Speedio M200X3 & M300X3: Drehen und Fräsen in einem Prozess vereint
Aus 1 mach 2 – Brother hat das Modell Speedio M140X2 in zwei Modelle gesplittet: Speedio M200X3 und Speedio M300X3. Der Unterschied der beiden Modelle liegt vor allem in der Werkstückgröße, welche bearbeitet werden kann. Bisher konnten schmale und hohe Werkstücke bearbeitet werden – neu sind nun auch flache Flunder und Ringe möglich. Der solide Maschinenbau bei beiden Modellen ermöglicht nach wie vor eine präzise und qualitativ hochwertige Bearbeitung. Wie alle Speedio Modelle von Brother ist auch diese neue Maschine kompakt gebaut und benötigt eine geringe Stellfläche in der Produktionshalle.

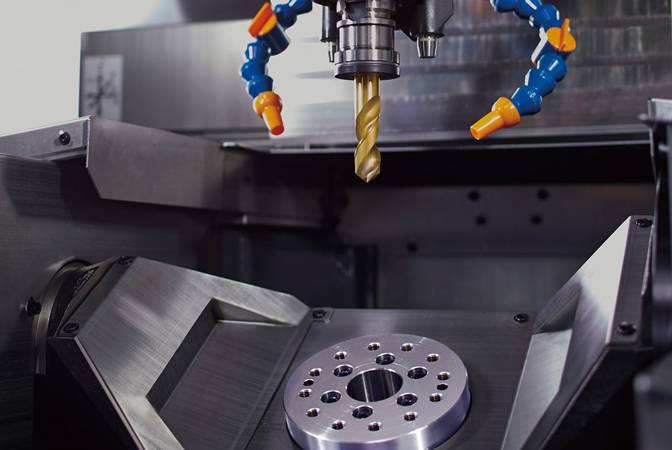
Die Brother Speedio M200X3 vereint Fräsen und Drehen in derselben Maschine.
Eigenschaften der Brother Speedio M200X3 und M300X3
• Fräsen und Drehen in einem Prozess vereint
• 1,5 Sek. Span zu Span
• Geringer Platzbedarf
• Variable Spindeloptionen für hohe Geschwindigkeit und hohes Drehmoment
• 98 % Maschinenverfügbarkeit sorgt für erhöhte Produktivität und Wettbewerbsfähigkeit
Die vertikalen 5-Achs-Bearbeitungszentren Speedio M200X3 und M300X3 wurden von Brother entwickelt, damit sich die Technologien Fräsen und Drehen in einem Prozess vereinen. Dank dieser Vereinigung senken sich die Teilekosten und die Werkstücke werden passgenauer gefertigt, da diese in einer einzigen Aufspannung bearbeitet werden können.
Der jeweils integrierte Schwenkrundtisch ist als solide Wippe ausgeführt. Durch die Prozessintegration Drehen verfügt die C-Achse über einen DD-Antrieb, mit welchem für den Drehprozess eine Drehzahl von bis zu 2.000 U/min erreicht werden kann. Dazu hat der Direktantrieb kein Getriebespiel und ermöglicht schnelles Positionieren mit hoher Beschleunigung. Die Schwenkachse wird mit einem spiellosen Rollengetriebe aufgebaut.
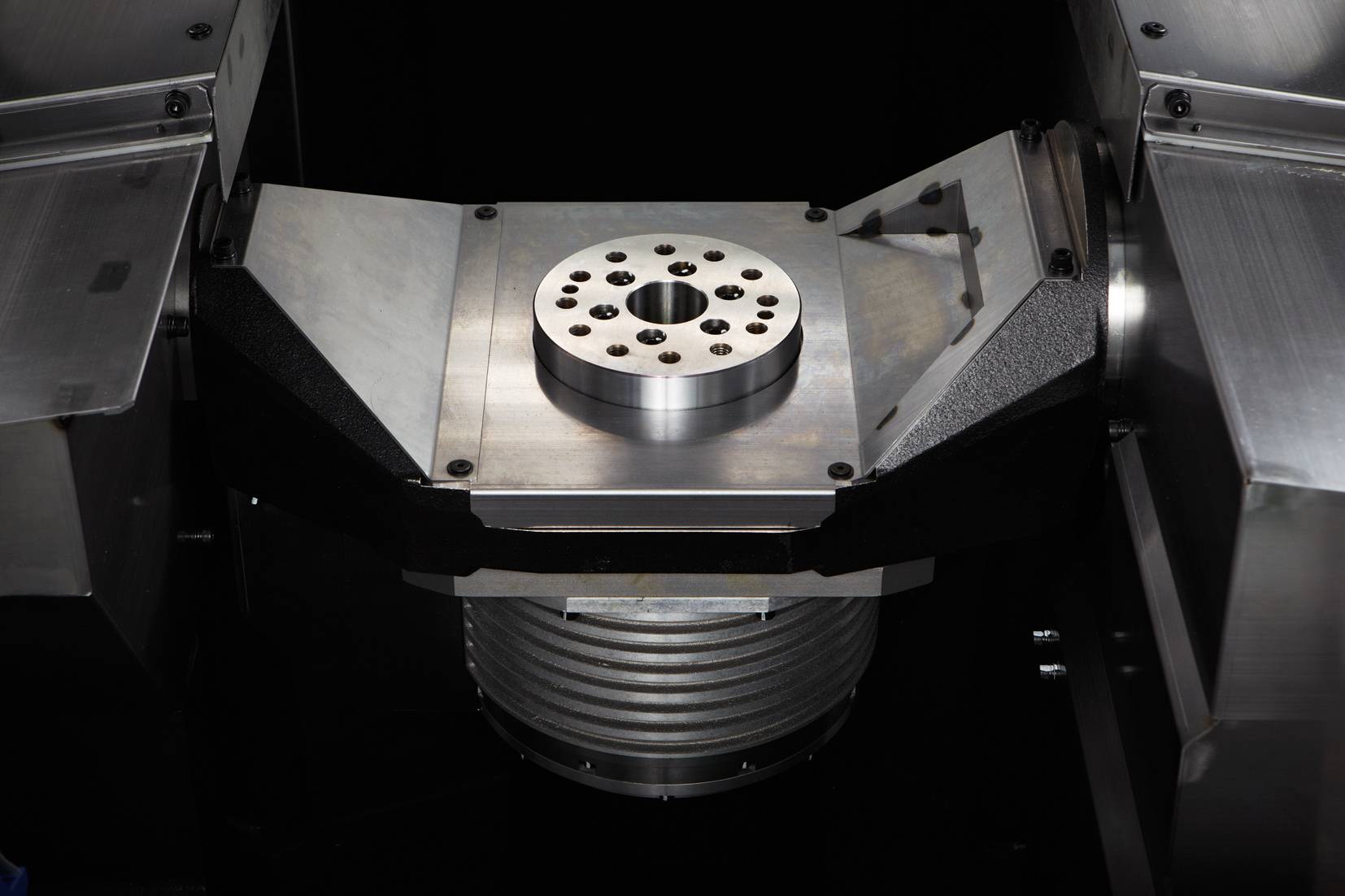
Maschinenstruktur, die komplexe Bearbeitungen ermöglicht.
Span zu Span 1,5 Sek.
Durch optimale Steuerung von Spindel-Start-Stopp, Z-Achsen Auf-und Ab und gleichzeitiger Magazinoperation wird ein Highspeed-Werkzeugwechsel (nonstop ATC) erzielt. Eine Doppelkegelsperre wird eingesetzt, um das Drehwerkzeug in der Werkzeugspindel zu fixieren und damit ein stabiles Bearbeiten zu gewährleisten.
Ein Rollennockengetriebe wird eingesetzt, um die Schwenkachse (A-Achse) zu bewegen. Da das Takten dieser Achse ohne Klemmung erfolgt, werden hohe Geschwindigkeit und entsprechende Genauigkeit beim Takten erzielt.

Die Maschine stellt ihre Fähigkeiten bei der Hochgeschwindigkeits- und Hochleitungsbearbeitung voll unter Beweis.
Nebenzeiten reduzieren
Durch gleichzeitiges Positionieren der X-, Y-, Z-Achsen sowie der A-, C-Achsen während des Werkzeugwechsels lassen sich Nebenzeiten spürbar reduzieren. Brothers Originalsteuerung des synchronen Gewindeschneidens führt zu einem Ergebnis mit hoher Genauigkeit und Geschwindigkeit.
Das hohe Spindeldrehmoment bewegt sich im Medium- und Hochgeschwindigkeitsbereich, wodurch die Maschine ihre Möglichkeiten in der Highspeed-Bearbeitung von Aluminium oder Stahl mit bemerkenswerter Effektivität ausspielt (max. Drehmoment: 40 Nm, max. Ausgangsleistung 18,9 kW).
Produktivität mit dem schnellen Start/Stopp der Spindel.
Drehleistung
Aufgrund der hohen Spindel-Ausgangsleistung und der Doppelkegelsperre für die Drehwerkzeuge ist die Maschine mit hervorragender Drehleistung ausgestattet. Die gestoppte Zeit, in der die Spindel ihre maximale Drehgeschwindigkeit von 2.000 min-⁻¹ erreicht, beträgt nicht einmal 0,3 Sekunden. Die Einsparungen in den Bearbeitungszeiten sind direkt messbar (max. Drehmoment: 55 Nm, max. Ausgangsleistung: 8,7 kW).
Teilen: · · Zur Merkliste