Kennametal KCS10B: Schneidstoffsorte für Hochtemperaturlegierungen
Die Schneidstoffsorte KCS10B von Kennametal wurde für die Drehbearbeitung von Superlegierungen auf Nickel-, Kobalt- und Eisenbasis für die Luft- und Raumfahrt und andere Hochtemperaturanwendungen entwickelt.

Alle gängigen Formen, Größen und Geometrien der Wendeschneidplatten sind nun auch in der neuen Schneidstoffsorte KCS10B erhältlich.
Das Besondere an der Schneidstoffsorte KCS10B ist, dass auf ein ultrafeinkörniges Hartmetallsubstrat eine neuartige Beschichtung aufgetragen wird. Für die Bearbeitung von schwer zerspanbaren Superlegierungen hat das folgende Vorteile: Die Schichthaftung verbessert sich, die Werkzeugstandzeit verlängert sich um bis zu 50%, die Prozesssicherheit steigt und die Produktivität erhöht sich. Mit dem neuen Schneidstoff KCS10B meistert der Anwender mühelos auch jene Herausforderungen, die sich häufig bei der Drehbearbeitung von Hochtemperaturlegierungen stellen, namentlich die Kraterbildung und den Kerbverschleiß im Eingriffsbereich der Schneidplatte. Diese beiden Verschleißarten führen oft zu einem unerwarteten und nicht selten sogar zu einem vollständigen Werkzeugausfall.
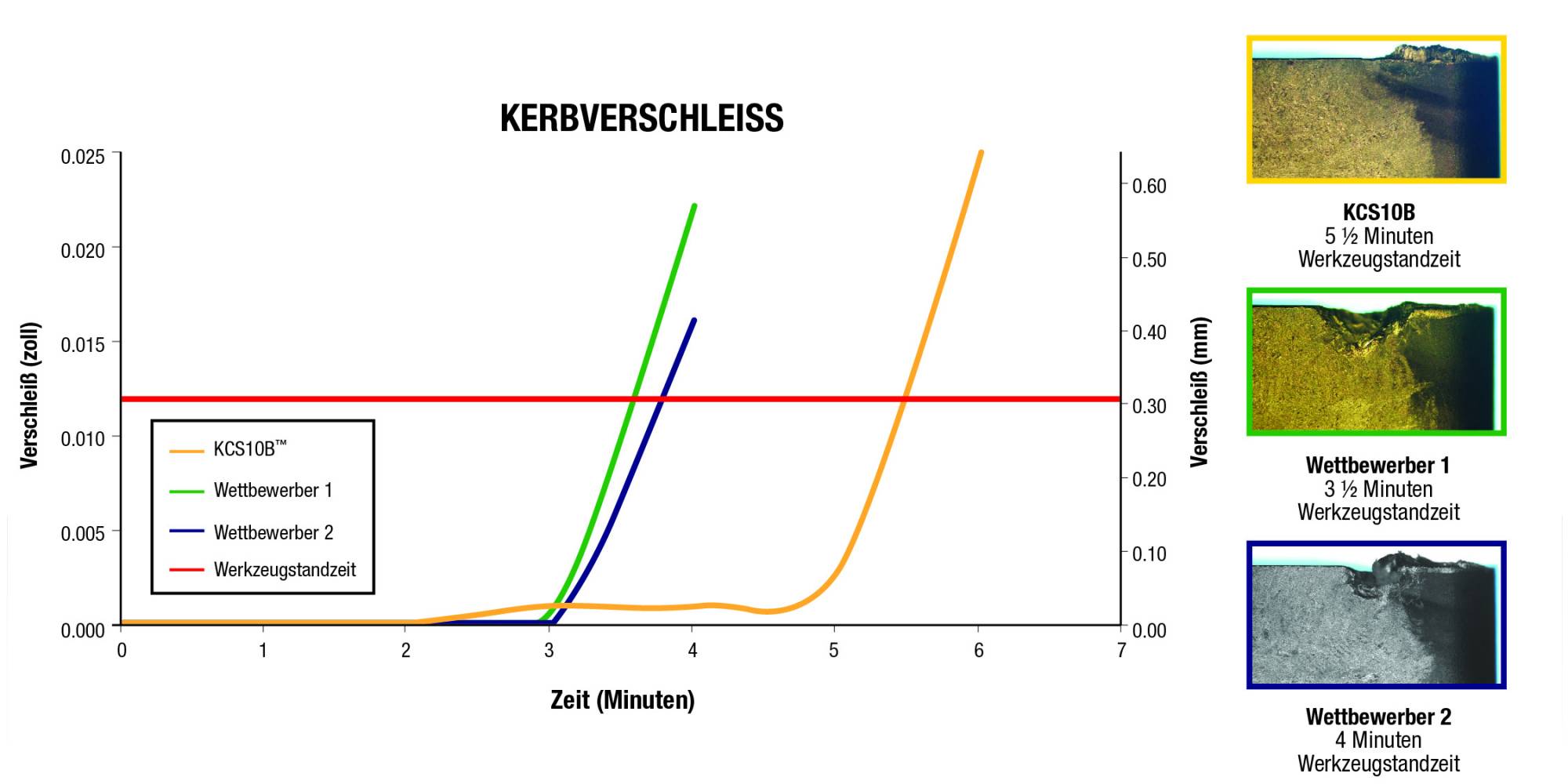
Inconel 718 (NiCr19FeNbMo DIN), 36-39 HRC, ununterbrochener Schnitt, externe Kühlung. Schnittbedingungen: 61 m/min, 0,25 mm/U/min, 1,5 mm Schnitttiefe. Kerbverschleiß im Eingriffsbereich der Platte und Kraterbildung sind dank der glatten Beschichtung und der speziellen Kantenausführung der mit KCS10B beschichteten Wendeplatten einfacher zu beherrschen.
Besonderes Beschichtungsverfahren
„Die besonderen Eigenschaften von KCS10B werden durch ein von Kennametal entwickeltes Verfahren zum Hochenergieimpulsmagnetronsputtern (High-Power Impulse Magnetron Sputtering – High-PIMS-Verfahren) erzeugt. Während die Schneidwerkzeuge beim herkömmlichen PVD-Beschichtungsverfahren mit kleinen Tröpfchen benetzt werden, wird beim High-PIMS-Verfahren ein feiner AlTiN-Nebel erzeugt, der sich als eine Reihe von extrem dünnen, glatten und verschleißfesten Schichten auf die Schneidplatten legt“, erklärt Robert Keilmann, leitender Produktmanager bei Kennametal und zuständig für den Bereich Drehbearbeitung.
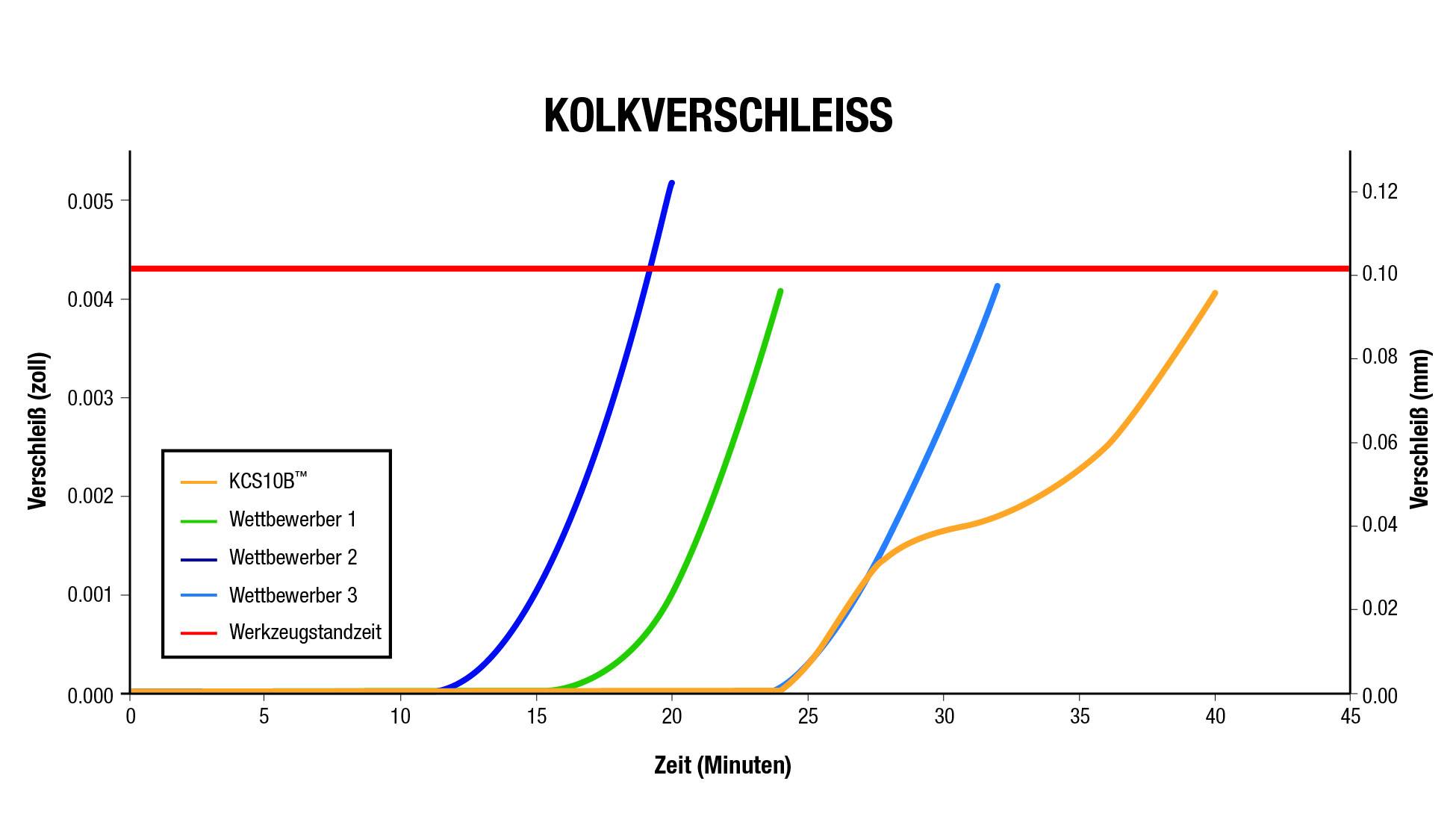
Inconel 718 (NiCr 19 FeNbMo DIN) 36-39 HRC, ununterbrochener Schnitt, externe Kühlung. Schnittbedingungen: 91 m/Min, 0,15 mm/U/min, 0,25 mm Schnitttiefe.
Verschleißfest
Materialien wie Inconel 718 und Stellit 31 lassen Werkzeuge schnell verschleißen, Werkzeugstandzeiten sind nur schwer einschätzbar. Durch den Einsatz der Schneidstoffsorte KCS10B reduziert sich der Kerbverschleiß, die Werkzeugstandzeit bei Schruppbearbeitungen hingegen verlängert sich von drei auf bis zu über fünf Minuten. In Schlichtbearbeitungen halten KSCS10B-Wendeplatten sogar noch länger. „Hier können die Schneidplatten im Vergleich zu Produkten des Wettbewerbs doppelt oder dreimal so lange eingesetzt werden, bis es zu einer sichtbaren Kraterbildung und infolgedessen zu einem Werkzeugausfall kommt“, so Keilmann.
Das Angebot umfasst Wendeschneidplatten mit positivem und negativem Spanwinkel, unterschiedlichen Spanformstufen sowie verschiedenen Schneidkantenausführungen. Dadurch eignet sich die Schneidstoffsorte KCS10B bestens für die Drehbearbeitung von Legierungen auf Eisen- (S1), Kobalt- (S2) oder Nickelbasislegierungen (S3).
Verbesserte Werkzeugstandzeit
„Durch das neue Beschichtungsverfahren lassen sich nicht nur viel glattere Schneidplattenoberflächen, sondern auch deutlich schärfere Schneidkanten erreichen“, erklärt Keilmann. „Durch unser fortschrittliches Honverfahren und die Endbearbeitung der Schneidkanten verringert sich die Reibung und damit auch die Wärmeentwicklung. Dies wiederum führt zu einer verbesserten Werkzeugstandzeit. Außerdem kommt es seltener zur Bildung von Aufbauschneiden. Letztere sind oft ein weiterer Grund für den Werkzeugausfall und treten bei der Bearbeitung von Hochtemperaturlegierungen häufig auf. Dank der exzellenten Maßgenauigkeit der Kennametal-Wendeschneidplatten sind die in der Produktion eingesetzten Werkzeuge nun so leistungsstark und die Bearbeitungsverfahren so stabil und prozesssicher, dass auch anspruchsvolle Hochtemperaturlegierungen erfolgreich bearbeitet werden können.“
Teilen: · · Zur Merkliste