anwenderreportage
Prozessbeschleunigung durch virtuelle Fertigung dank ECO-System
Virtuelles Fertigen im Sinne von Ergebnisabsicherung, Fehlervermeidung sowie Prozessbeschleunigung: Die Mayer Stahl- und Apparatebau GmbH setzt auf das Coscom ECO-System auf Basis einer zentralen Fertigungs- und Werkzeugdatenbank und vernetzt CAD/CAM, Simulation und Shopfloor.

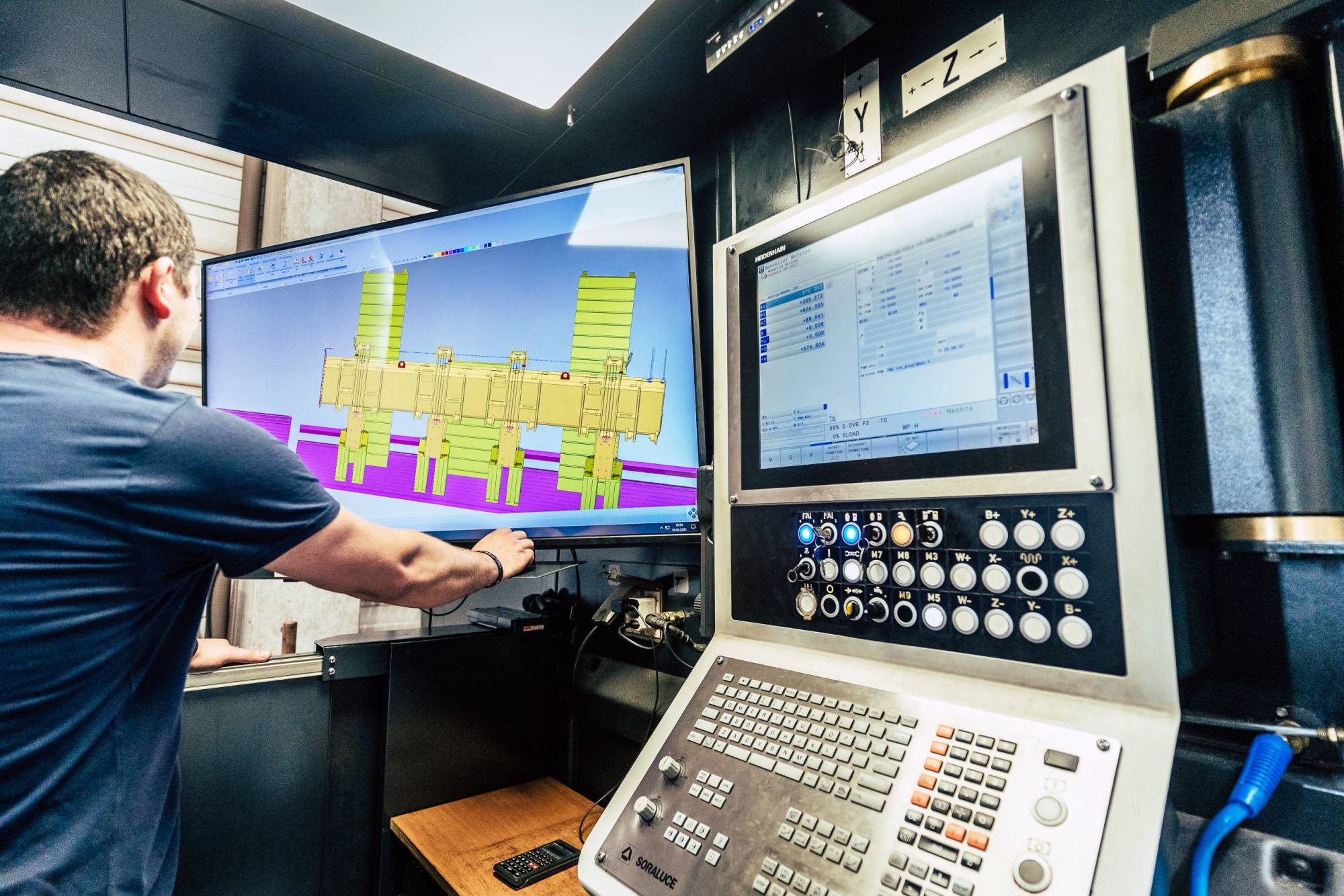
Datenvisualisierung unmittelbar an der Maschine – der Blick geht direkt in den Coscom InfoPOINT VM an einer CNC-Fräsständermaschine.
Shortcut
Aufgabenstellung: Virtuelles Fertigen im Sinne von Ergebnisabsicherung, Fehlervermeidung, Rüst- und Aufspannoptimierung sowie Prozessbeschleunigung.
Lösung: Coscom ECO-System mit zentraler Datenbankplattform inkl. Simulation mit VERICUT von CGTech.
Nutzen: 100 % Digitalisierung aller Werkzeugdaten, Dokumentation und Rückverfolgbarkeit, Online-Transparenz, 25 % Zeitersparnis.
50 t Gewicht, 18 m Länge – Präzision in der Herstellung von Großbauteilen ist eine Herausforderung der besonderen Art. Neben einem hoch technologisierten Maschinenpark und einer umfassenden digitalen Tool-Infrastruktur sind handwerkliche Fähigkeiten und technischer Sachverstand der Mitarbeiter gefragt, denn es muss eine Maßhaltigkeit über eine enorme Distanz eingehalten werden. Um genauer zu sein geht es dabei um Einheiten von 0,03 bis 0,05 mm bei einer Bearbeitungslänge von bis zu 18 m.
Für den Lohnfertiger Mayer Stahl- und Apparatebau aus Heidenheim sind derartige Werte Tagesgeschäft. Seit mehr als hundert Jahren fertigt der Betrieb Großbauteile und Stahlkonstruktionen in kompromisslos hoher Qualität, in vertrauensvoller Zusammenarbeit mit dem Kunden und mit einem Höchstmaß an Flexibilität.
Obwohl die Dimensionen der Großbauteile gewaltig sind, ist höchste Präzision und Maßhaltigkeit gefragt. Die umfassende Datenbereitstellung hilft, Aufspann- und Rüstzeiten zu minimieren.


Infos zum Anwender
Mit einer Produktionsfläche von mehr als 10.000 m², einem modernen CNC-Maschinenpark und über 60 hochqualifizierten Mitarbeitern ist die Mayer Stahl- und Apparatebau GmbH in der Lage, Großbauteile bis 50 t Stückgewicht als Einzelfertiger und Zulieferant am Standort Heidenheim zu fertigen. Zu den Kernkompetenzen zählen neben verschiedenen Schweißverfahren insbesondere die mechanische Bearbeitung an CNC-gesteuerten Fahrständermaschinen.
Digital geradewegs in die Zukunft
In der Einzelgroßteil-Fertigung lässt sich in einem hart umkämpften Markt nur bestehen, wenn es zu keinen Kollisionen oder anderweitigen Fehlern bei der spanenden Bearbeitung kommt. Die Absicherung des gesamten Prozesses muss also lückenlos zu 100 % geschehen. Es geht um die 1:1-Simulation auch von Teilprozessen wie sehr aufwändigem Rüsten, zeitintensivem Auf- und Umspannen sowie Werkzeugwechsel bei der tatsächlichen Bearbeitung.
„Failure is not an option“, das gilt auch für Geschäftsführer Martin Gentner, den Meister Zerspanung Dietmar Koch und den CNC- Programmierer Marijan Lokner im Tagesgeschäft. Das Ziel heißt: maximale Ergebnisabsicherung, 100 % Fehlervermeidung, Rüstoptimierung und daraus abgeleitet natürlich die maximale Beschleunigung des kompletten Arbeitsprozesses. Wie aber lassen sich diese hochgesteckten Ziele erreichen? Ganz klar, ein professionelles CAM-System ist ein wichtiger Lösungsbaustein dafür.
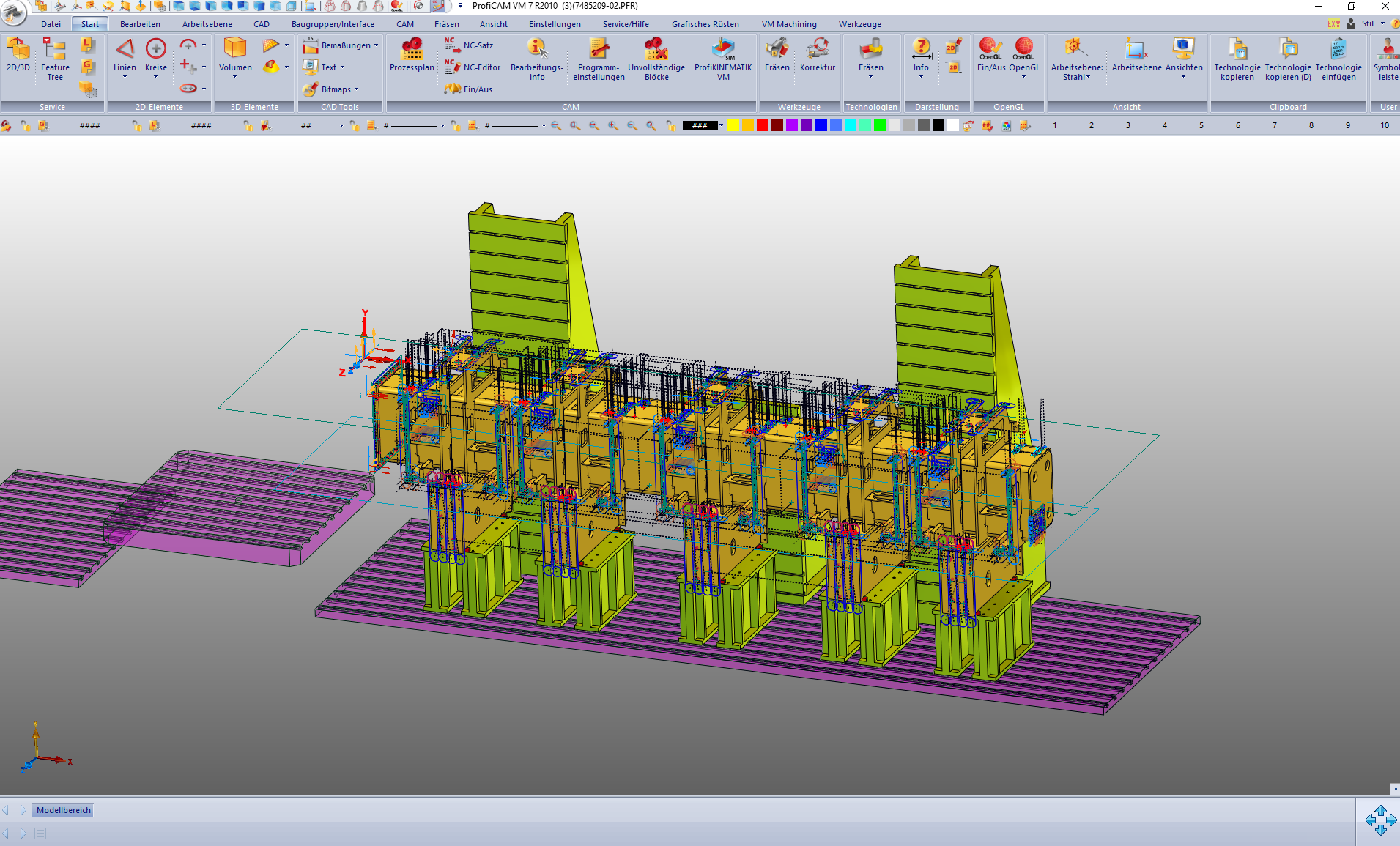
Doch das allein reicht bei weitem nicht aus. Der Brückenschlag von der idealisierten Welt der CAM-Simulation in die harte Realität der Bearbeitungszentren muss geschlagen werden. Deshalb hat sich die Mayer Maschinenbau GmbH für ProfiCAM Virtual Machining (VM) der Coscom Computer GmbH für die CAM- Programmierung und VERICUT von CGTech mit seiner NC-Satz-Simulation entschieden. Beide Tools sind gekoppelt an das COSCOM ECO- System, bestehend aus FactoryDIRECTOR VM und ToolDIRECTOR VM, das die CAM-Programmierung und Maschinensimulation mit allen relevanten, digitalen Fertigungs- und Werkzeuginformationen versorgt. Mit NC-Programmen gespeist werden im Rahmen der mechanischen Bearbeitung die Fahrständer-Fräs- und -Bohrcenter FR 12000, FR 14000 und FS 18000 sowie Starbett-Fräsmaschinen SL 8000 und SP 10000, alle von Soraluce.

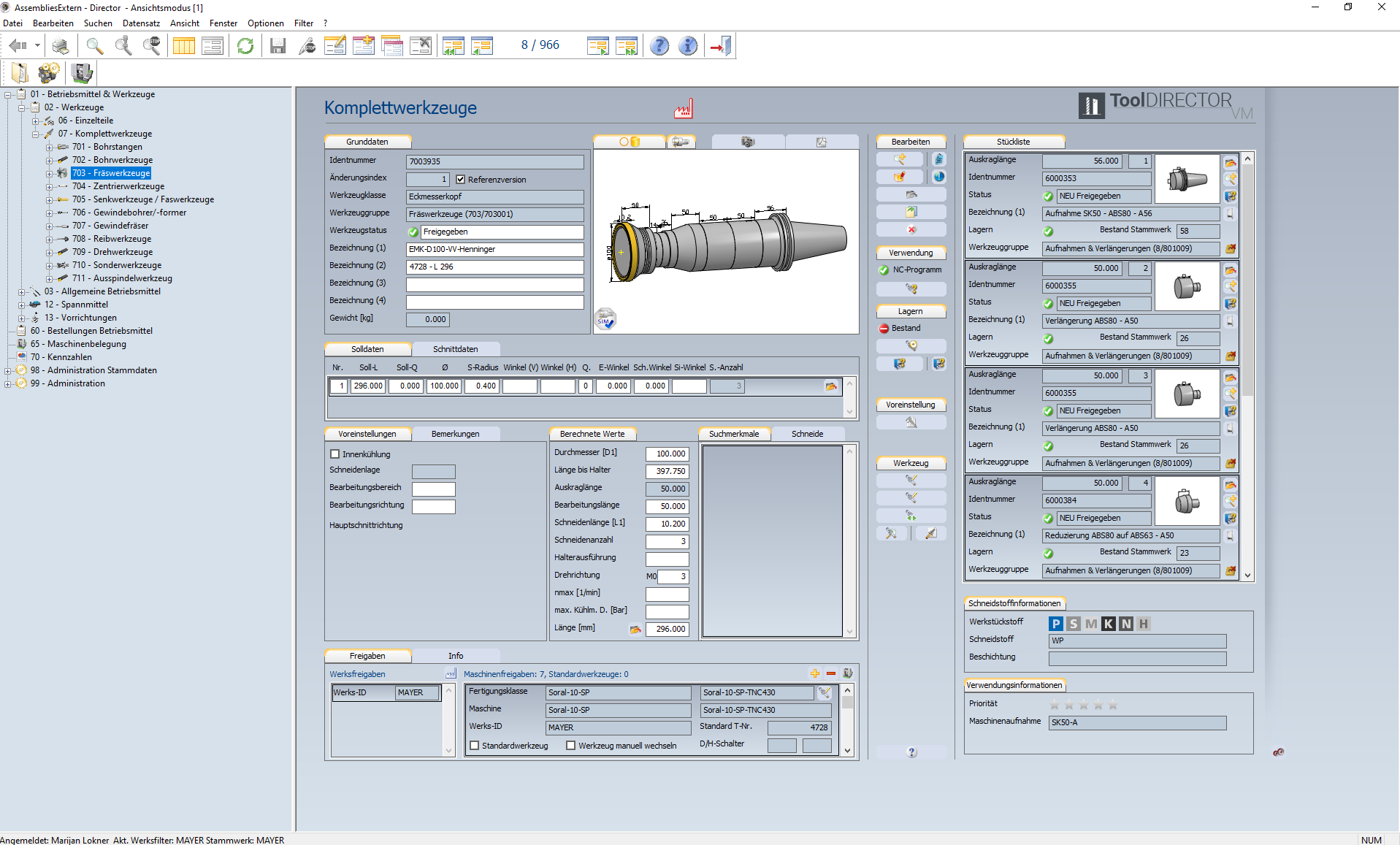
Der ToolDIRECTOR VM sorgt für ein lückenloses Werkzeug-Datenmanagement vom CAM über die Werkzeugvoreinstellung bis an die Maschine.
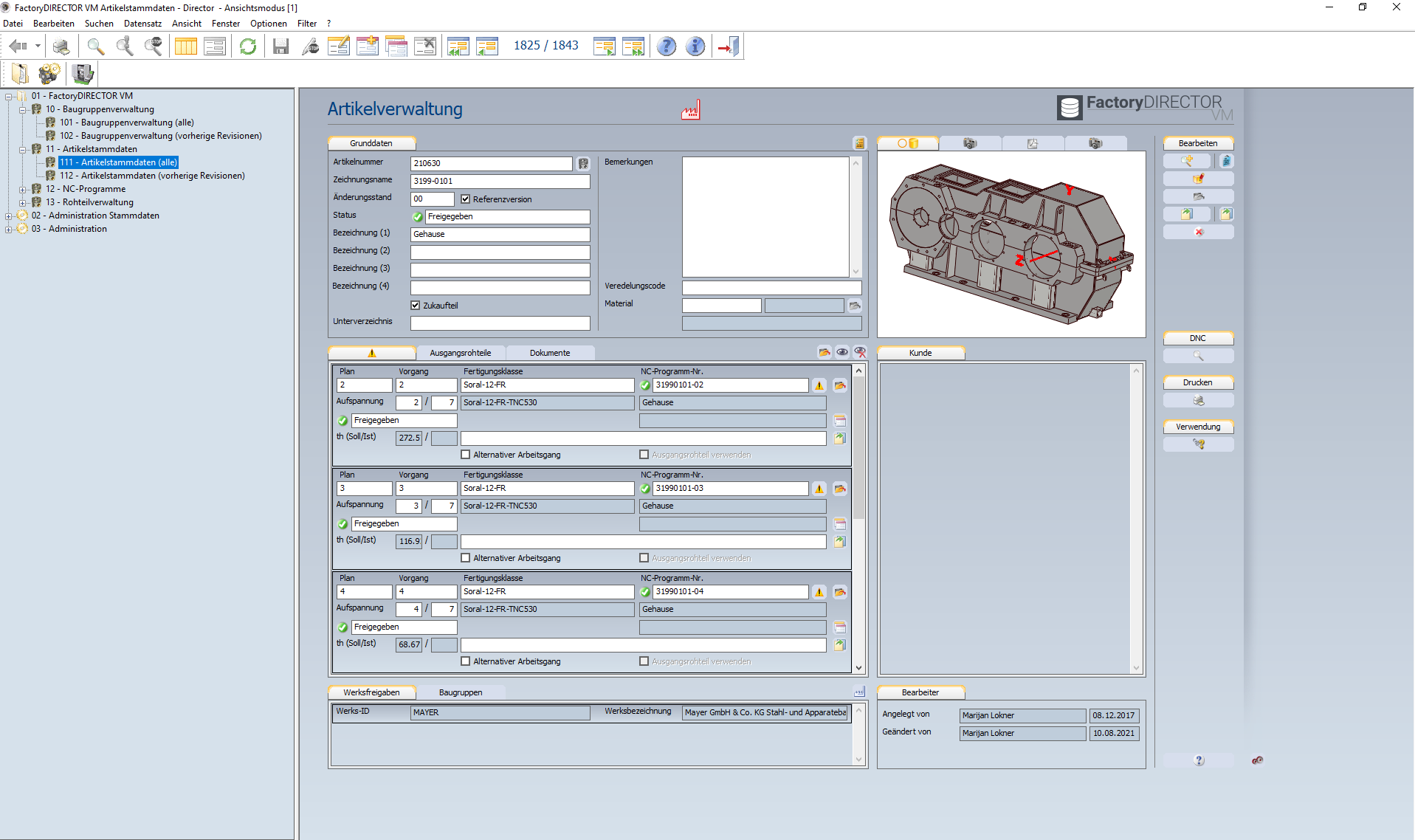
Aufbau der Know-how-Datenbank: Der Coscom FactoryDIRECTOR VM garantiert die optimierte Zusammenarbeit zwischen Konstruktion, NC-Programmierung, Arbeitsvorbereitung und den Werkern an den Maschinen.
100 %ige Absicherung der CAM-Programmierung
Mit dem Ziel der hauptzeitparallelen 3D-Programmierung wurde das Coscom-Projekt vor einigen Jahren mit der Einführung von ProfiCAM VM für den Bereich Fräsmaschinen mit Mehrseitenbearbeitung begonnen. Wenig später kam die Werkzeugverwaltung Tool- DIRECTOR VM hinzu, die das CAM-System mit Werkzeugdaten versorgt und somit die Programmierung mit realistischen Geometrien der Werkzeuge erlaubt. Zug um Zug wurde der ToolDIRECTOR VM mit Daten über Werkzeugkomponenten und Komplettwerkzeuge angereichert.
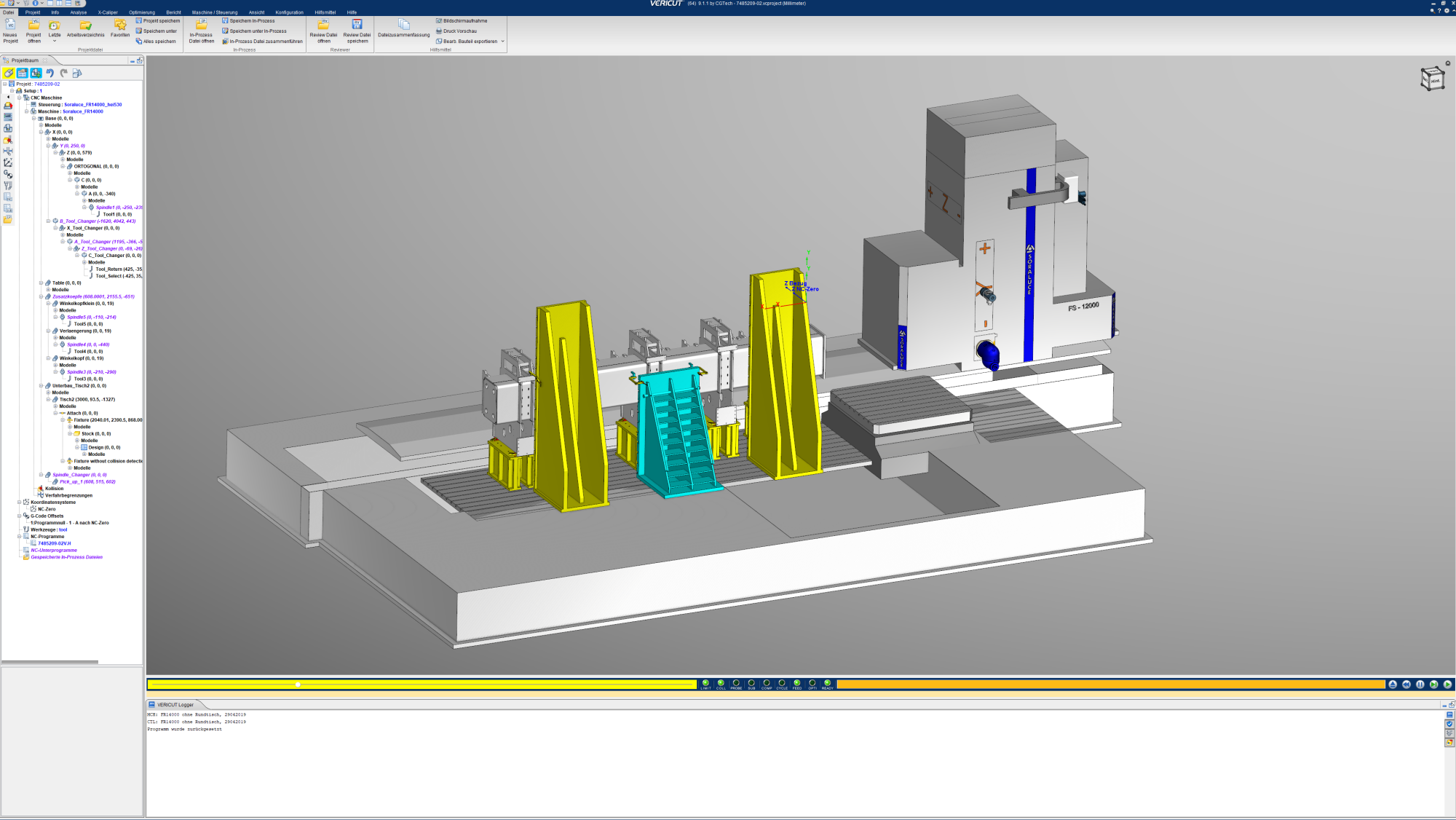
Inzwischen sind so rund 4.200 Komplettwerkzeuge im System hinterlegt. Koch ist überzeugt: „Kein CAM-System mehr ohne Werkzeugverwaltung“, und fügt hinzu: „Für die Maschinensimulation des kompletten Bearbeitungszyklus hatten wir uns für VERICUT entschieden, um 100 % auf Basis des NC-Codes nach dem Postprozesslauf in ProfiCAM VM das Ergebnis abzusichern. Uns war bereits damals bewusst, dass die NC-Datensätze unbedingt nochmals nach dem Postprozessor-Export getestet werden mussten, also jene NC-Sätze, die tatsächlich in der Maschine eingesetzt werden. Auch wenn Coscom sehr gute NC-Codes durch maschinenoptimierte Postprozessoren in seinem CAM-System liefert, wollen wir wirklich 100 % sicher bei der Kollisionskontrolle gehen.“
Wirtschaftliche Großteilfertigung verlangt eben diese Rückversicherung. Die Soraluce-Maschinen haben keinen festen Werkzeugwechselpunkt, sondern nehmen das Werkzeugmagazin im Sinne von hauptzeitparallelem Rüsten bei der Bearbeitung mit, um die Spindellaufzeit zu maximieren. Das wird bei der NC-Satz-basierten Simulation von VERICUT berücksichtigt.
„Das ist sehr wichtig, weil man sich nicht genau vorstellen kann, ob beim Wechsel das Werkzeug mit einer Länge von zum Beispiel 300 mm nicht doch irgendwo am Werkstück bei einer Höhe von 5 m oder mehr aneckt“, erklärt Lokner. Durch die ProfiCAM-VERICUT-Kopplung ist die 100-%-Kontrolle mit „echten“ NC-Programmen nach dem Postprozessor-Export sichergestellt – die offene Coscom-Systemarchitektur mit der universellen CAM- und Simulationsschnittstelle Coscom TCI (Tooldata Cooperation Interface) macht’s möglich.

Lückenloser Datenprozess bis an die Maschine
Die Einführung des ToolDIRECTOR VM hob die CAM-Programmierung auf ein neues Qualitätsniveau und sorgte gleichzeitig für einen lückenlosen End-to-End-Prozess, bezogen auf das Durchreichen von digitalen Werkzeuginformationen bis in die Werkzeugvoreinstellung und an die Maschine: Werkzeuglisten, Zusammenbauvorschriften der Komplettwerkzeuge, vermessene Werkzeug-Ist-Daten wurden nun im gesamten Prozess unmittelbar verfügbar.
„Die Bereitstellung von aktuellen Daten ist extrem wichtig, weil es um Rüst- und Bearbeitungszeiten von teilweise mehreren hundert Stunden geht. Da dürfen keine Irrtümer geschehen. Doch bei aller Digitalisierung wird der versierte Werker an der Maschine nach wie vor gebraucht, weil es sich ja um Einzelteilfertigung handelt. Jedes Bauteil muss schließlich individuell eingefahren werden“, betont Koch. Die Details dazu sind zum Beispiel in den digital erfassten Spannplänen festgehalten.
Allein die exakte Positionierung eines Rohlings auf dem Maschinenbett von mehreren Tonnen Gewicht ist die erste, aber besonders wichtige Voraussetzung für eine schnelle Abarbeitung des Auftrags. Und es muss schnell gehen, daher wird parallel gearbeitet: „Zum Beispiel wird an der linken Seite des Maschinentischs ein Werkstück bearbeitet, während auf der rechten Seite, durch eine mechanische und elektronische Trennung geschützt, das nächste Werkstück aufgespannt und für den nächsten Bearbeitungsprozess vorbereitet wird – vorausgesetzt natürlich, die Situation lässt dies zu“, veranschaulicht Koch eine typische Aufgabenstellung der Bearbeitung auf großen Maschinen.
Die Bemaßung (bezogen auf den Nullpunkt) und die Spannpläne lagen früher nur in Papierform an der Maschine vor. Doch ging stets die Angst um, dass nicht alle notwendigen Informationen oder veraltete Daten die Maschine erreichen würden. Die Mayer Stahl- und Apparatebau GmbH ging im Laufe der Jahre noch weitere Schritte in Richtung „virtuelles Fertigen“ und führte den FactoryDIRECTOR VM ein, um sämtliche Papierdokumente zu digitalisieren und auf InfoPOINTs zu visualisieren. Aus Sicht von Dietmar Koch war es ein großer Schritt nach vorne, als jede Maschine mit einem PC und einem Monitor ausgerüstet wurde und damit die Zettelwirtschaft ein Ende fand: „Alle bereitgestellten Daten werden nun direkt vor der Maschine mit dem COSCOM InfoPOINT VM visualisiert. Selbst die Simulation kann dort aufgerufen werden und man kann sich die konkrete Aufspannsituation in 3D anzeigen lassen und von allen Seiten aus begutachten.“
Wirklich alles, was vor Ort benötigt wird, ist nun 100 % digital über den InfoPOINT VM abrufbar: Werkzeuglisten, Spannpläne, NC-Programme und Simulationen, was zu signifikanter Fehlerreduktion und Erhöhung der Präzision bei der Bearbeitung führt. Nun darf man sich den Datenfluss am InfoPOINT VM aber nicht als „Einbahnstraße“ vorstellen, denn in der Ausbaustufe mit einem Kommunikationsmodul kann der Werker über den InfoPOINT VM Rückmeldung an die Arbeitsvorbereitung oder den Meister geben, etwa wenn etwas nicht vorrätig ist.
Das steigert die Produktivität, denn fehlende Informationen sind ein Synonym für Maschinenstillstand. Der Werker dokumentiert seine Arbeitsgänge über den InfoPOINT VM direkt in den PDF-Zeichnungen, was die unmittelbare Nachverfolgbarkeit der einzelnen Tätigkeiten garantiert. Dieses „digitale Markieren“ sei eine Besonderheit von Mayer, wie der zuständige Coscom-Vertriebsbeauftragte Peter Schrumpf betont. Die Werker arbeiten im Drei-Schicht-Betrieb. Jedem Kollegen ist eine Farbe zugewiesen, die sie nutzen, um jene Bereiche des Bauteils zu kennzeichnen, die sie bearbeiten.

Großteilebearbeitung par excellence: Die Mayer Stahl- und Apparatebau GmbH produziert mit einer Genauigkeit von 0,03 bis 0,05 mm Toleranz bei 18 m Länge der Werkstücke.
Digitalisierung zu Ende gedacht
Bei der Mayer Stahl- und Apparatebau GmbH dient der FactoryDIRECTOR VM als zentrale Datenbasis für alle Fertigungsdaten und digitalen Fertigungsdokumente. Alle Technologiedaten rund um ein Werkstück wie NC-Programme, Fertigungszeichnungen, Rüstlisten und Aufspannpläne werden nun zentral in einer Datenbank verwaltet und von dieser aus allen Prozessteilnehmern gemäß der anstehenden Aufgabe in der Arbeitsvorbereitung und im Shopfloor zur Verfügung gestellt.
Auch der FactoryDIRECTOR VM arbeitet in beide Richtungen: So werden die während des Produktionsprozesses optimierten NC-Codes, etwa in Hinsicht auf angepasste Vorschübe oder Fräswegekorrekturen, in die Datenbank zurückgespielt.
„Im Falle der Wiederholteilfertigung bedeutet diese Fertigungsdokumentation, dass das Coscom ECO- System eine Knopfdrucklösung aufgrund von ausgeklügelter Know-how-Sicherung aus der vorangegangenen Fertigung ist“, sagt Geschäftsführer Martin Gentner begeistert. Es werden sämtliche Fertigungsinformationen ausnahmslos digitalisiert. In Summe sind es bis dato rund 12.000 auftragsbezogene Technologiedatensätze – das ist das Ergebnis von durchschnittlich 250 Aufträgen pro Jahr, wobei für jeden Auftrag im Schnitt vier bis fünf NC-Programme erstellt werden.
Der Geschäftsführer rechnet vor: „Nahm früher eine typische Bauteilbearbeitung rund 15 Arbeitstage in Anspruch, sind es heute keine zehn mehr. Gut 25 % der erzielten Zeiteinsparungen haben wir durch die Digitalisierung mit Coscom erreicht.“ Lokner ergänzt: „70 % aller Teile könnten wir heute ohne Digitalisierung gar nicht mehr effizient und wettbewerbsfähig produzieren.“
Anders formuliert: Die virtuelle Fertigung sichert der Mayer Stahl- und Apparatebau GmbH ihre Existenz als Großteile-Lohnfertiger, wobei Wettbewerbsfähigkeit nicht nur im Sinne von minimalen Bearbeitungszeiten verstanden werden sollte, sondern auch als Fähigkeit, die steigenden Qualitätsanforderungen der Kunden weiterhin erfüllen zu können.
Teilen: · · Zur Merkliste