Beim Hartdrehen sollte der Ein- und Austritt mittels Radienprogrammierung erfolgen, wobei abrupte Bewegungen des Schneidwerkzeuges zu vermeiden sind.
Werkstätten sollten CoroTurn TR für die präzise Profilierung von Bauteilen aus gehärtetem Stahl verwenden. Dabei sorgt die iLock Schnittstelle für eine extrem sichere und stabile Positionierung der Schneidplatte im Plattensitz. Auf diese Weise verhindert CoroTurn TR Mikrobewegungen der WSP, die beim Formdrehen auftreten, wenn die Platte unterschiedlich gerichteten Schnittkräften, bei wechselndem Werkzeugweg, ausgesetzt ist. CoroTurn® 107 wird für schlanke Bauteile und Innendrehbearbeitungen empfohlen. Für Letzteres sollten auch Hartmetallschaft-Bohrstangen und schwingungsgedämpfte Werkzeuge (Silent Tools™) in Erwägung gezogen werden.

Die Anwendungsbereiche beim Hartdrehen mit CBN umfassen gehärtete Stähle, Grauguss, warmfeste Superlegierungen (HRSA) und Pulvermetalle.
Geometrien als entscheidender Faktor
Die Geometrie der WSP ist erwartungsgemäß ein entscheidender Faktor für das erfolgreiche Drehen harter Bauteile. Bei CBN-Wendeschneidplatten gibt es zwei unterschiedliche Schneidkantengeometrien. Der S-Typ besitzt die beste Schneidkantenstabilität und stellt durch seinen Widerstand gegen kleinste Ausbrüche eine konstant hohe Oberflächengüte sicher, während die geringeren Schnittkräfte des T-Typs eine optimale Oberflächengüte in kontinuierlichen Schnitten bieten und die Gratbildung minimieren. In Bezug auf die Eckengeometrie der WSP sollte immer die Wiper-Geometrie verwendet werden, um höchste Produktivität (bei stabilen Bedingungen) zu erreichen: -WG-Geometrie zum Vorschlichten und -WH-Geometrie zum Schlichten. Die patentierten Wiper-Ausführungen -WH und -WG von Sandvik Coromant basieren auf einer Kombination unterschiedlicher Radien und wurden speziell zum Hartdrehen entwickelt.
Die Xcel-Geometrie ist eine gute Ergänzung zum Schlichten. Xcel hat eine gerade Schneidkante mit geringem Eintrittswinkel. Dadurch werden dünne Späne und niedrigere Arbeitstemperaturen erzeugt, was in vermindertem Kolkverschleiß resultiert. Die Vorteile von Xcel lassen sich maximieren, wenn die gesamte Schneidkante eingesetzt wird, um die Leistung auf ebenen Oberflächen beim Schlichten in einem Durchlauf zu optimieren.
Einer der Hauptvorteile des Hartdrehens ist der Verzicht auf Kühlschmierstoff. Dies ist möglich, weil sowohl CBN als auch keramische Schneidkanten hohen Schnitttemperaturen standhalten. Im Allgemeinen wird die bei der HPT-Bearbeitung erzeugte Hitze zu 80 % an den Span, zu 10 % an die Wendeschneidplatte und zu 10 % an das Bauteil weitergegeben.

Für CBN-Wendeschneidplatten empfiehlt sich das extrem sichere und stabile CoroTurn® RC Spannsystem.

Moderne CBN-Wendeschneidplatten haben bis zu acht Schneidkanten und bieten eine integrierte Sicherheit für besseren Halt der CBN-Schneidspitzen auf negativen Wendeschneidplatten.
Wahl der Strategie
Eine weitere, überaus wichtige Überlegung beim Hartdrehen ist die Schneidstrategie, die meist dazu dient, einen guten Kompromiss zwischen Genauigkeit und Produktivität zu finden.
Die Ein-Schnitt-Zerspanungsstrategie eignet sich sowohl für die Außen- als auch für die Innenbearbeitung. Allerdings ist eine stabile Aufspannung wichtig, und der Werkzeugüberhang sollte beim Innendrehen nicht mehr als 1 x D betragen. Für eine erfolgreiche Bearbeitung werden gefaste, leicht verrundete WSP (S-Typ) sowie mittlere Schnittgeschwindigkeiten und Vorschübe empfohlen. Der große Vorteil der Ein-Schnitt-Strategie ist die kürzest mögliche Bearbeitungszeit. Jedoch müssen dafür eine kürzere Standzeit und mögliche Probleme bei der Einhaltung hoher Maßgenauigkeiten in Kauf genommen werden.
Die Alternative ist eine Zwei-Schnitt-Strategie, die eine unbeaufsichtigte Fertigung qualitativ hochwertiger Oberflächen erlaubt. Sandvik Coromant empfiehlt Wendeschneidplatten zum Schruppen in S-Typ mit einem Radius von 1,2 mm sowie Wendeschneidplatten zum Schlichten mit lediglich einer Fase (T-Typ). Beide Wendeschneidplatten sollten wiederum eine Wiper-Geometrie besitzen. Die Hauptvorteile einer Zwei-Schnitt-Strategie sind größere Sicherheit, engere Toleranzen und potenziell mehr Durchläufe bis zum Werkzeugwechsel. Allerdings werden zwei Wendeschneidplatten benötigt – und es fällt ein zusätzlicher Werkzeugwechsel an.
Teilen: · · Zur Merkliste