Zahnradfertigung mit InvoMilling
Hohe Flexibilität kombiniert mit hoher Produktivität bei der Zahnradherstellung: InvoMilling von Sandvik Coromant ist die neueste Entwicklung, wenn es bei der Zahnradherstellung sowohl auf Effizienz als auch auf Produktionsflexibilität ankommt: Ein Zahnrad-Fräsverfahren, bei dem nicht die Form sondern die Schneidbahn des Werkzeugs das Zahnrad definiert und wo uneingeschränkte Flexibilität in Verbindung mit hoher Produktivität – hochentwickelt und dennoch einfach – gewährleistet wird.

Kern der Mehrachsen-Lösung InvoMilling ist eine ausgeklügelte und dennoch einfache Schneidstrategie in Multitasking-Standardmaschinen mit handelsüblichen Fräswerkzeugen. Ziel ist die flexible Herstellung von Schräg- und Stirnzahnrädern in kleinen und mittleren Stückzahlen.
Autor: Christer Richt, Sandvik Coromant
„Viele der Zahnräder, die wir herstellen, folgen individuellen Kundenvorgaben – d. h., ein Kunde braucht ein bestimmtes Rad, eine Charge von Rädern oder eine Getriebelösung. Meistens fertigen wir kleine Stückzahlen zwischen einem und einhundert Bauteilen. Aber wir haben auch Aufträge über mehrere tausend Zahnräder, die wir im Laufe eines Jahres produzieren. Für einige Produkte, insbesondere bei Komponenten für Fahrzeuggetriebe, ist eine Just-in-Time-Lieferung üblich. Wir sind auf die Herstellung von Schräg- und Stirnzahnrädern spezialisiert und beliefern eine Vielzahl verschiedener Branchen.“ So beschreibt ein Zahnradhersteller seine Situation.
Bis vor kurzem war dieses Unternehmen auf eigens für die jeweilige Anwendung entwickelte Zahnrad-Fräswerkzeuge angewiesen. Mit der Fähigkeit zur Nachkonstruktion, dem sogenannten „Reverse Engineering“, können unbekannte, verschlissene Zahnräder exakt bezüglich ihrer Bauform ermittelt und anschließend schnell produziert werden. Flexibilität ist somit zentraler Teil der Geschäftsidee.
Bisher war es jedoch schwierig, Flexibilität in der Fertigung mit hoher Produktivität zu vereinbaren, denn jedes Mal, wenn die Produktion auf ein anderes Zahnrad wechselte, mussten die Fräsmaschinen auf neue Werkzeuge umgerüstet und umprogrammiert werden.
Das InvoMilling-Verfahren ist eine Kombination aus Schlitz- und Drehfräsen. Es ermöglicht, unter Verwendung derselben Werkzeuge, die Herstellung von Zahnrädern mit jedem beliebigen Schrägungswinkel, sowohl mit evolventem als auch nicht-evolventem Profil. Die Anzahl der benötigten Fräsdurchgänge hängt von der Größe des Zahnrads und des verwendeten Fräswerkzeugs ab.
Ein neuer Ansatz…
…für mehr Flexibilität beim Fräsen von Zahnrädern basiert auf einem innovativen Fräsverfahren in einem mehrachsigen Fräs-Drehzentrum: InvoMilling – eine besondere Reihe von Verfahren, die von Sandvik Coromant entwickelt wurden und zusammen mit Mori Seiki angeboten werden.
Die kreative Mehrachsen-Lösung von Mori Seiki besteht aus einer ausgeklügelten und dennoch einfachen Schneidstrategie mit Mehrzweck-Standardmaschinen und handelsüblichen Fräswerkzeugen für Schräg- und Stirnzahnräder. Demgegenüber steht das herkömmliche Verfahren des Wälzfräsens. Das neue Mehrachsen-Fräsverfahren InvoMilling erlaubt die flexible Herstellung von Schräg- und Stirnzahnrädern mittels Standardscheibenfräser und -stirnfräser. Durch die gleichzeitige Bewegung der X- und B-Achsen bzw. Y- und B-Achsen folgt das Fräswerkzeug einer evolventenförmigen Schneidbahn. Demzufolge entstehen die Varianten der Zahnradform durch die Bahn des Werkzeugs und nicht durch die Form des Werkzeugs. Für diesen Zweck ist ein Fräs-Drehzentrum der perfekte Maschinentyp.
NT-Fräs-Drehzentrum
Mit einem Fräs-Drehzentrum des Typs NT von Mori Seiki konnte ein völlig neuer Ansatz verfolgt werden. Dieses auf mehreren Achsen arbeitende Fräs-Drehzentrum bietet eine perfekte Kombination aus Fräs- und Drehbearbeitung. Die flexible B-Achse mit einem Schwenkweg von ± 120°, die hohe Drehzahl und Präzision, dank Direktantriebsmotor, sowie eine Teilgenauigkeit von 0,0001° führen nachweislich zu einer deutlich verkürzten Bearbeitungszeit, insbesondere bei der Herstellung komplexer Formen mit simultaner Fünfachsenbearbeitung. Neben wälzgefrästen Zahnrädern werden auf der Maschine eine Reihe weiterer Getriebekomponenten hergestellt. Wälzfräsen ist jedoch nicht die optimale Lösung wenn viele unterschiedliche Varianten und Kleinserien von Zahnrädern produziert werden sollen.
Steht in einem Metallbearbeitungszentrum die Investition in eine NT-Maschine an, ist die InvoMilling-Software eine sinnvolle Option, die in Erwägung gezogen werden sollte. Damit ausgestattet kann das Fräs-Drehzentrum sofort mit der Produktion von Zahnrädern beginnen. Schneidsätze für Zahnräder, mit drei Werkzeugen für verschiedene Module, stehen für verschiedene Modulbereiche zur Auswahl. Mit diesen Sätzen lässt sich eine große Bandbreite von Zahnrädern ohne Aufwand, mit hoher Flexibilität und nach höchsten Qualitätsstandards produzieren.
Das InvoMilling-Verfahren…
…besteht im Wesentlichen aus einer Kombination aus Schlitz- und Drehfräsen. Es ermöglicht die Herstellung von Zahnrädern mit jedem beliebigen Schrägungswinkel – sowohl mit evolventem als auch nicht-evolventem Profil, unter Verwendung derselben Werkzeuge. Die Anzahl der benötigten Fräsdurchgänge hängt dabei von der Größe des Zahnrads und des verwendeten Schneidwerkzeugs ab. Das Verfahren nutzt die moderne Bearbeitungssteuerung, die hohe Genauigkeit der NT-Maschine sowie die Präzision des Werkzeugs, um Präzisionszahnräder und für den Fertigschliff vorbereitete Zahnräder produzieren zu können. Die Anwendung neuester Entwicklungen im Bereich der Schneidplattengüten hat ebenfalls höhere Bearbeitungsgeschwindigkeiten zugunsten einer optimalen Effizienz ermöglicht.
Abfasungen am Außendurchmesser des Zahnes lassen sich genauso realisieren, wie verschiedene Protuberanzwinkel, Profile und Radien am Zahnfuß. Der Spanquerschnitt pro Fräsdurchgang ist gering – ebenso der zu vernachlässigende Seitendruck – sodass die Vibrationsentwicklung minimal ist.
Evolvente Schneidbahn
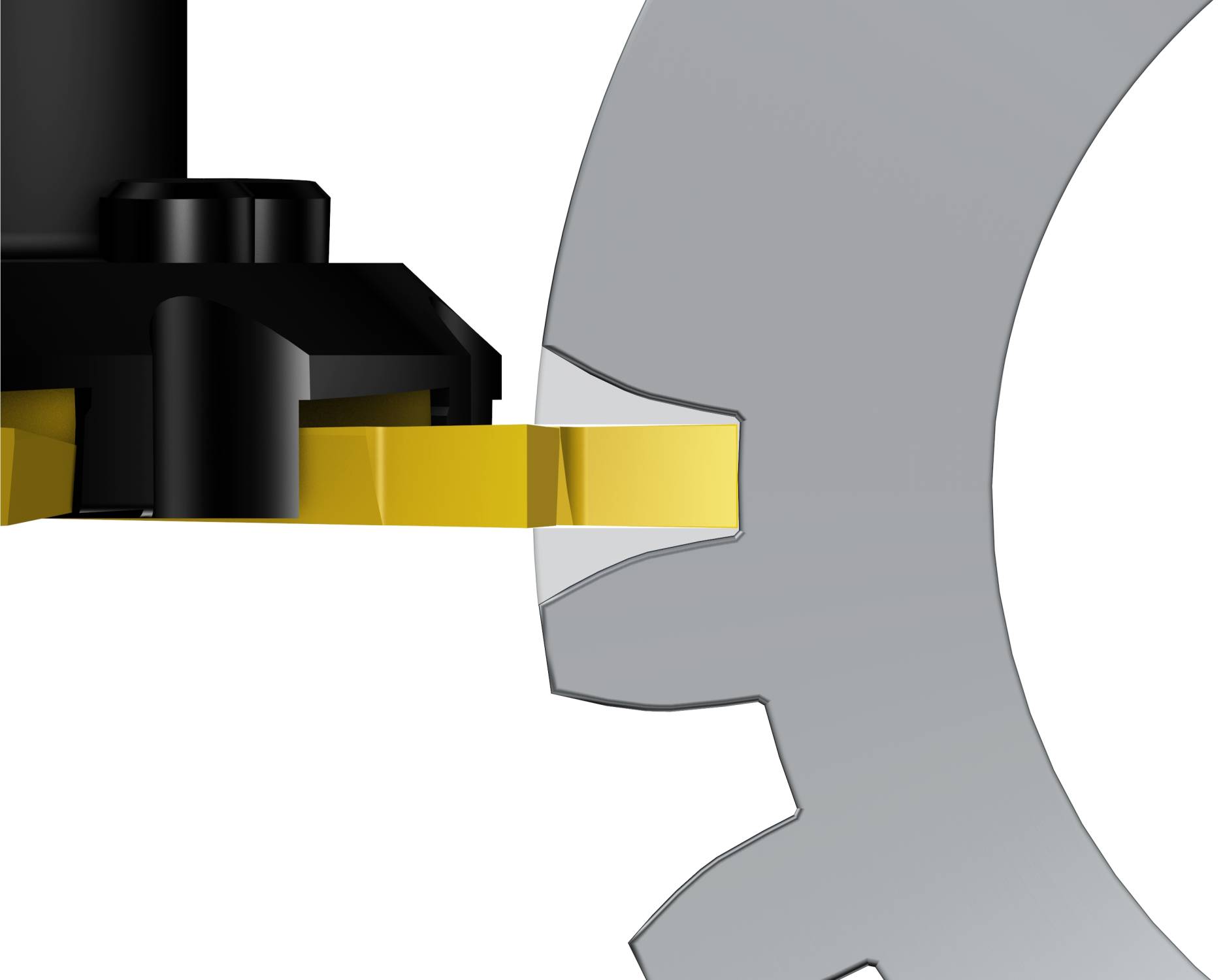
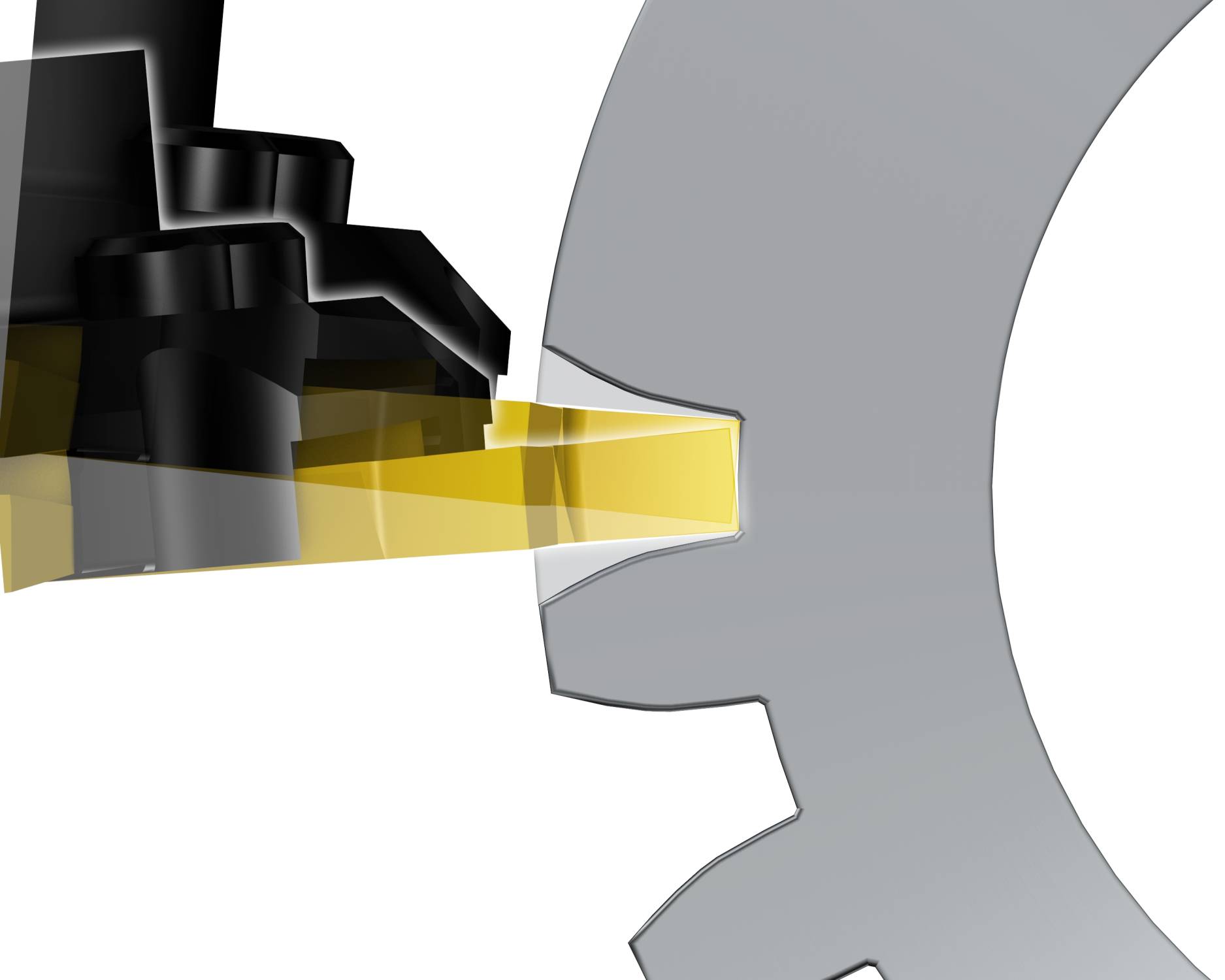
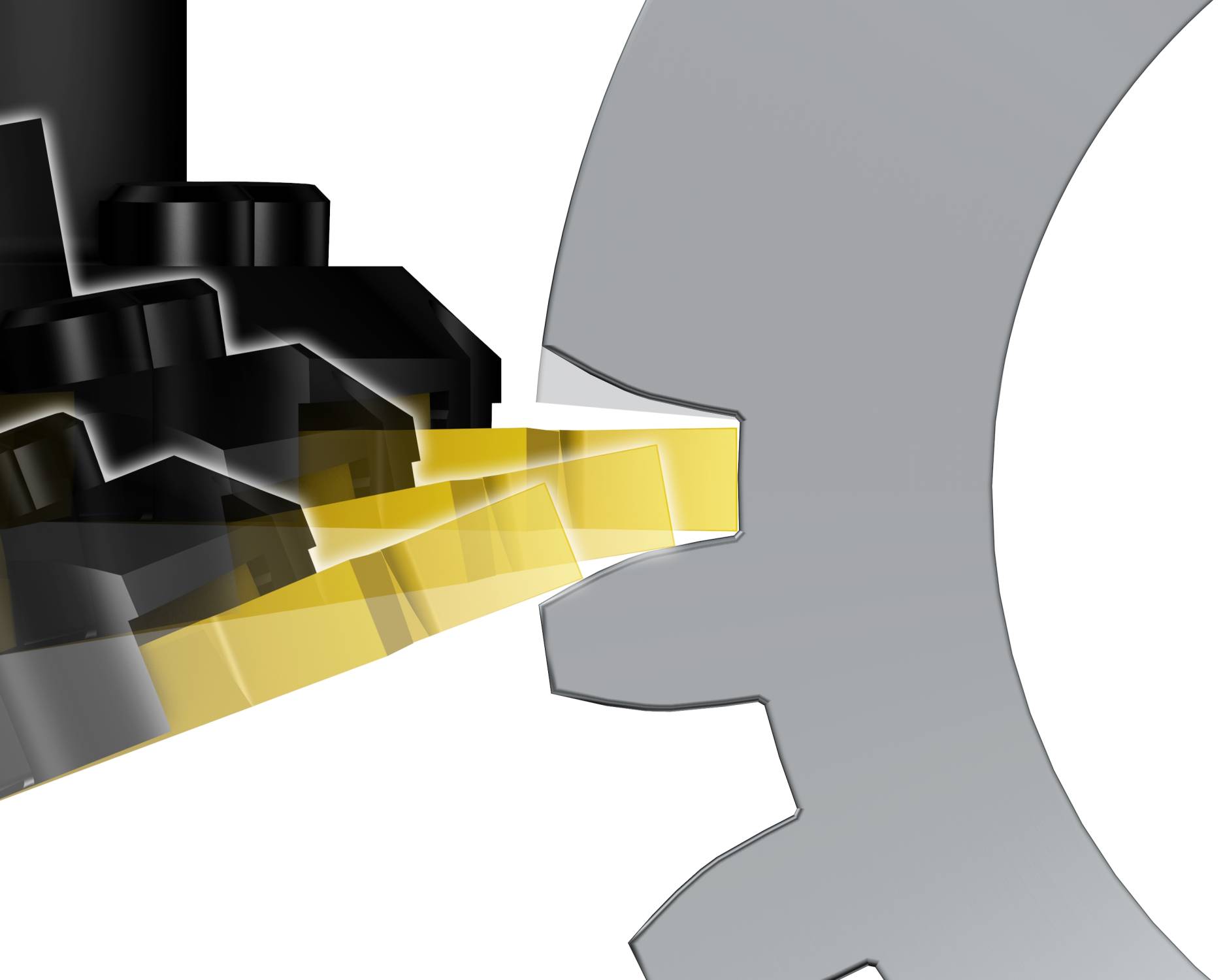
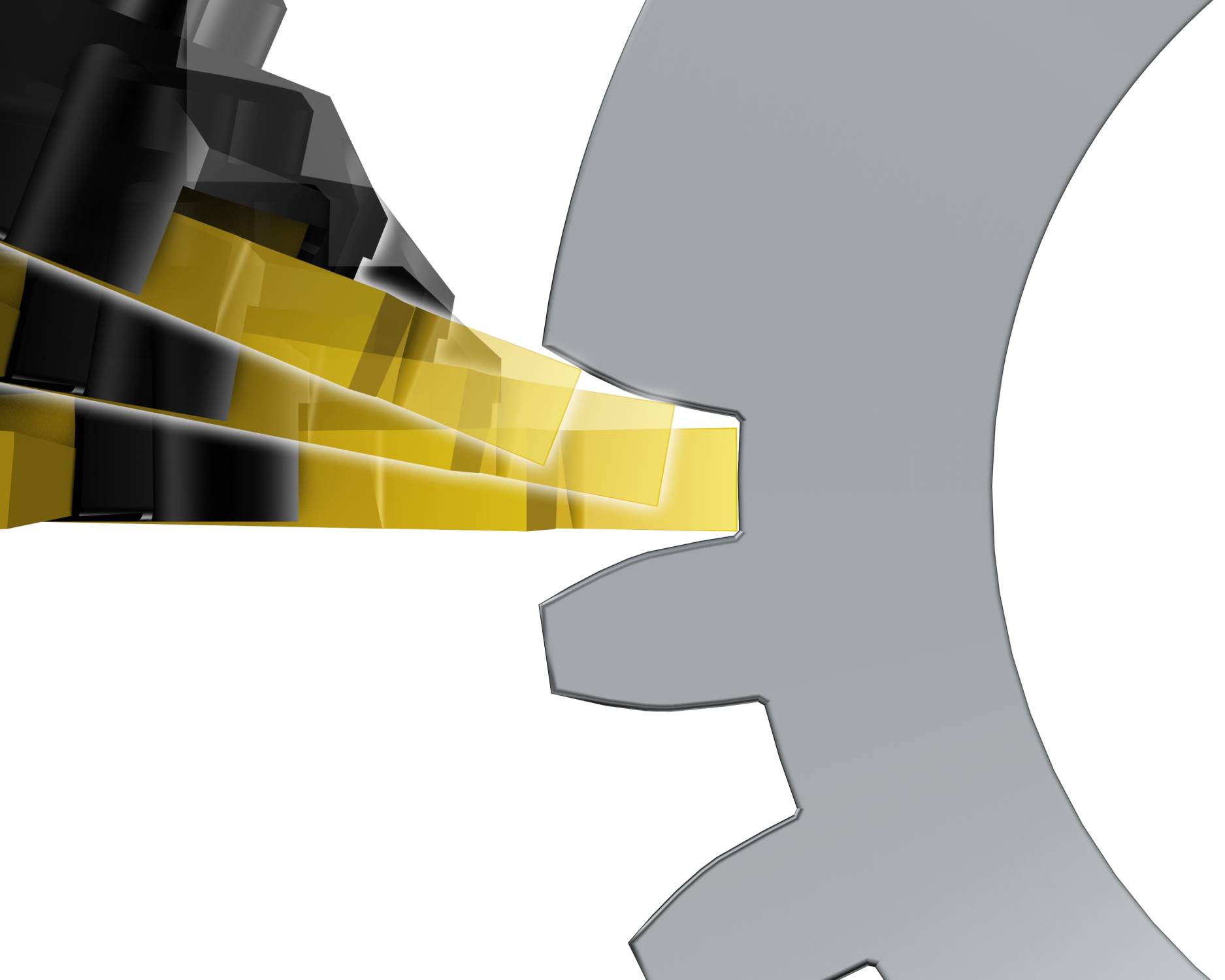
Beim Fräsen der Zahnlücke, beispielsweise an einem äußeren Stirnrad, wird zunächst eine Nut in axialer Richtung zum Werkstück gefräst. Für die folgenden Durchgänge wird das Zahnrad leicht verdreht, wobei mit einer gleichzeitigen Bewegung ein radiales Eintauchen des Schneidwerkzeuges erfolgt. Das Ergebnis ist eine evolvente Kurvenform, die von der Stirnfläche des Fräsers, per Drehfräsen, herausgearbeitet wird. Bei größeren Modulen sind möglicherweise mehrere Fräsdurchgänge erforderlich. Für breitere Zahnräder wird das Schneidwerkzeug axial versetzt und die Prozedur wiederholt.
InvoMilling bedeutet niedrigere Werkzeugkosten für kleine bis mittlere Chargen, da jedes InvoMilling-Werkzeug mehrere Modulgrößen abdeckt. Während beispielsweise Modul 2 bis 4 mit demselben Schneidwerkzeug gefräst werden kann, wird der Modulbereich 2 bis 12 durch drei Werkzeuge abgedeckt.
Das größte bislang mit dem InvoMilling-Verfahren hergestellte Zahnrad hatte einen Modul von 18 und einen Durchmesser von 800 mm. Daraus ergeben sich äußerst vorteilhafte Möglichkeiten für die Herstellung von Zahnrädern, bei gleichermaßen attraktiven Lieferzeiten und Kosten.
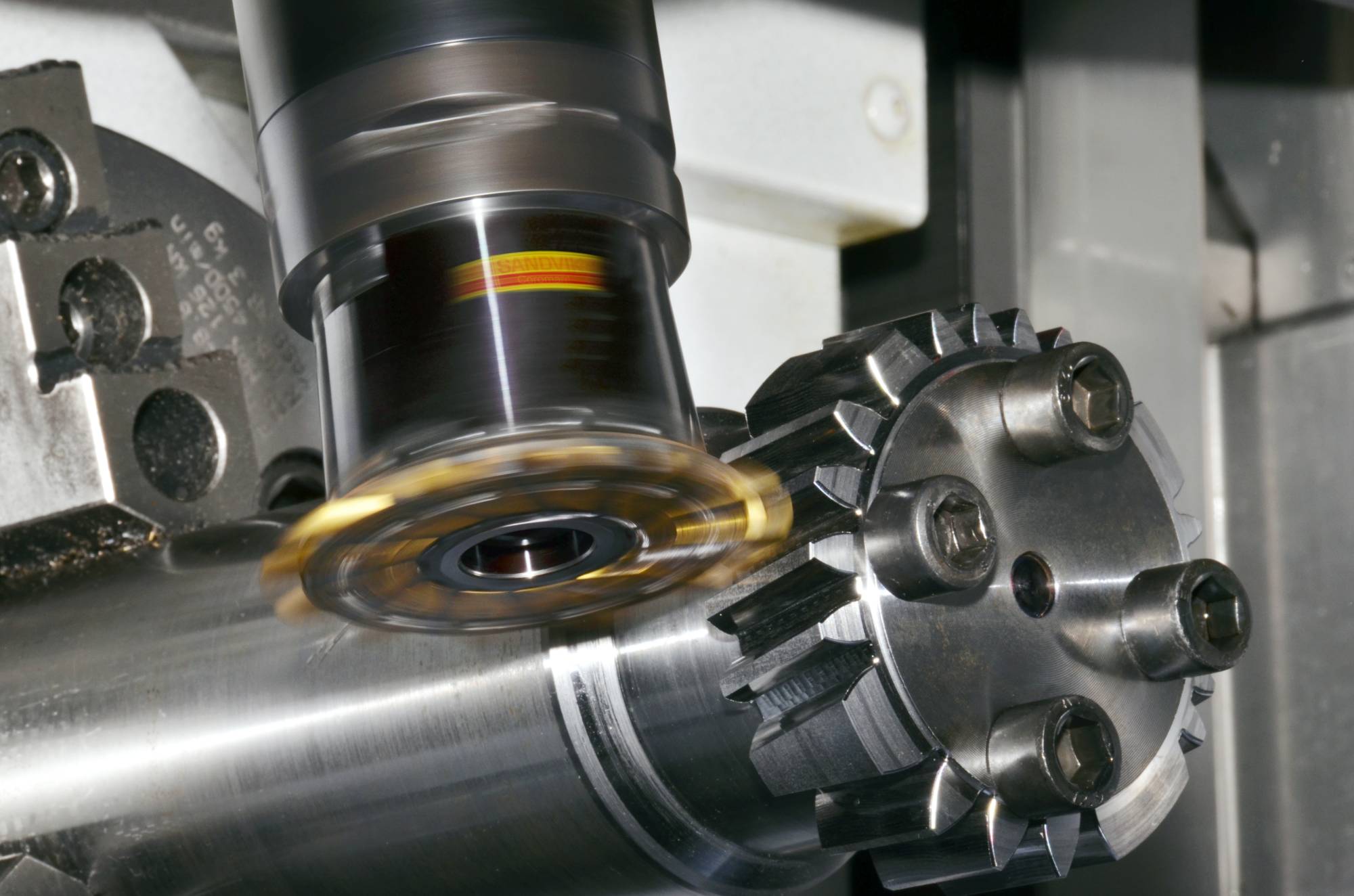
Beim Fräsen der Zahnlücke an einem äußeren Stirnrad wird zunächst eine Nut in axialer Richtung zum Werkstück gefräst. Danach wird das Zahnrad leicht verdreht, wobei mit einer gleichzeitigen Bewegung ein radiales Eintauchen des Schneidwerkzeuges erfolgt. Das Ergebnis ist eine evolvente Kurvenform, die mittels Drehfräsen herausgearbeitet wird.
Moderne Wendeschneidplatten-Technologie…
…macht nach Herstellerangaben das neue Verfahren so erfolgreich: Mit InvoMilling lassen sich Zahnräder mit der Qualität 6 nach DIN 3962 oder besser realisieren. Außerdem sind durch den optimalen Einsatz der Werkzeuge, in Maschinen mit ausreichender Steifigkeit, Oberflächengüten besser als Rz 3 µ zu erreichen. InvoMilling mit einer präzisen Werkzeugbahn und ebenso präzisem Werkzeug erlaubt die Herstellung extrem hochwertiger Zahnräder zu konkurrenzfähigen Bedingungen.
Verschiedene Schleifzugaben können mit dieser Methode ebenfalls einfach umgesetzt werden. Die geringen Schneidkräfte des Verfahrens erlauben die Verwendung höherer Schnittdaten, während exakte Profile enge Toleranzbereiche zulassen. In Verbindung mit der hohen Flexibilität dieses Zahnrad-Herstellungsverfahrens ist das ein echter Erfolgsfaktor in diesem Produktionssegment.
Standard-Wendeplatten aus beschichtetem Hartmetall für die Bearbeitungswerkzeuge lassen sich außerhalb der Maschine wechseln und in Magazinen aufbewahren. Bei Zahnrädern mit bis zu 30 Zähnen liegt die Zykluszeit von InvoMilling für Modul 4 bis 10 im Bereich des eingängigen Wälzfräsens mit HSS.
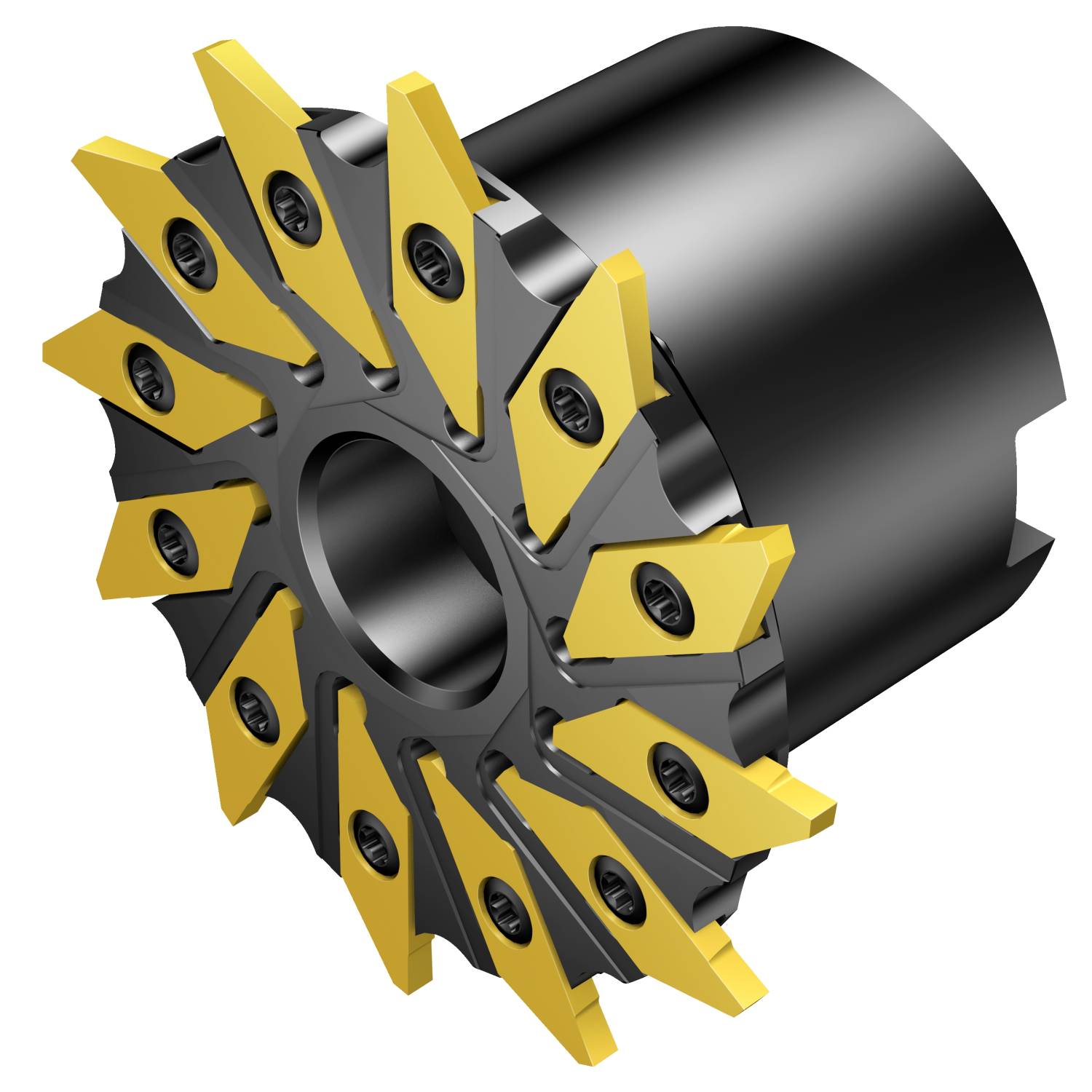
InvoMilling erzeugt Schräg- und Stirnzahnräder mittels der speziellen Fräser CoroMill 161 und CoroMill 162 (die zusammen Modul 2 bis 12 abdecken). Durch die gleichzeitige Bewegung der X- und B-Achsen bzw. Y- und B-Achsen, folgt das Fräswerkzeug einer evolventenförmigen Schneidbahn. Demzufolge entstehen die Varianten des Zahnprofiles durch die Bahn des Werkzeugs und nicht durch die Form des Werkzeugs.

Reduzierung der Fertigungszeiten
Da hierbei mehrere Arbeitsgänge zusammengefasst werden können, lässt sich das Zahnrad mit nur einer Aufspannung fertigstellen. Das wiederum resultiert in kurzen Vorlauf- und Umrüstzeiten und damit in Vorteilen für den Arbeitsablauf für die flexible Produktion von einmaligen bzw. kleinen und mittleren Chargen. Auch wenn die Zykluszeiten zur Herstellung des Zahnrades länger als beim Wälzfräsen sind, wird die gesamte Herstellungszeit dennoch verkürzt – und da es keine Wartezeiten gibt, bis ein bestimmtes Sonderwerkzeug verfügbar ist, kann die Produktion direkt nach dem Einrichten der Maschine anlaufen.
Durch die Einführung von InvoMilling bietet Sandvik Coromant einen technologischen Neuansatz, der zu deutlichen Verbesserungen in puncto Kosten, Flexibilität und Vorlaufzeiten führt. Nicht zu vergessen ist die Möglichkeit, Standard-Bearbeitungswerkzeuge zur Herstellung hochqualitativer Zahnräder zu nutzen.
Teilen: · · Zur Merkliste