anwenderreportage
Ingersoll T-Absorber: Vibrationsfreie Innenbearbeitung
Hochfestes Aluminium Die Bearbeitung einer Hohlwelle mit einer 300 mm tiefen Bohrung stellte eine große Herausforderung für die Produktionsplanung bei der ZTS-Zerspanungstechnik Stadler GmbH dar. Durch den Einsatz einer schwingungsgedämpften Bohrstange der T-Absorber-Serie von Ingersoll konnte die Hohlwelle prozesssicher und ratterfrei bearbeitet werden.
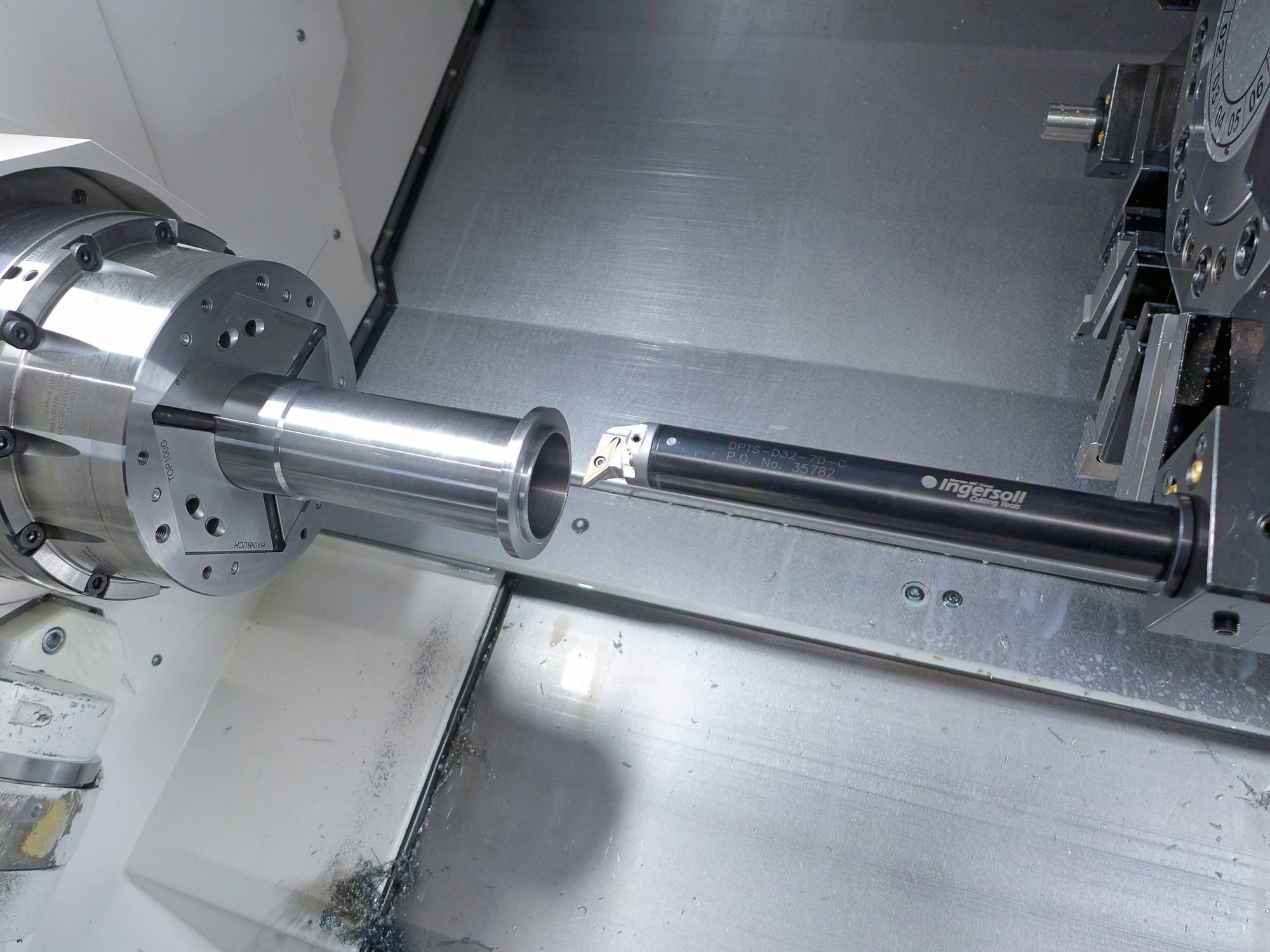
Innenbearbeitung einer Hohlwelle aus hochfester Alu-Knetlegierung mit einer schwingungsgedämpften T-Absorber Bohrstange von Ingersoll.
Shortcut
Aufgabenstellung: Bearbeitung einer Hohlwelle aus hochfestem Aluminium.
Material: AlZnMgCu1,5
Lösung: Schwingungsgedämpfte Bohrstange der T-Absorber-Serie von Ingersoll.
Vorteil: Prozesssichere, ratterfreie Bearbeitung, optimale Oberflächenqualität, hohe Produktivität, reduzierte Kosten.
Die ZTS-Zerspanungstechnik Stadler GmbH ist ein junges und modernes Unternehmen. Gegründet im Jahre 1992 durch den Namensgeber Johann Stadler, hat man sich als Spezialist für die spanabhebende Bearbeitung im Fräs- und Drehbereich etabliert. Seit 2017 leiten Christoph Jobst und Julian Leikam das Unternehmen. Der neue, frische Wind scheint dem jungen Unternehmen zusätzlichen Schwung verliehen zu haben, denn seit dieser Zeit hat sich der Mitarbeiterstamm verdoppelt und der Umsatz verdreifacht.
Natürlich ist auch der Maschinenpark gewachsen. Er besteht beim Fräsen aus modernen 3- bzw. 5-Achs Bearbeitungszentren von Mazak, und auch für die Drehbearbeitung stehen leistungsfähige Drehmaschinen des gleichen Herstellers zur Verfügung. Weiterhin sind neuere Maschinen für das Schleifen, Sägen, Laser-Beschriften und Vermessen dazugekommen.
Die geforderte Oberflächengüte von Rz 16 wurde durch den vibrationsfreien Schnitt der Spezialbohrstange mehr als erreicht.
Infos zum Anwender
Die ZTS-Zerspanungstechnik Stadler GmbH ist Spezialist für die spanabhebende Bearbeitung im Fräs- und Drehbereich. Beliefert werden in erster Linie Kunden im Sondermaschinenbau und Werkzeugbau, aber auch Unternehmen aus dem Schweißmaschinenbau und Hersteller von Bedruckmaschinen und Stanzmaschinen zählen zu den Stammkunden. Überwiegend werden Einzelteile, sowie Kleinserien gefertigt. Bearbeitet werden Bauteile aus NE-Metallen, Qualitäts- und Edelstählen, hochlegierten Sonderstählen und Kunststoffen.
www.stadler-info.de
Bearbeitung einer Hohlwelle aus hochfestem Aluminium
Der Einsatz von Ingersoll-Werkzeugen hat vor etwa neun Jahren mit den Hochvorschubfräsern der HiFeedMini-Serie begonnen. Die Fräser konnten damals durch Reduzierung der Bearbeitungszeit und einem besonders ruhigem Fräsverhalten überzeugen. Aus dieser positiven Erfahrung heraus wurden auch in den Folgejahren Ingersoll-Produkte für viele Bearbeitungen eingesetzt.
Zu Beginn des Jahres 2019 stand die Bearbeitung einer Hohlwelle aus hochfestem Aluminium an. In dieses Werkstück sollte mit einer Bohrstange eine Bohrung von 90 mm Durchmesser und 300 mm Tiefe eingebracht werden. Die Bearbeitung konnte mit den vorhandenen Werkzeugen nicht prozesssicher durchgeführt werden. Die Oberfläche der Bohrung wies extreme Rattermarken auf. Auch der Test verschiedener weiterer Bohrstangen konnte keine Verbesserung schaffen.
Christoph Jobst, Geschäftsführer ZTS, wandte sich daraufhin telefonisch an Simon Dotzler, Ingersoll Beratung und Verkauf, mit der Bitte um Unterstützung bei diesem Zerspanungsproblem. Noch am selben Tag kam Dotzler mit einer geeigneten Bohrstange nach Grafenau, um diese bei der Bearbeitung der Hohlwelle einzusetzen.

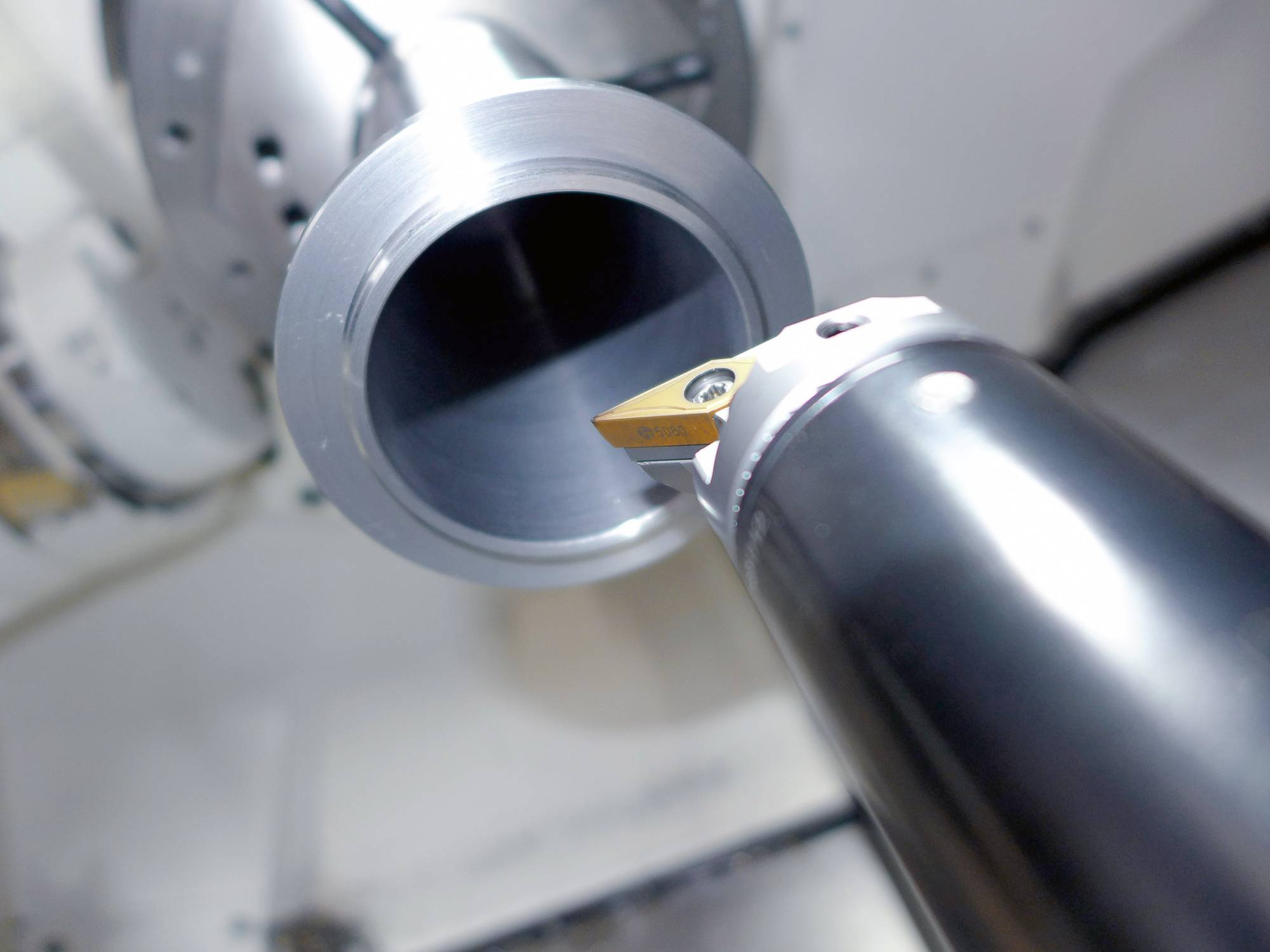
Die schwingungsgedämpften Werkzeuge der T-Absorber-Serie können mit einer Vielzahl von Drehköpfen ausgestattet werden, die wiederum mit einer großen Auswahl an Wendeschneidplatten für unterschiedlichste Anwendungen bestückt werden können.
Geforderte Oberflächengüte deutlich übertroffen
ZTS hatte die Bearbeitung von fünf Lagergehäusen in Auftrag. Hierbei handelte es sich im Rohzustand um Stangenmaterial aus einer Alu-Knetlegierung (AlZnMgCu1,5). Das Werkstück hatte eine vorbearbeitete Bohrung von 50 mm Durchmesser, die auf 90 mm Durchmesser ausgedreht werden musste – und zwar auf eine Tiefe von 300 mm. Die Bearbeitung mit konventionellen Bohrstangen war mehrfach gescheitert, da die notwendige Bauteilspannung und die Auskraglänge die bei der Innenbearbeitung auftretenden Schwingungen noch verstärkte.
Für die Bearbeitung mit der T-Absorber-Bohrstange wurde eine Schnittgeschwindigkeit von 350 m/min gewählt. Bei einer Schnitttiefe von 1,5 mm und einem Umdrehungsvorschub von 0,5 mm/U konnten die vorhergehenden Schwingungen komplett eliminiert werden. Rattermarken waren verschwunden und die geforderte Oberflächengüte wurde deutlich übertroffen.
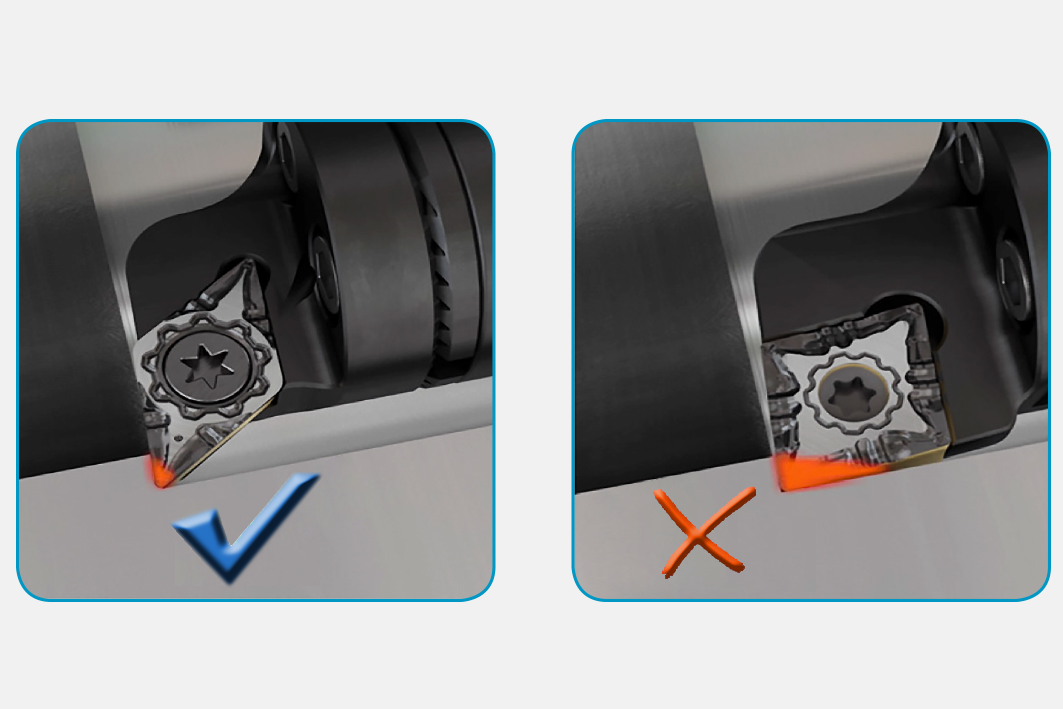
Für die erfolgreiche, schwingungsarme Innenbearbeitung von tiefen Innenbohrungen ist die richtige Wendeschneidplattengeometrie ebenso wichtig, wie eine aktiv schwingungsgedämpfte Bohrstange. Tangentiale Schnittkräfte müssen durch die gewählte Form von Schneide und Nebenschneide weitgehend reduziert werden.
Total überzeugt
Die fünf zu bearbeitenden Werkstücke wurden noch am gleichen Tag bearbeitet und die Testbohrstange von ZTS übernommen. „Dieses Produkt hat uns mal wieder total überzeugt“, war die prompte Reaktion von Jobst auf den gemeinsamen Zerspanungstest.
Aufgrund dieses positiven Einsatzes haben die jungen Geschäftsführer bei ZTS beschlossen, bei zukünftigen Planungen für neue Bauteile auch, wenn zeitlich möglich, die Expertise vom Ingersoll-Experten einzuholen. „Ich bin sowieso alle vier bis fünf Wochen im Hause – oder auch, wenn es brennt“, war die zustimmende Reaktion von Dotzler.
V.l.n.r.: Julian Leikam, Geschäftsführer ZTS, Simon Dotzler, Ingersoll Beratung und Verkauf, und Christoph Jobst, ebenfalls Geschäftsführer ZTS, freuen sich gemeinsam über die erfolgreiche Bearbeitung der Hohlwelle.
Bohrstangen für große L/D-Verhältnisse
Das Innendrehen von Werkstücken gehört zu den gängigsten Drehverfahren in der zerspanenden Industrie. Im Gegensatz zum Außendrehen wird beim Innendrehen die Wahl des Werkzeuges durch den Bearbeitungsdurchmesser (Bohrdurchmesser) und die Länge des Bauteiles bestimmt. Ein ungünstiges Längen-Durchmesser-Verhältnis der durch Bohrung und Werkstück vorgegebenen Bohrstange kann schnell zu Vibrationsproblemen führen.
Je nach vorgegebenem L/D-Verhältnis der zu bearbeitenden Bohrung kommen unterschiedliche Bohrstangen zum Einsatz. Bei einem maximalen Längen-Durchmesser-Verhältnis der Bohrstangen von 4xD werden in der Regel Bohrstangen aus Werkzeugstahl angewendet. Bohrstangen mit einem Längen-Durchmesser-Verhältnis über 4xD bis etwa 6xD werden mit Vollhartmetallschaft gefertigt. Ein noch ungünstigeres Längen-Durchmesser-Verhältnis der benötigten Bohrstange ist nur durch einen schwingungsgedämpften Bohrschaft zu realisieren, wie er auch hier im vorliegenden Bearbeitungsfall zum Einsatz kam.
Mit der Serie T-Absorber bietet Ingersoll eine komplette Serie schwingungsgedämpfter Bohrstangen mit innerer Kühlmittelzufuhr für große L/D-Verhältnisse an. Die Bohrstangen sind so konzipiert, dass sie bei Bearbeitungen mit großen Überhängen von 7xD bis 14xD Schwingungen erheblich verringern oder sogar komplett eliminieren.

Julian Leikam und Christoph Jobst, beide sind Geschäftsführer der ZTS-Zerspanungstechnik Stadler GmbH, besprechen mit Simon Dotzler, Ingersoll Beratung und Verkauf, den Werkzeugeinsatz für ein neu anstehendes Bearbeitungsprojekt.
Spezieller Dämpfungsmechanismus
Im Innern dieser Werkzeuge sitzt ein Dämpfungsmechanismus, bestehend aus einem Schwermetallgewicht, das von einem mit Öl gefülltem Gummifederelement getragen wird, um den benötigten Dämpfungseffekt nochmals zu erhöhen. Darüber hinaus enthält das System weitere Elemente zur Reduzierung von Schwingungen. Der Dämpfungsmechanismus wird bei der Bearbeitung mit großen Überhängen aktiviert und wirkt Schwingungen entgegen.
Es ist zudem möglich die schwingungsgedämpften Werkzeuge der T-Absorber-Serie mit einer Vielzahl von Innendrehköpfen auszustatten. Diese Köpfe können dann wiederum mit einer großen Auswahl an Wendeschneidplatten bestückt werden, so dass für fast alle Anwendungsfälle die richtige Kombination zur Verfügung steht. Die ideale Geometrie der Wendeschneidplatte ist in Bezug auf die Schwingungsdämpfung ebenso wichtig wie die passende Auswahl der Bohrstange.
Zur Minimierung der Vibrationsneigung sollten Anwender einen großen Einstellwinkel und einen positiven Spanwinkel, kleine Eckenradien und kleine Spitzenwinkel, Schneidplatten mit positiver Makrogeometrie sowie eine Schnitttiefe größer als Eckenradius wählen.
Teilen: · · Zur Merkliste