Ops-Ingersoll High-Speed Eagle V9 OPS MW-Camtechnik: Dynamisch, kraftvoll und präzise in ein breites Werkstückspektrum
Eine universelle Bearbeitung in Verbindung mit Präzision gilt in der Praxis häufig als ein Widerspruch. Das Unternehmen MW-CAMtechnik in Iggingen war aber dennoch auf der Suche nach einer Kombination aus Kraft und Drehzahl für ein breites Werkstückspektrum aus Temperaturstabilität, Dynamik und Steifigkeit bei entsprechend hoher Präzision. Mit der Fräsmaschine High-Speed Eagle V9 von OPS-Ingersoll haben sich diese Anforderungen erfüllt. Seit Januar 2020 steht die Ma-schine unter Span und überrascht mit zahlreichen weiteren positiven Begleiterscheinungen.
Universelle Bearbeitung und Genauigkeit sind bei der High-Speed Eagle V9 kein Widerspruch. Für Marcus Warga ist es das breite Werkstückspektrum in Verbindung mit der Präzision bei dem die Maschine von OPS-INGERSOLL punktet.
Der Inhaber der MW-CAMtechnik, Marcus Warga gilt als Spezialist in der Programmierung von komplexen Präzisionsteilen mit gezielten CNC-Strategien in Autodesk PowerMILL In diesem Bereich hat er jahrzehntelange Erfahrung und einen entsprechenden Kundenstamm. 2019 kamen dann allerdings immer häufiger die Anfragen, ob es nicht möglich sei, neben der NC-Codes und aktuellen PowerMILL-Projekten auch Fräsarbeiten zu übernehmen. Und so entstand bei ihm die Idee, die Dienstleistung Programmieren um den Geschäftsbereich Fräsen zu erweitern. Für dieses Vorhaben war er deshalb auf der Suche nach einer Fräsmaschine, mit der er einerseits die Hochpräzisionsbearbeitung abdeckt, andererseits aber sollte es eine universelle Maschine sein, um damit ein breites Werkstückspektrum abzudecken. Den nahezu perfekten Mix aus Drehzahl und Kraft, Präzision mit entsprechenden Verfahrwegen fand er in der Fräsmaschine High-Speed Eagle V9 von OPS-Ingersoll.
Nun erfüllte die Maschine zwar alle Anforderungen hinsichtlich Präzision und Universalität. Für Marcus Warga waren es allerdings weitere Aspekte, die ihn zu dieser Entscheidung bewegten: „Solch eine Investition in der derzeit angespannten wirtschaftlichen Situation ist ja zunächst mutig. OPS-Ingersoll hat mich hier aber wirklich sehr partnerschaftlich unterstützt. Dazu zählt für mich unter anderem, dass man sich bereit erklärt hat, mir eine Maschine nach meinen Vorstellungen, mit z. B. Kühlmittel- und Grafit-Abscheidanlage, eine IKZ mit 80 bar sowie einer entsprechenden Spindel zu bauen. Diese Spindel war für mich deshalb so wichtig, weil ich so mit Fräser-Durchmesser kleiner 1 mm mit hohen Drehzahlen vernünftig fräsen kann und gleichzeitig für Stahl oder auch das Bohren bis 8 mm entsprechende Kraft habe.“ Eine Maschine mit Komplettausstattung, die bei der neuen Spindel beginnt. Aktuell setzt OPS-Ingersoll hier auf eine HSK E 50-Spindel, mit 21 Nm Drehmoment und 36.000 min-1 von StepTec. Eine Spindel, die auf Grund der Leistungsdaten eine optimale Kombination für das Fräsen von Buntmetallen, Kupfer- und Grafitelektroden sowie Stahl bietet. Den Bereich der kleinen Fräser mit hohen Drehzahlen bildet man damit also ebenso ab, wie die wirtschaftliche Bearbeitung größerer Werkstücke. Zusätzlich ist die Maschine in Iggingen mit Wasserkühlung, einer IKZ bis 80 bar sowie einer Abscheideinrichtung für Grafit ausgerüstet. Nun fräst man Grafit für gewöhnlich trocken. Mit der IKZ und der Abscheideinrichtung bietet sich allerdings die Möglichkeit, Grafit auch nass zu bearbeiten. Unabhängig davon hat Marcus Warga schon allein das Maschinenkonzept in Gantry-Bauweise mit dem thermosymmetrischen Aufbau überzeugt. Die Auslegung der Anlage in Kombination mit einer getunten Steuerungsvariante der HEIDEN-HAIN TNC640 Steuerung führt zu höchster Oberflächengüten bei gleichzeitig langen Werkzeugstandzeiten. Formeinsätze inklusive Kühlmittelbohrungen lassen sich komplett, auch im gehärteten Zustand, bearbeiten und selbst Kupferelektroden, bei denen Kunden hochwertige, spiegelartige Oberflächen erwarten, sind kein Problem.
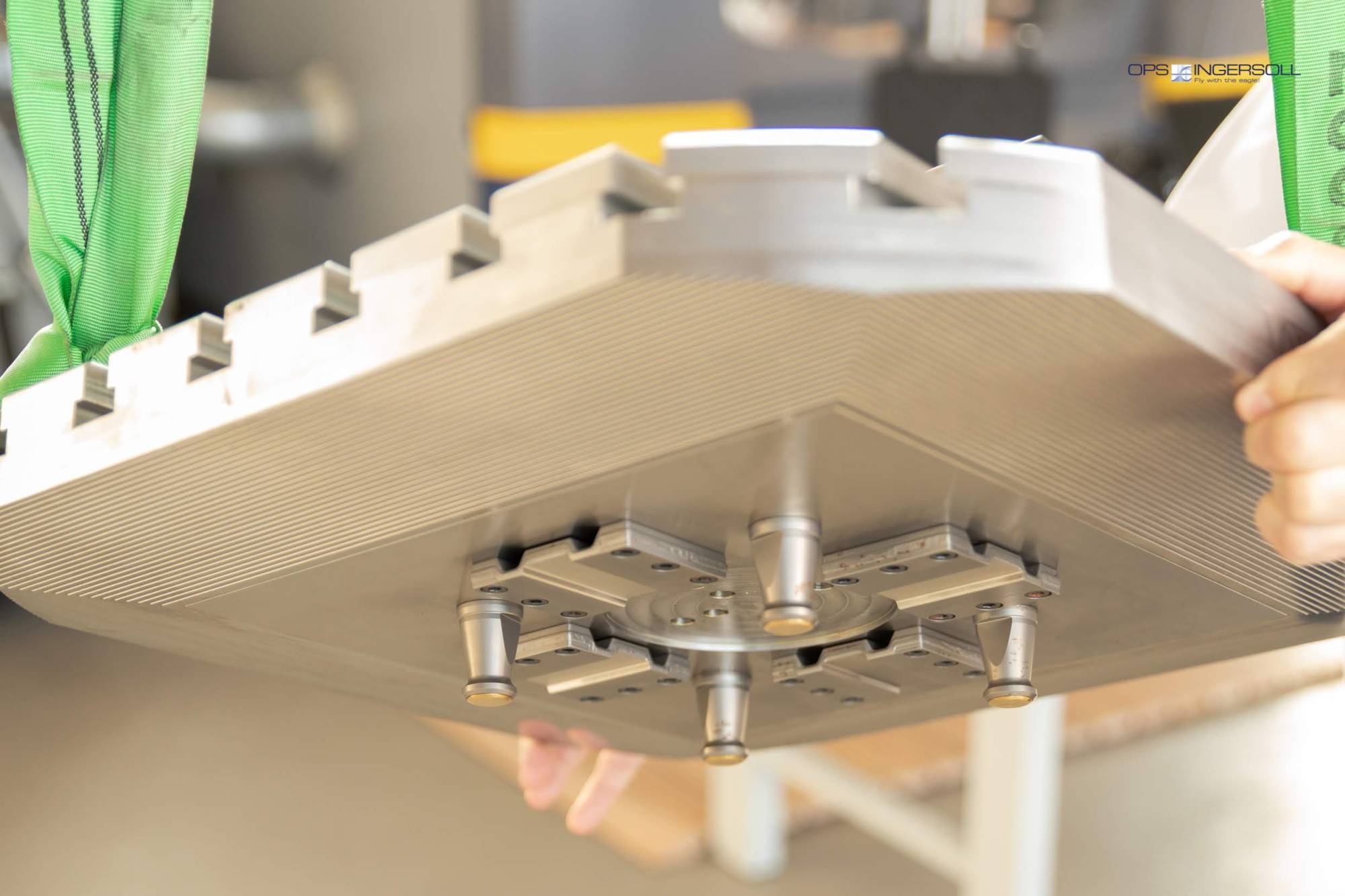
Den Verfahrweg in X-Richtung von 800 mm nutzt man bei der MW-CAMtechnik mit einem aufgespannten Nutentisch und bearbeitet so dreiachsig lange Bauteile.
Mit der X-Achse den längsten Verfahrweg
Nun sind es in Iggingen nicht allein die unterschiedlichen Werkstoffe, Kraft und Drehzahl, die zählen. Für das gewünschte breite Werkstückspektrum werden neben der Präzision auch große Verfahrwege benötigt. Und auch hier kann die Eagle V9 punkten. Jörg Müller, Gebietsverkaufsleitung OPS-Ingersoll , sieht im Konzept von OPS-Ingersoll einige Vorteile: „Wenn die thermischen Bedingungen stimmen, sind wir mit der Eagle V9 problemlos in der Lage, bei dreiachsiger Bearbeitung über den gesamten Verfahrbereich eine Präzision von 10 µm, gemessen am Bauteil, zu erreichen. Eine Voraussetzung dafür ist natürlich eine Affinität des Anwenders zur Maschine.“ Die Eagle V9 spielt zudem durch die Anordnung der Dreh-/Schwenkachse in Y-Richtung ihre Stärke aus und bietet mit einer maximalen Bauteilgröße bis zu 600 mm Durchmesser und einer maximalen Bauteilhöhe von 550 mm einzigartige Dimensionen bei gleichzeitig geringerem Platzbedarf. Legt man die Anlage mit einem UPC-Spannfutter aus, gewinnt man außerdem ein deutliches Mehr an Flexibilität hinsichtlich der Aufspannung der zu fertigenden Bauteile. So bietet sich die Möglichkeit, alle gängigen Paletten bis hin zu ITS 50-Haltern darauf zu fixieren. Mit einem T-Nutentisch ist es zudem möglich, eine dreiachsige Bearbeitung langer Bauteile über den gesamten Verfahrweg der X-Achse von 800 mm Länge durchzuführen.
Seit Januar 2020 werden bei der MW-CAMtechnik also mit der Eagle V9 Kupfer- und Grafitelektroden sowie Formeinsätzen für den Werkzeug- und Formenbau, die Medizintechnik oder auch die Pharmaindustrie gefertigt. Zuverlässigkeit, Flexibilität und Präzision stimmen, das macht die ständig steigende Nachfrage deutlich. Und so führt man mit OPS-Ingersoll bereits Gespräche, über eine eventuelle Automation, denn ob als Zelle oder Linienautomation, die Maschine ist für alles bereits vorbereitet.
Teilen: · · Zur Merkliste