anwenderreportage
Ingersoll BladeMasterPlus: Erfolgreiche Dreh-Fräsbearbeitung
Herausforderung Inconel 625 gemeistert: Bei der schwierigen Bearbeitung einer Extruderschnecke aus Inconel 625 haben die Zerspanungsspezialisten von Ingersoll gemeinsam mit den Fertigungsfachleuten der Kinkele GmbH & Co. KG die Dreh-Fräsbearbeitung optimiert. Mit der Kombination der beiden Rundplattenfräser-Serien BladeMasterPlus und FormMasterPlus konnte die Extruderschnecke vibrationsfrei und mit deutlich verbesserter Standzeit bearbeitet werden.

Die Bearbeitung des Schneckenprofiles bei Kinkele beginnt gegenüber der eingespannten Seite, hier behält der Schneckenkern den größten Durchmesser und die Extruderschnecke die höhere Stabilität.
Shortcut
Aufgabenstellung: Optimierung der Dreh-Fräsbearbeitung von Extruderschnecken.
Werkstoff: Inconell 625
Lösung: Rundplattenfräser-Serien BladeMasterPlus und FormMasterPlus von Ingersoll.
Vorteil: Ruhigeres Fräsen und enorme Standzeiterhöhung.
Die Kinkele GmbH & Co.KG ist sicher einer der führenden Auftragsfertiger des allgemeinen Maschinenbaus – das Portfolio und auch die Referenzliste der ausgeführten Projekte sind außergewöhnlich breit gefächert: Die weltweit größte Uhr im Royal Clock Tower in Mekka oder das 14 Meter hohe Modell der Trägerrakete Ariane 5 sind zwei spektakuläre Beispiele abgewickelter Aufträge. Insgesamt sind die knapp 1.000 abgewickelten Aufträge pro Jahr nicht ganz so außergewöhnlich wie die aufgeführten Beispiele, aber keineswegs weniger anspruchsvoll oder herausfordernd. Aufträge aus fast 40 unterschiedlichen Branchen erfordern ein breites Fertigungs-Know-how.

Die erste Bearbeitung am Werkstück aus Inconel 625 ist das Fräsen eines Einstiches.


Rundplattenwerkzeug BladeMasterPlus
Die BladeMasterPlus-Serie ist in erster Linie zur Bearbeitung von Turbinenschaufeln entwickelt worden. Aber auch für die Bearbeitung schwer zu zerspanender, exotischer Materialien empfiehlt sich dieser Werkzeugtyp. Die Wendeschneidplatten sind nur durch die zentrale Befestigungsschraube fixiert und bieten auch ohne zusätzliche Klemmschraube einen festen Sitz.
Die Rundplattenfräser werden mit Wendeschneidplatten von 10 und 12 mm Durchmesser, die Werkzeugkörper im Durchmesserbereich 20 bis 80 mm in enger Teilung angeboten.
BladeMasterPlus ist als Einschraubfräser und Aufsteckfräser nach DIN 8030 verfügbar und zwar mit der Wendeschneidplatte Durchmesser 10 mm im Bereich 20 bis 52 mm und mit der 12 mm Wendeschneidplatte im Bereich 25 bis 80 mm.
Projektpartner und Dienstleister
Kinkele versteht sich nicht nur als klassischer Auftragsfertiger, vielmehr als Projektpartner und Dienstleister. Zu den Qualifikationen in klassischen Produktionsfeldern wie Schweißen, Zerspanen, Lackieren, Montieren und die Qualitätssicherung kommt eine ausgeprägte Kompetenz im Projektmanagement. Mehr als 40 Ingenieure und Techniker sind für die Arbeitsplanung, Konstruktion und Projektplanung zuständig. Das Ochsenfurter Unternehmen wird sehr häufig von den Kunden in den Produktentwicklungsprozess eingebunden und dann auch mit dem kompletten Projektmanagement beauftragt. Je nach Kundenwunsch kann dies vom konstruktiven Entwurf über die Beschaffung der Zulieferteile bis zur Lieferung und Inbetriebnahme der kompletten Maschine reichen.
Die Fertigungsmöglichkeiten bei Kinkele sind imponierend. Maschinen und Anlagen bis zu einem Fertiggewicht von 100 Tonnen und Einzelgewichte bis 50 Tonnen können bearbeitet werden, wobei Werkstücklängen von 500 bis 21.500 mm und Werkstückhöhen und Breiten von 500 bis 5.000 mm machbar sind.
Rundplattenwerkzeug 5W7H052R00 der FormMasterPlus-Serie – bei Kinkele bevorzugt eingesetzt bei Durchmessern unter 210 mm.
Hohe Anforderungen
Die gleichen hohen Anforderungen, die bei Kinkele an den Maschinenpark und die Mitarbeiter gestellt werden, stellt man selbstverständlich auch an die Zulieferer. Besonders die eingesetzten Zerspanungswerkzeuge müssen bei der Bearbeitung der anspruchsvollen Werkstücke tagtäglich ihre Leistungsfähigkeit und Wirtschaftlichkeit unter Beweis stellen. Das Ochsenfurter Unternehmen arbeitet seit vielen Jahren mit Zerspanungswerkzeugen von Ingersoll und wird dabei von Hermann Schimmer, Key-Account Manager bei Ingersoll, betreut. Bei Testeinsätzen und Zerspanungversuchen wird Schimmer durch Bernhard Müller, Anwendungstechniker bei Ingersoll, unterstützt.
Eine immer wiederkehrende anspruchsvolle Bearbeitung bei Kinkele ist die Dreh-Fräsbearbeitung von Extruderschnecken. Nicht das Drehfräsen an sich als nicht alltägliche Fräsbearbeitung stellt hier die Herausforderung dar, sondern der Trend nach immer verschleißfesteren, also schlechter zu zerspanenden Materialien bedingt immer leistungsfähigere Werkzeuge. Die Grundkörper der Extruderschnecken wurden in der Vergangenheit vorwiegend aus Duplex-Stahl gefertigt, ein rost- und säurebeständiger Stahl, dessen Gefüge aus Ferrit und Austenit besteht. Dieser Stahl hat eine höhere Festigkeit als rostfreier Chrom-Nickel-Stahl und eine höhere Verformbarkeit als rostfreier Chromstahl. Auch dieser Duplex-Stahl gehört zu den Werkstoffen, die höhere Anforderungen an das Zerspanungswerkzeug stellen. Die Überlegungen der Anwender dieser Extruderschnecken gingen aber dahin, noch verschleißfestere Materialien zu verwenden, um die Standzeit der Schnecken weiter zu erhöhen.

Aufspannsituation des Rohteiles der Extruderschnecke: Das Werkstück aus Inconel 625 wird aus Rundmaterial gefräst.
Infos zum Anwender
Als Familienunternehmen 1885 gegründet – und mittlerweile in fünfter Generation erfolgreich gewachsen – hat sich die Kinkele GmbH & Co.KG in Ochsenfurt als kompetenter Ansprechpartner für anspruchsvolle Aufgaben im Maschinenbau einen Namen gemacht. Das Portfolio ist außergewöhnlich und breit gefächert, die Aufträge aus fast 40 unterschiedlichen Branchen erfordern ein hohes Fertigungs-Know-how.
Für schlechte Zerspanbarkeit berüchtigt
Im Herbst des Jahres 2018 wurden die beiden Ingersoll Zerpanungsfachleute Schimmer und Müller von Ernst Bayer, Leiter Auftragsleitstand bei Kinkele, auf die Bearbeitung von Extruderschnecken aus Inconel angesprochen. Im Vorfeld waren bei Kinkele schon die ersten Zerspanungsversuche an Extruderschnecken aus diesem Werkstoff gelaufen, die aber noch zu keinem befriedigenden Ergebnis geführt hatten.
Inconel 625 zählt zu den Superlegierungen und ist für seine schlechte Zerspanbarkeit berüchtigt. Deshalb wird zumeist versucht, die Bauteile aus diesem Werkstoff so konturnah wie möglich herzustellen, um die nachgelagerte Zerspanung gering zu halten. Dies ist jedoch im vorliegenden Anwendungsfall nicht gegeben. Bei den zu bearbeitenden Extruderschnecken handelt es sich oft um Werkstücke, die in Einzelfertigung hergestellt werden, so dass die Bauteile vorwiegend aus dem vollen Rundmaterial mit hohem Aufwand herausgefräst werden. Als erster Bearbeitungsschritt ist ein Einstich auf der Einspannseite zu fräsen. Die Bearbeitung des Schneckenprofiles beginnt gegenüber der eingespannten Seite, da hier der Schneckenkern den größten Durchmesser behält und die Extruderschnecke selbst die höhere Stabilität aufweist.

Diese Schneckenwindung gibt einen Eindruck über die hohe Zerspanungsrate der Extruderschnecke aus Inconel 625.

Hermann Schimmer, Ingersoll Key-Account Manager, Ernst Bayer, Kinkele Leiter Autragsleitstand, Hermann Stegmaier, Kinkele Zerspanungstechnologe, und Bernhard Müller, Ingersoll Anwendungstechniker, besprechen die erfolgreiche Bearbeitung der Extruderschnecke.
Rundplattenfräser erzielen den Durchbruch
Die Ingersoll Zerspanungsfachleute wählten als Werkzeugserie, die zum Einsatz gebracht wurde, Rundplattenwerkzeuge der Serie BladeMasterPlus. Diese Werkzeugserie ist speziell für die Bearbeitung schwer zerspanbarer, exotischer Materialien entwickelt worden und wird z. B. bei der Zerspanung von Turbinenschaufeln eingesetzt. Schon die ersten Bearbeitungen mit dieser Werkzeugserie zeigten eine deutliche Verbesserung des Zerspanungsverhaltens.
Während der Optimierungsphase der Zerspanung der Extruderschnecke stellte sich heraus, das kleine Änderungen in den Schnittwerten und Wendeschneidplattengeometrien einen gravierenden Einfluss auf das Zerspanungsverhalten und das Ergebnis haben. Es wurden Inconel-typische Schnittgeschwindigkeiten zwischen 40 bis 50 m/min gefahren. Die fz-Werte mussten je nach Eingriffsbreite angepasst werden, das heißt, bei Vollspur 0,4 mm bis zu 0,9 mm bei geringerem Eingriff.
Bei fortschreitender Bearbeitung und geringerem Durchmesser (ab etwa 210 mm) des Schneckenkerns hat sich die Werkzeugserie FormMasterPlus mit der Wendeschneidplatte RHHT1204MOTN als optimaler Rundplattenfräser herausgestellt. Die Wendeschneidplatte besitzt eine positive, gefaste Geometrie und hat keine Flächen für die Indexierung, daher ist bei geringen Schnitttiefen eine noch höhere Anzahl von Indexierungen möglich.

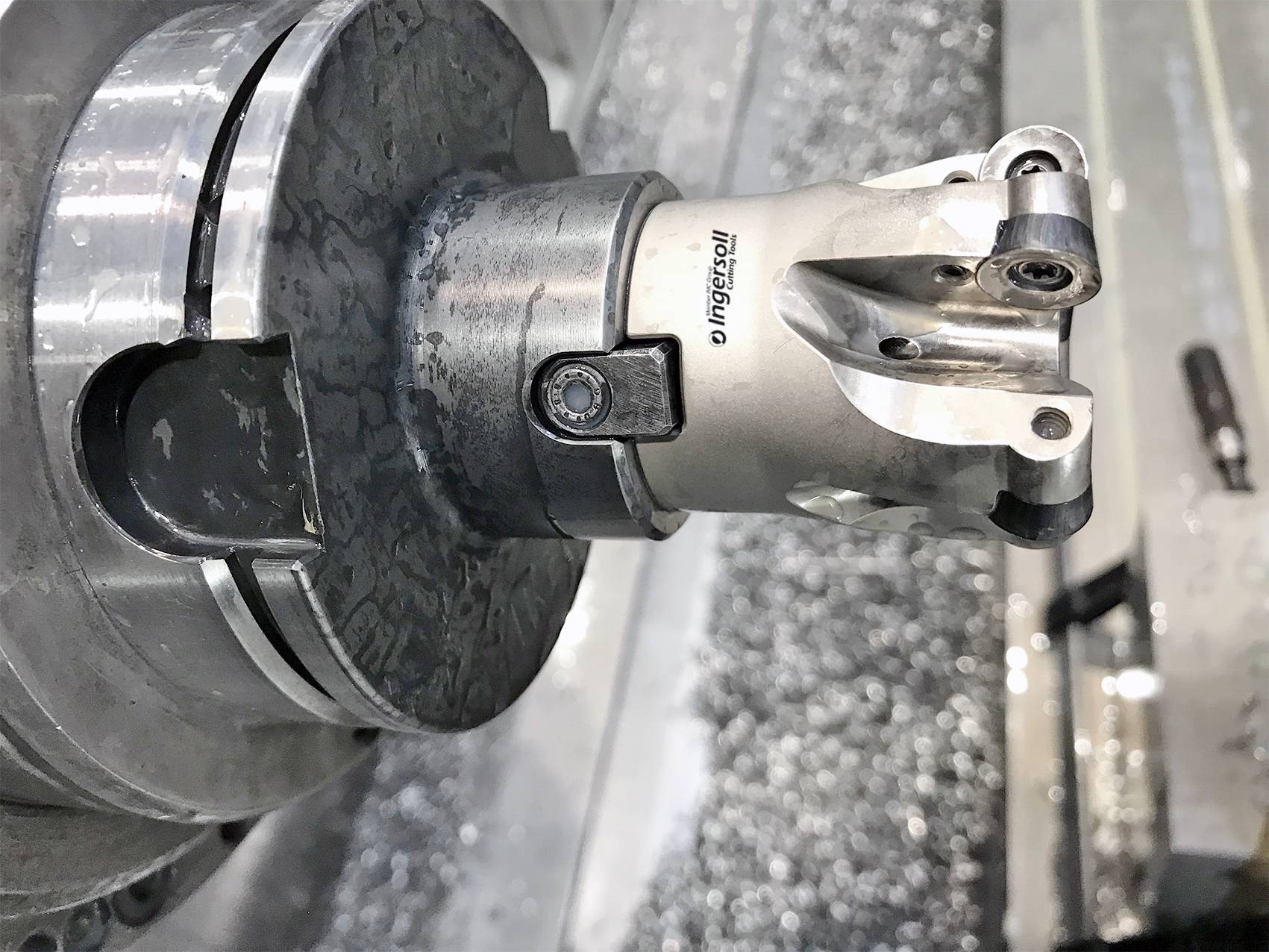
Schon die ersten Bearbeitungen mit dem Rundplattenwerkzeug 5B5H052R01 der BladeMasterPlus-Serie mit indexierbarer Wendeschneidplatte und Zeff. 6 Schneiden zeigten eine deutliche Verbesserung des Zerspanungsverhaltens.
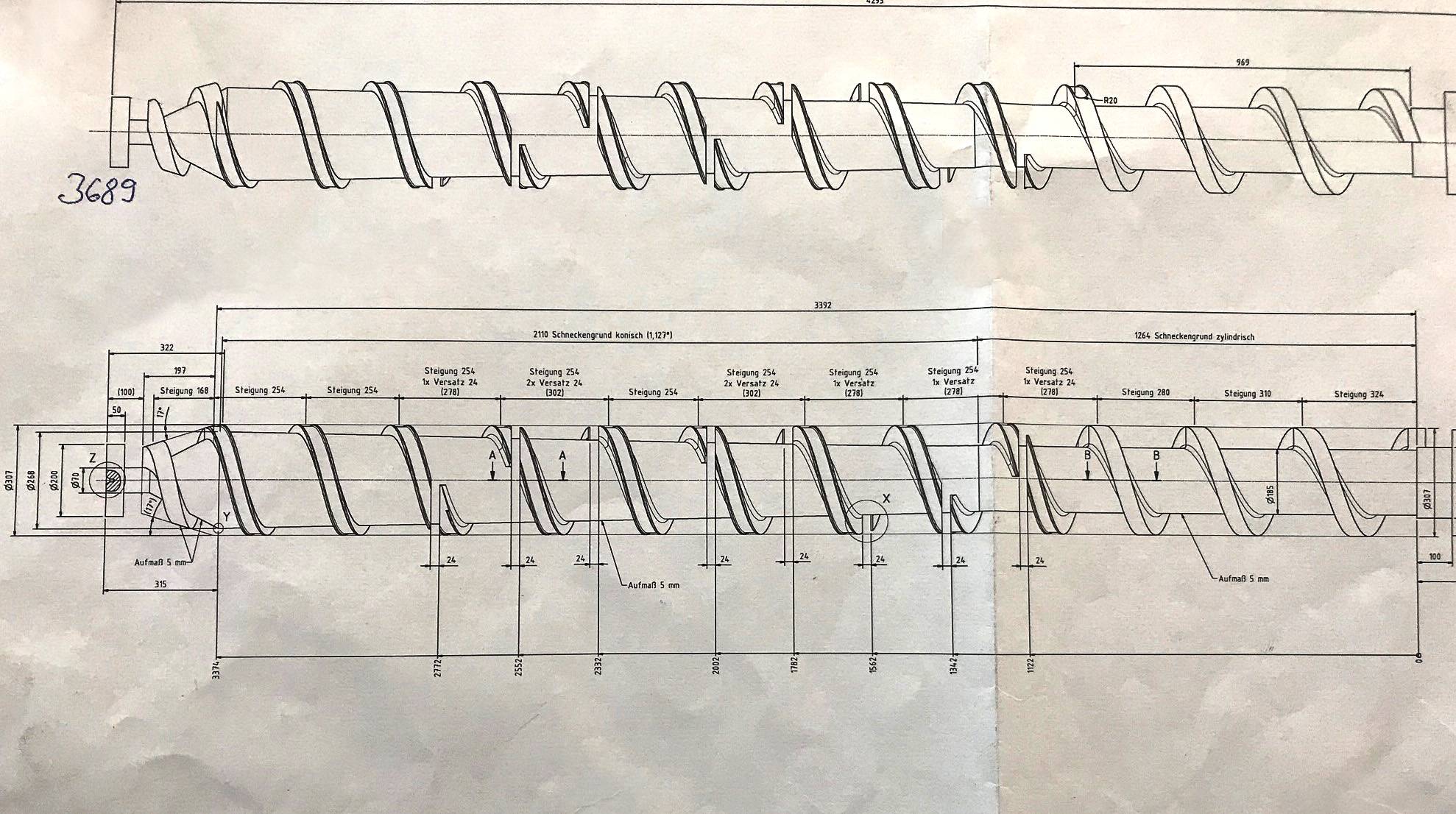
Ausschnitt aus der Übersichtszeichnung des Werkstücks: Der konische Schneckengrund ist hier deutlich zu erkennen.

Rundplattenfräser-Serie BladeMasterPlus.
Überzeugendes Ergebnis
In der Kombination der beiden Rundplattenfräser-Serien BladeMasterPlus und FormMasterPlus konnte die Extruderschnecke vibrationsfrei und mit deutlich verbesserter Standzeit bearbeitet werden. Dieses positive Resultat bei der Bearbeitung eines anspruchsvollen Bauteils aus schwer zu zerspanendem Material hat natürlich alle Beteiligten, sowohl die Ingersoll Zerspanungsspezialisten, als auch die Produktionsverantwortlichen bei Kinkele, zufrieden gestellt.
Teilen: · · Zur Merkliste