anwenderreportage
Jongen PowerMill A17-18-19: Produktivitätssteigerung durch Methodenwechsel
Die Springer Maschinenfabrik GmbH ist ein weltweit führender Hersteller hoch automatisierter Maschinen und Anlagen für die holzverarbeitende Industrie. Die Fertigung der dafür benötigten Dreh- und Frästeile erfolgt im Haus. Durch die Umstellung der Zerspanungsstrategie auf Hochvorschubfräsen mit Fräsern der Serie PowerMill A17-18-19 der Jongen Werkzeugtechnik GmbH konnte Springer die Zerspanungsprozesse um bis zu 35 Prozent beschleunigen und die Kosten für Schneidwerkzeuge um bis zu 50 Prozent senken.

Die Springer Maschinenfabrik GmbH fertigt mechanische Komponenten überwiegend im eigenen Haus und erzielte durch Umstellung auf Hochvorschubfräsen eine deutliche Steigerung des Zeitspanungsvolumens bei gleichzeitig hoher Prozesssicherheit. (Bilder: x-technik)
Shortcut
Aufgabenstellung: Steigerung der Produktivität bei der Fräsbearbeitung von Maschinenteilen.
Lösung: Hochvorschubfräsen mit der Produktlinie A17-A18-A19 von Jongen.
Nutzen: Gesteigertes Zeitspanungsvolumen; reduzierte Werkzeugkosten; hohe Laufruhe und Prozesssicherheit; reduzierte Gesamtbearbeitungszeiten.
Der nachwachsende Naturbaustoff Holz erfreut sich als Material für viele Produkte großer Beliebtheit. Nach Angaben des Fachverbandes der Holzindustrie Österreichs werden rund 60 Prozent der Baumstämme zu Schnittholzprodukten verarbeitet, die zu Möbeln, Parkettböden oder Verpackungsmaterial, aber auch zu klimafreundlichen Bauelementen bis hin zu Fertigteilhäusern weiterverarbeitet werden. Die restlichen 40 Prozent werden als Sägenebenprodukte unter anderem in der Papier- und Zellstoffindustrie, für medizinische Hilfsprodukte und Hygieneartikel sowie Bekleidung und zur Energie- und Wärmeerzeugung verwendet.

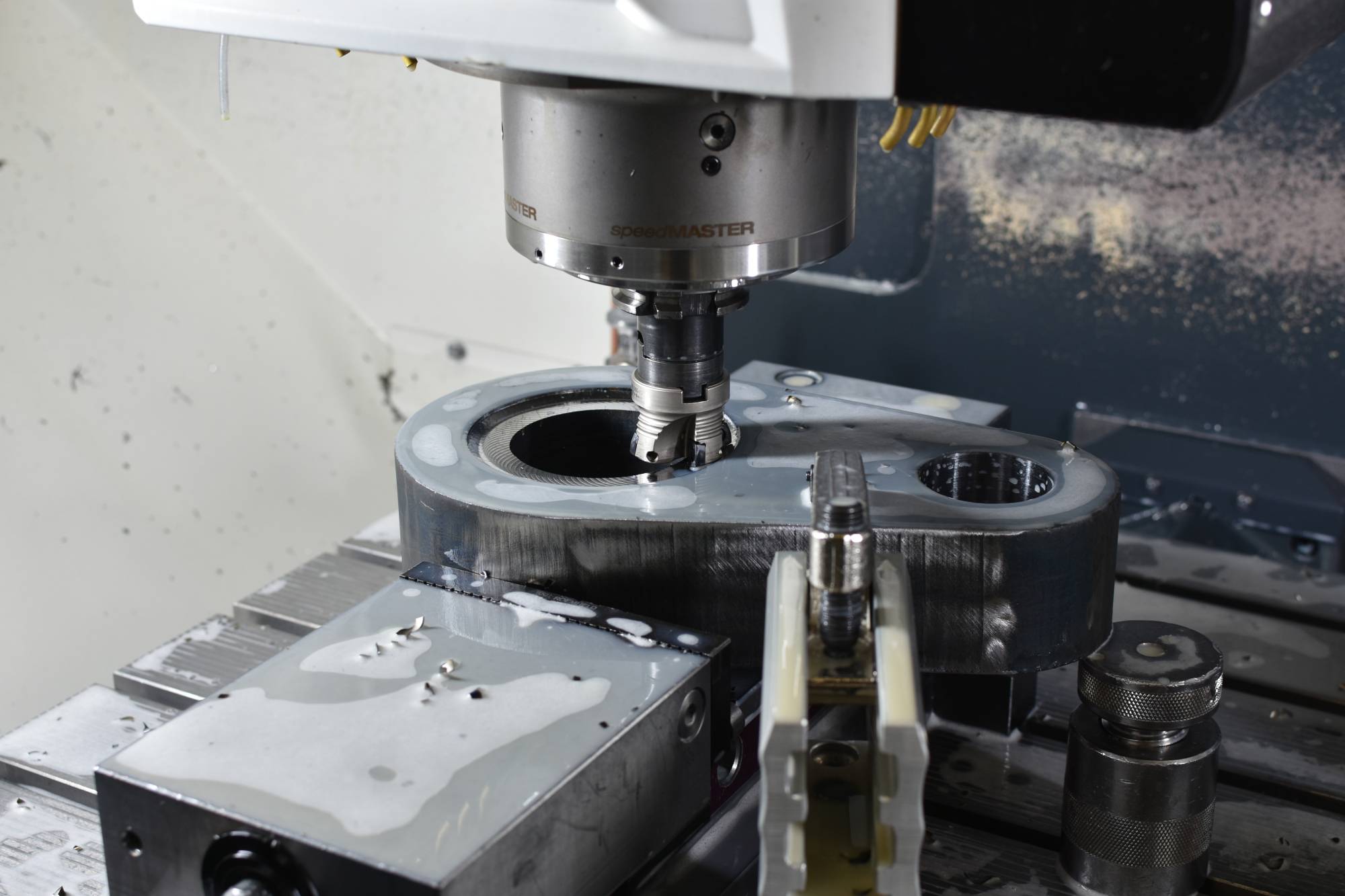
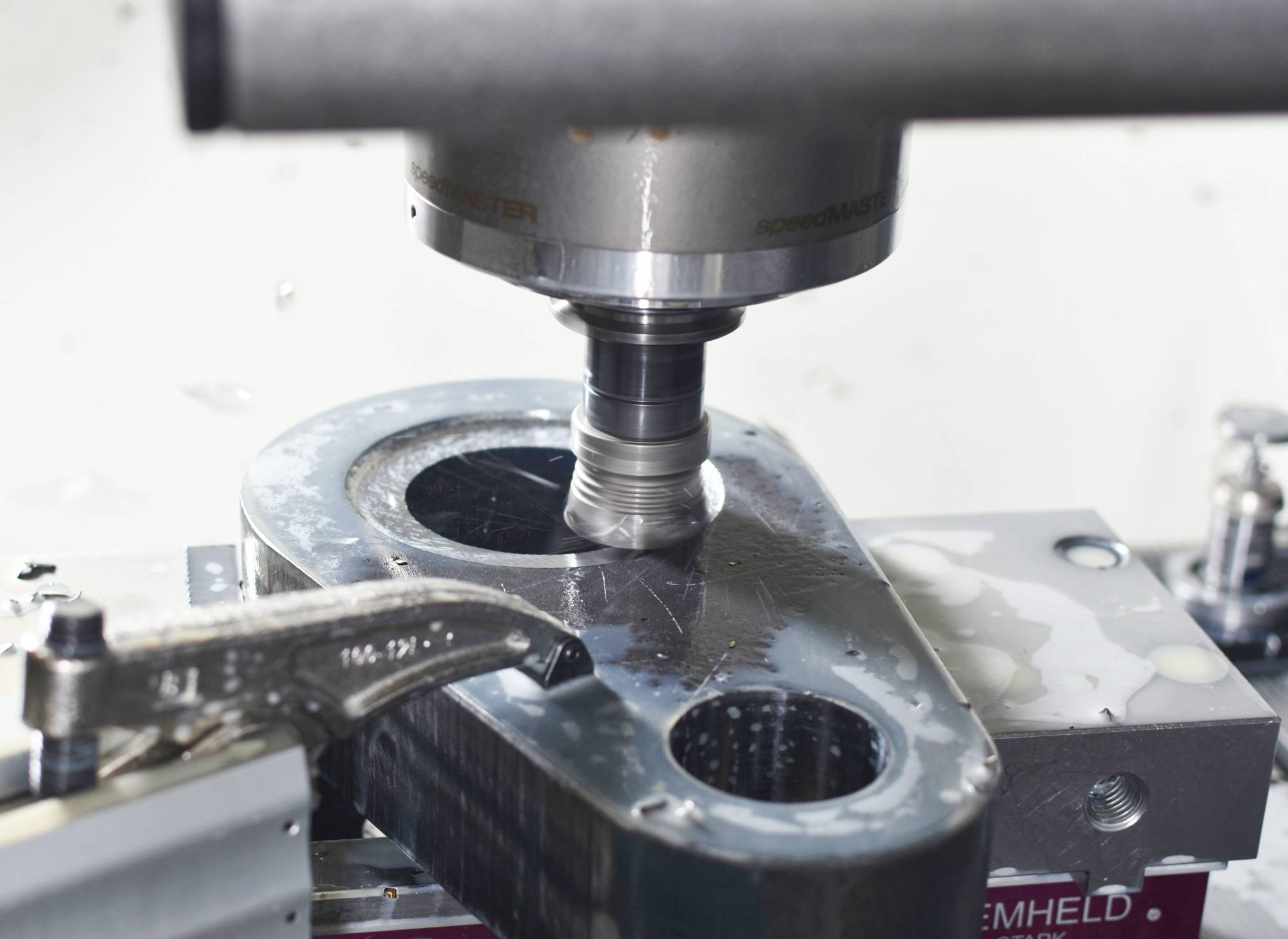
Zum Einsatz kommen Aufsteckfräser der Serie PowerMill A17-18-19 von Jongen Werkzeugtechnik mit 25, 40, 50, 63, 80 und 100 mm Durchmesser, bestückt mit präzisionsgesinterten vierschneidigen Wendeschneidplatten mit positiver Schneidengeometrie.

Thomas Auer
Produktionsplaner bei der Springer Maschinenfabrik GmbH
„Durch die Unterstützung von Jongen konnten wir Zerspanungsprozesse um bis zu 35 % beschleunigen, Werkzeugwechsel vermeiden und Kosten für Schneidwerkzeuge um bis zu 50 % senken.“
Innovative Holzverarbeitung
Die Springer Maschinenfabrik GmbH ist weltweit ein wichtiger Partner der holzverarbeitenden Industrie. Das 1952 gegründete Unternehmen entwickelt und produziert mit rund 500 Mitarbeitern am Hauptstandort in Friesach (Kärnten) innovative und technologisch führende Maschinen und Anlagen zum Transportieren, Sortieren und Qualifizieren sowie Sägen und Verpacken von Holz inklusive Automatisierung.
Zur Ergänzung der eigenen Maschinenbaukompetenzen hält das Unternehmen über die Springer-Gruppe Beteiligungen am Prozessdigitalisierer Sensolligent GmbH und am Automatisierer und Schaltschrankbauer GIS Industrieautomation GmbH. So entstehen modular aufgebaute, maßgeschneiderte und digitale Gesamtlösungen für die hoch automatisierte Holzverarbeitung vom angelieferten Baumstamm bis zum fertig verpackten und per Roboter etikettierten Bretterpaket.
Die Methodenumstellung beschleunigte die Zerspanungsvorgänge um bis zu 35 %, eliminierte durch Vereinheitlichung der benötigten Werkzeuge zahlreiche Werkzeugwechsel und senkte die Kosten für Schneidwerkzeuge um bis zu 50 %.

Jörg Schrattel
Anwendungstechniker bei der Jongen Werkzeugtechnik GmbH
„Das Hochvorschubfräsen mit den Werkzeugen der Serie Jongen PowerMill A17-18-19 ermöglicht sehr viel Materialabtrag in kurzer Zeit.“
Hohe Fertigungstiefe
Die komplexen Maschinen und Anlagen entstehen zunächst als Digitale Zwillinge und werden im Computermodell simuliert. Die mechanischen Komponenten der Maschinen fertigt Springer überwiegend im Haus. Auf einem Maschinenpark mit Dreh- und Fräsbearbeitungszentren verschiedener Hersteller werden in erster Linie Stahlsorten wie S355, C45 oder Hardox 450 spanabhebend verarbeitet, oft nach Brennschnitt und auch in Form von Schweißkonstruktionen.
Das Teilespektrum ist sehr vielfältig, auch hinsichtlich der Größe, die etwa bei Drehteilen bis 6.000 mm Länge und 1.200 mm Durchmesser reicht. Die Komplexität der in Komplettbearbeitung zerspanten Teile ist hingegen eher gering. Aufgrund der hohen Individualität und der kleinen Losgrößen erfolgt die Programmierung direkt an den Maschinen. „Die Herausforderung besteht in erster Linie darin, mit dem eher kleinen Maschinenpark das gesamte breite Produktspektrum abzuarbeiten“, sagt Thomas Auer, dessen Aufgabe es ist, als Produktionsplaner bei der Springer Maschinenfabrik GmbH die Prozesse in der mechanischen Fertigung zu optimieren.
Die verwendete, sehr zähe Feinkorn-Hartmetallsorte HT45 mit AlTiN-Nanocomposit-Beschichtung für mittlere bis hohe Schnittgeschwindigkeiten bei hohen Zahnvorschüben kann sowohl trocken …


Infos zum Anwender
Das in dritter Generation eigentümergeführte Familienunternehmen Springer mit Hauptsitz in Friesach (Ktn.) plant, entwickelt und produziert Industrieanlagen und digitale Lösungen für die holzverarbeitende Industrie. Das klimaneutrale Unternehmen hat sich in den letzten Jahrzehnten zu einem Global Player mit rund 500 Mitarbeitern sowie über 1.000 Kunden entwickelt (Foto: Springer)
Springer Maschinenfabrik GmbH
Hans-Springer-Straße 2, A-9360 Friesach
Tel.: +43 4268 2581-0
www.springer.eu
Produktivität und Prozessstabilität
In der Vergangenheit erfolgte die Fräsbearbeitung bei Springer hauptsächlich mit Igelfräsern und Planmesserköpfen. Das bedeutete eine hohe Belastung der Maschinen und auch die Späneabfuhr war alles andere als optimal. Das wirkte sich vor allem auf die Durchlaufzeit der Teile aus. „Um die Produktivität der Fertigung zu erhöhen, suchten wir nach weich schneidenden Werkzeugen, die wenig Vibrationen verursachen“, so Auer weiter. „Unser Ziel war eine deutliche Steigerung des Zeitspanungsvolumens bei gleichzeitig hoher Prozessstabilität.“

… als auch mit Kühlschmierstoff eingesetzt werden.
Umstellung der Zerspanungsstrategie
Mit diesem Anliegen wandte sich Thomas Auer unter anderem an die Jongen Werkzeugtechnik GmbH. Das eigentümergeführte Unternehmen produziert mit über 300 Mitarbeitern in sieben Werken Trägerwerkzeuge mit Wendeplatten und Vollhartmetallfräser sowie Bohrer für die Metall- und Kunststoffbearbeitung. Die Entwicklung und Produktion sowohl der Werkzeugträger als auch der Wendeplatten, Vollhartmetallfräser und Vollhartmetallbohrer einschließlich der Beschichtung erfolgt ausschließlich am Unternehmenssitz in Willich nahe Düsseldorf (D). Dort ist auch ein Wiederaufbereitungsservice angesiedelt, mit dem Jongen aufbereitete Vollhartmetallwerkzeuge kostengünstig anbieten kann.
„Für etwa ein Drittel der Bearbeitungen schlugen wir die Umstellung der Zerspanungsstrategie auf Hochvorschubfräsen vor“, berichtet Jörg Schrattel, Anwendungstechniker im Vertrieb für die Steiermark, Kärnten und Osttirol bei Jongen. „Diese Form des Planfräsens mit geringer Schnitttiefe bei sehr hohem Vorschub ermöglicht einen maximalen Materialabtrag in kurzer Zeit.“

Thomas Auer, Produktionsplaner bei Springer, und Jongen-Vertriebsmitarbeiter Jörg Schrattel (rechts) erörtern die ersten vielversprechenden Ergebnisse des laufenden Versuches zur Umstellung von Fräsbearbeitungen mit hoher Schnitttiefe auf Trochoidalbearbeitung mit Vollhartmetallfräsern der Serie Jongen Uni-Mill VHC.
Vereinheitlichter Werkzeugkasten
Zum Einsatz kommen Aufsteckfräser der Serie PowerMill A17-18-19 der Firma Jongen. Diese sind mit einer Aufnahme nach DIN 8030 und Innenkühlung ausgestattet. Springer setzt Ausführungen mit unterschiedlichen Zähnezahlen und den Durchmessern 25, 40, 50, 63, 80 und 100 mm ein. Bestückt sind die Fräser mit präzisionsgesinterten vierschneidigen Wendeschneidplatten mit positiver Schneidengeometrie in zwei Größen. Bei der verwendeten Hartmetallsorte handelt es sich um HT45, eine sehr zähe Feinkornsorte mit AlTiN-Nanocomposit-Beschichtung. „Diese eignet sich für mittlere bis hohe Schnittgeschwindigkeiten bei hohen Zahnvorschüben“, beschreibt Schrattel die Eigenschaften des Schneidstoffs. „Die Wendeplatten können sowohl trocken als auch mit Kühlschmierstoff eingesetzt werden.“

Die bei Springer für das Hochvorschubfräsen verwendeten Aufsteckfräser der Serie PowerMill A17-18-19, die dazugehörigen Wendeschneidplatten und die Vollhartmetallfräser der Serie Uni-Mill VHC für das Trochoidalfräsen produziert die Jongen Werkzeugtechnik GmbH ausschließlich am Unternehmenssitz in Deutschland.
Produktivität rauf, Kosten runter
Die Jongen-Werkzeuge ermöglichen sehr hohe Vorschübe bei axialen Zustellungen bis 3,0 mm, wobei kaum radiale Schnittkräfte auftreten. Das sorgt für hohe Werkzeugstandzeiten und ein großes Zeitspanvolumen. „Wir konnten die umgestellten Zerspanungsvorgänge um bis zu 35 Prozent beschleunigen“, freut sich Auer. „Und das ist bei weitem nicht der einzige Vorteil, den uns die Umstellung auf das Hochvorschubfräsen gebracht hat.“
Der Methodenwechsel hat auch zu einer Vereinheitlichung der benötigten Werkzeuge geführt. „In einigen Fällen setzen wir nur noch zwei statt fünf verschiedene Produkte ein“, erklärt der Fertigungsoptimierer. „Dadurch entfallen viele Werkzeugwechsel und die Kosten für Zerspanungswerkzeuge sind um bis zu 50 Prozent gesunken.“
Hinzu kommt eine noch nicht quantifizierbare Steigerung der Nachhaltigkeit im Betrieb. Die höhere Laufruhe führt nicht nur zu einer geringeren Lärmbelastung der Mitarbeiter. Der schonendere Betrieb erhöht die Lebensdauer der Maschinen und reduziert den Wartungsaufwand.

Jongen-Vertriebsmitarbeiter Jörg Schrattel freut sich mit Produktionsmitarbeiter Peter Kauder und Produktionsplaner Thomas Auer (von links) über die Verbesserungen der Produktivität, Kosteneffizienz und Arbeitsplatzqualität durch die Umstellung auf das Hochvorschubfräsen.
Weitere Optimierungen geplant
Der Erfolg dieser Verfahrensumstellung mit Werkzeugen von Jongen veranlasste Thomas Auer, auch in einem anderen Bereich neue Wege zu gehen. „Für Fräsbearbeitungen mit großen Schnitttiefen, wie z.B. Schraubenausnehmungen, haben wir bisher aufgrund der großen Werkzeuglängen hauptsächlich HSS-Werkzeuge eingesetzt“, erklärt er. „Wir planen, auf die Trochoidalbearbeitung mit Vollhartmetallfräsern umzustellen.“ Derzeit läuft dazu ein Versuch mit Vollhartmetallfräsern der Serie Uni-Mill VHC von Jongen, der bereits erste vielversprechende Ergebnisse zeigt. „Das Trochoidalfräsen führt zu einem gleichmäßigen Verschleiß der Werkzeuge über die gesamte Länge“, erklärt Schrattel. „Der dadurch erzielte Standzeitgewinn übertrifft deutlich die etwas höheren Anschaffungskosten.“

Die Bearbeitung findet auf einem 3-Achs-Bearbeitungszentrum DMC 1450 V von DMG Mori statt.
Starke Partnerschaft
Die Performance der eingesetzten Werkzeuge ist ein wesentliches Kriterium für den Erfolg der Bemühungen von Thomas Auer, die Produktivität und Effizienz der Zerspanung bei Springer zu steigern. Sie ist jedoch nicht das einzige. „Mindestens ebenso wichtig war die kompetente Beratung durch Jörg Schrattel“, bestätigt er. „Mit Jongen Werkzeugtechnik haben wir einen zuverlässigen Partner in Verfahrensfragen gewonnen, auf dessen Unterstützung wir auch weiterhin gerne zählen.“
Teilen: · · Zur Merkliste