anwenderreportage
ZF Steyr setzt zur Qualitätssicherung auf Zeiss PRISMO mit ZAS
ZF fertigt am Standort in Steyr unter anderem Getriebegehäuse für Nutzfahrzeuge. Dabei fallen über 1.000 Merkmale an, die es zu prüfen gilt. Zur wirtschaftlichen Qualitätssicherung setzt man vor allem auf Messtechnik von Zeiss. Durch den flexiblen Einsatz des neuen Schwenktasters Zeiss Articulating Stylus (ZAS) in Kombination mit einer PRISMO-Koordinatenmessmaschine inklusive Zeiss VAST Navigator konnten die Oberösterreicher die Messzeit der Gehäuse um rund 60 Prozent reduzieren.
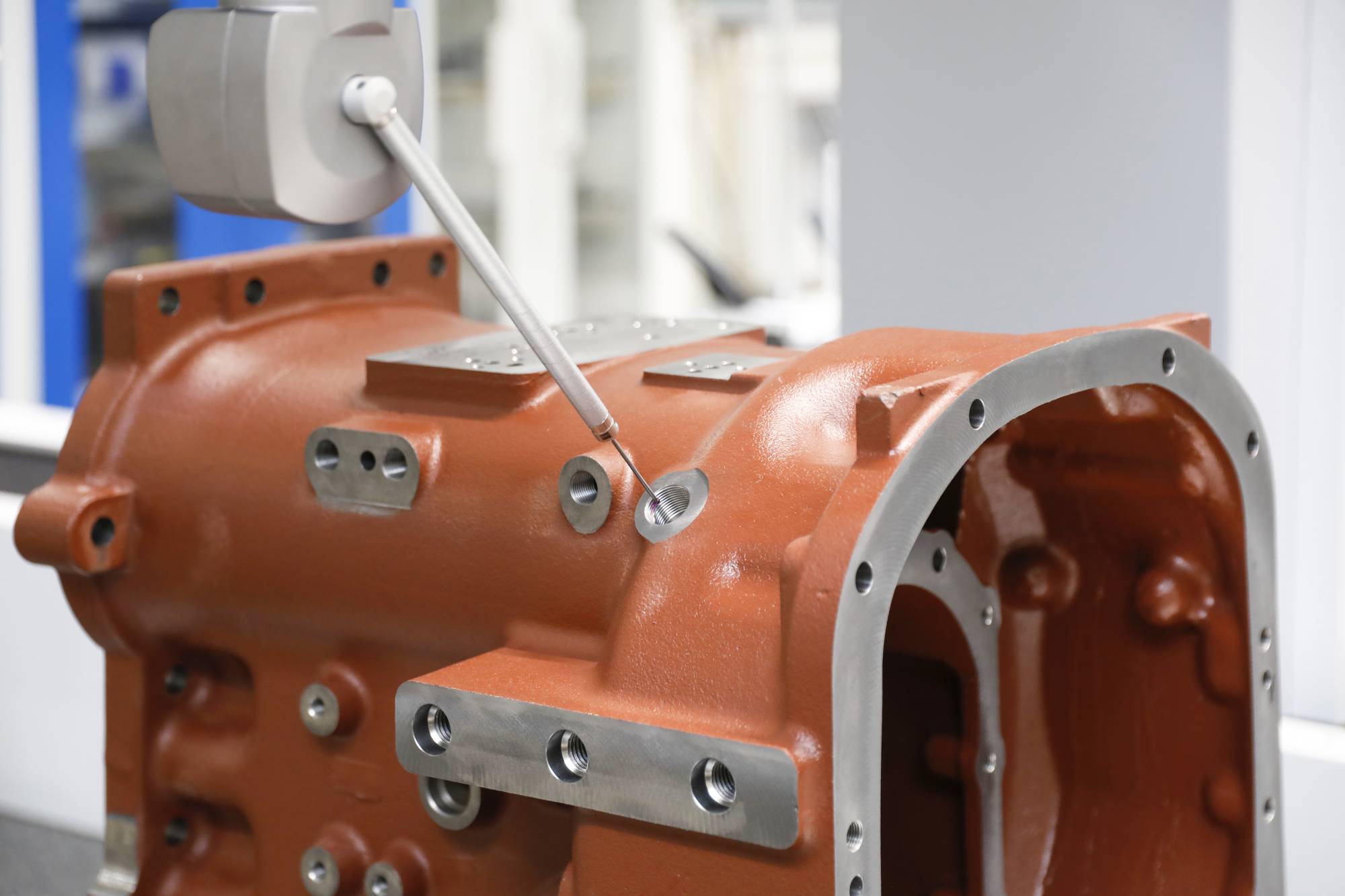
Mit dem Zeiss Articulating Stylus (ZAS) werden bei ZF in Steyr Kosten gespart, da viel weniger Taster benötigt werden. Zudem reduziert sich der Zeitaufwand für die Erstmontage sowie für den Wechsel der Taster im laufenden Betrieb. (Alle Bilder: x-technik)
Shortcut
Aufgabenstellung: Vermessung komplexer Getriebegehäuse, Wellen und Räder.
Lösung: PRISMO-Koordinatenmessmaschine inklusive Zeiss VAST Navigator und dem neuen Schwenktaster Zeiss Articulating Stylus (ZAS).
Nutzen: Weniger Tasterwechsel; weniger Taster; optimaler Anstellwinkel; hohe Genauigkeiten; Messzeiten um bis zu 60 % reduziert.
ZF ist ein weltweit führender Technologiekonzern und liefert Systeme für die Mobilität von Pkw, Nutzfahrzeugen und Industrietechnik. In den vier Technologiefeldern Vehicle Motion Control, integrierte Sicherheit, automatisiertes Fahren und Elektromobilität bietet ZF umfassende Produkt- und Softwarelösungen. Der Konzern ist mit 157.000 Mitarbeitern an 188 Produktionsstandorten in 31 Ländern vertreten. ZF zählt somit zu den weltweit größten Automobilzulieferern.
Am Standort im oberösterreichischen Steyr werden für die Division Industrietechnik über 900 verschiedene Komponenten für Landmaschinen (Traktoren oder Mähdrescher), Stapler, Lastkraftwagen sowie Bau- und Sondermaschinen produziert. Mit rund 500 Mitarbeitern werden neben Einzelkomponenten auch komplette Landmaschinengetriebe sowie Lenkgetriebekomponenten für die Automobilindustrie hergestellt.
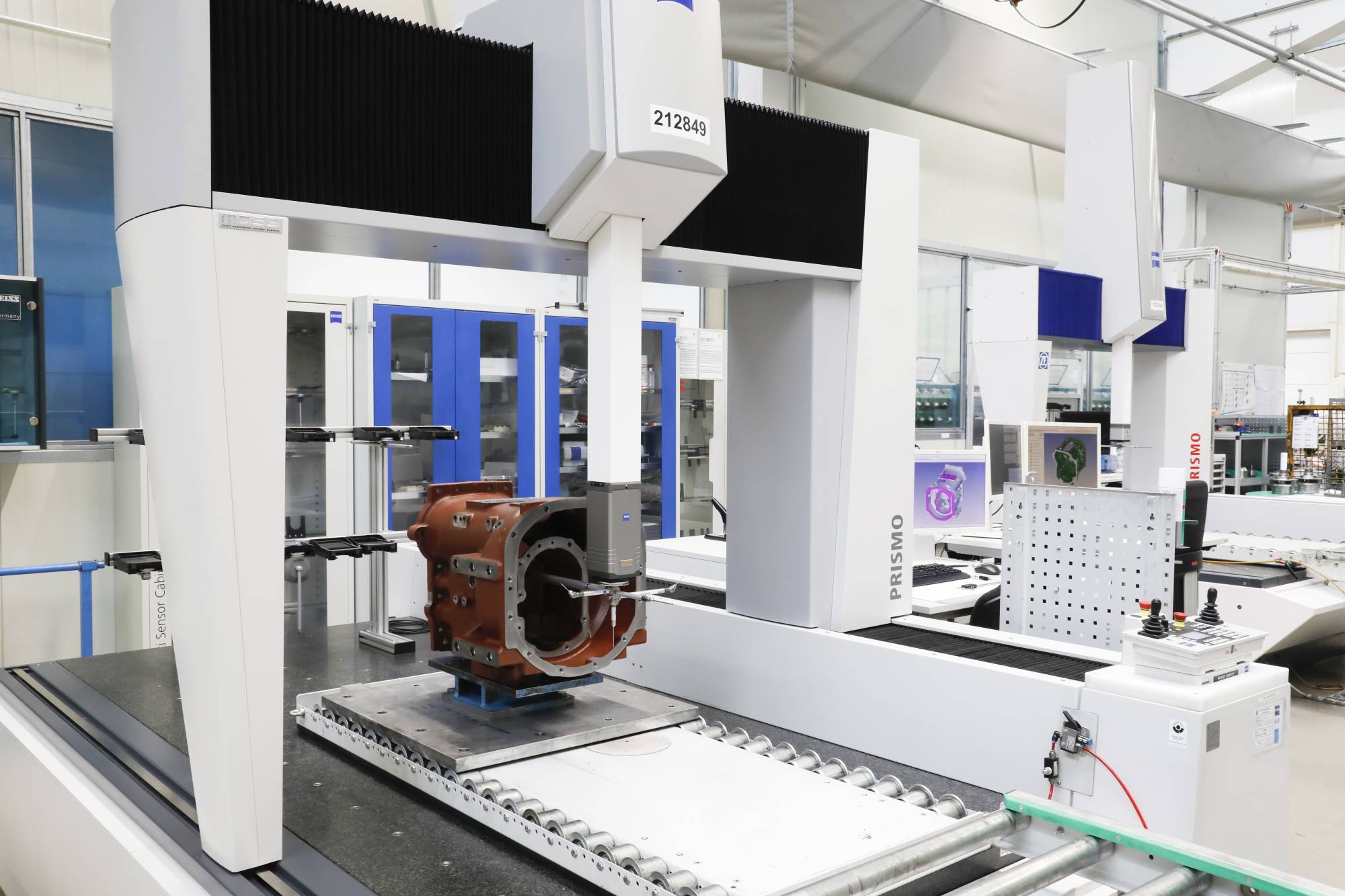
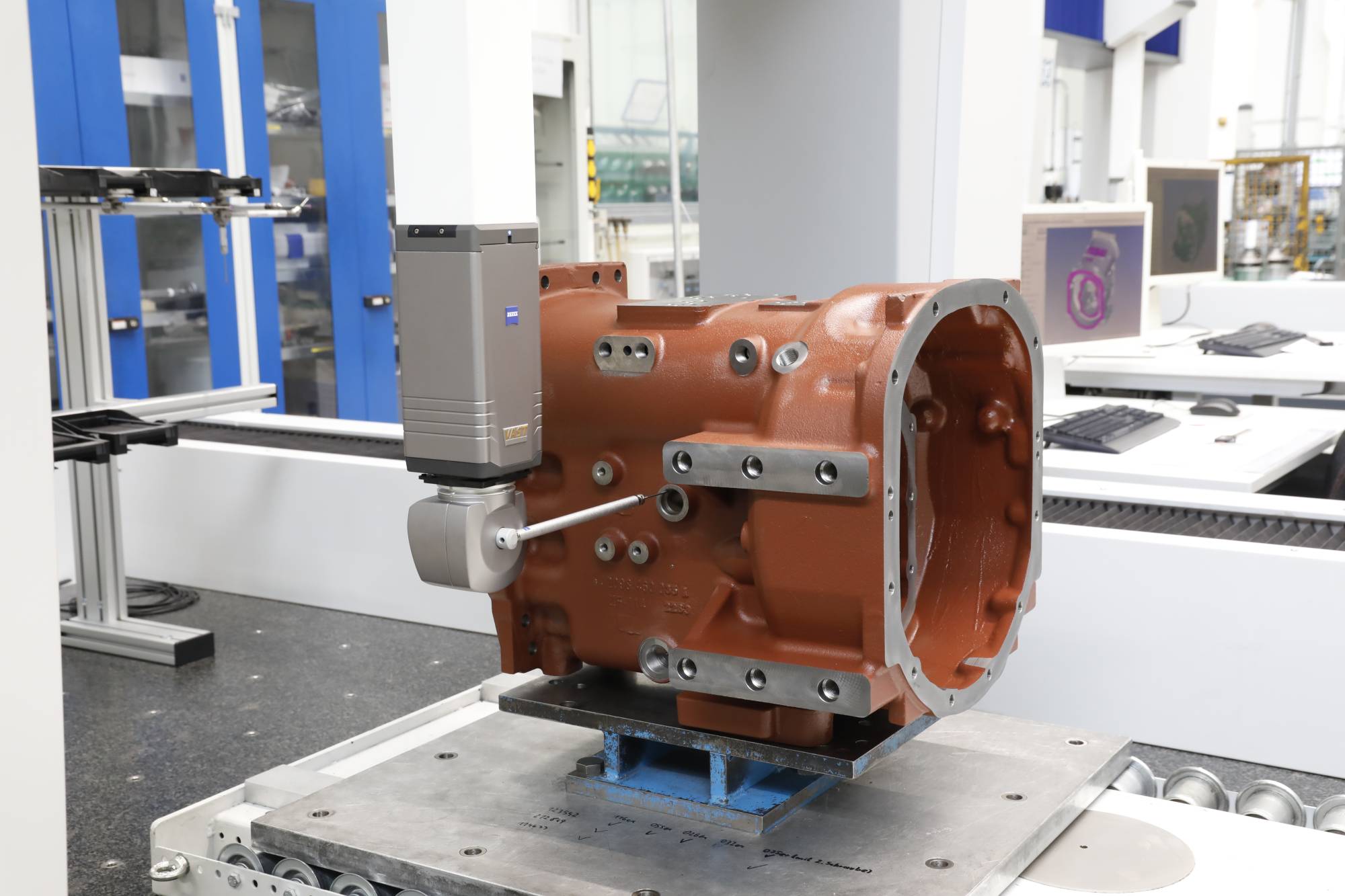
ZF setzt zur Qualitätssicherung von Getriebegehäusen für Nutzfahrzeuge auf Zeiss PRISMO-Koordinatenmessmaschinen inklusive Zeiss VAST Navigator und ZAS.
Historie ZF Steyr
Im Jahr 2000 übernahm die ZF Friedrichshafen AG die ehemalige Steyr Antriebstechnik vom Automobilzulieferkonzern Magna. Steyr Antriebstechnik war der verbleibende Rest der traditionsreichen Steyr-Daimler-Puch AG, eines der bedeutendsten österreichischen Industrieunternehmen. Dieses entstand 1934 aus der Steyr Waffenfabrik (gegründet 1864 von Josef Werndl in Steyr), der Österreichischen Daimler-Motorengesellschaft (gegründet 1899 in Wiener Neustadt) und der Fahrradfabrik Puch (gegründet 1891 von Johann Puch in Graz).
Bis zu 1.000 Merkmale pro Bauteil
Die bei ZF Steyr gefertigten Komponenten und Getriebe weisen durchwegs hohe Genauigkeiten auf, dementsprechend ist die Qualitätssicherung eine sehr wichtige, produktionsunterstützende Abteilung und auch hochwertig ausgestattet. „Wir sind Dienstleister für die Fertigung und prüfen die Bauteile auf die unterschiedlichsten Merkmale“, bringt sich Michael Nief, Teamleiter Qualitätssicherung bei ZF Steyr, ein.
Mit 14 Messtechnikern werden in Steyr mehr als 1.000 aktive Bauteile vermessen – und das rund um die Uhr. „Im Bereich der Koordinatenmesstechnik prüfen wir pro Schicht im Schnitt ca. 15 Bauteile pro Maschine“, ergänzt er. Das sind großteils Getriebegehäuse – aber auch Wellen oder Räder werden auf mehreren PRISMO-Koordinatenmessmaschinen von Zeiss vermessen. Bei den ZF-Getriebegehäusen gibt es zum Teil über 1.000 Merkmale pro Bauteil, die es zu vermessen gilt. Je nach Stabilität des Fertigungsprozesses wird die Prüfschärfe definiert bzw. angepasst.
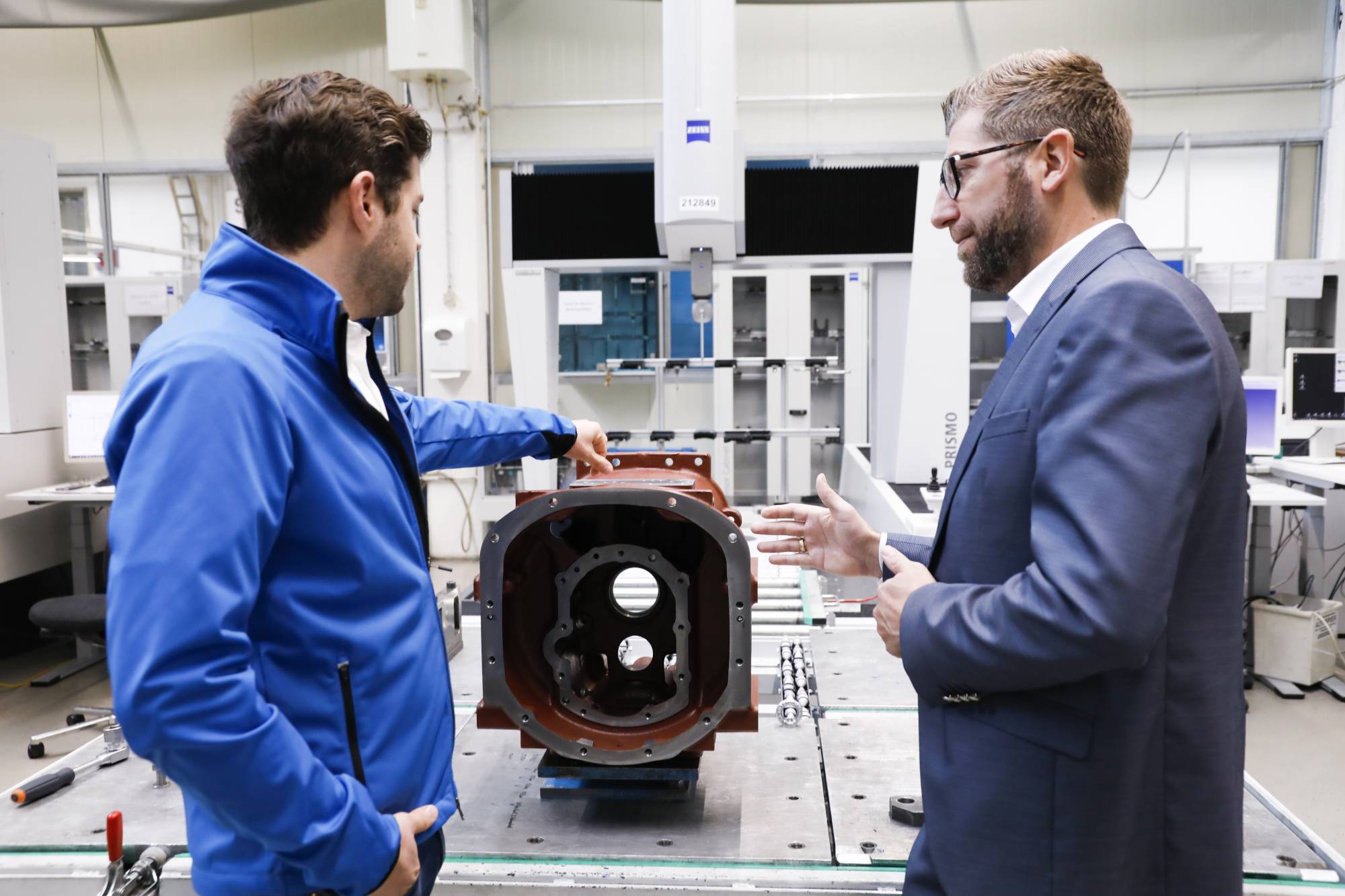
In Steyr ist man sowohl mit der Qualität als auch der Betreuung seitens Zeiss absolut zufrieden. Im Bild Michael Nief (links) und Mario Lang.
Koordinatenmesstechnik als wichtigstes Instrument
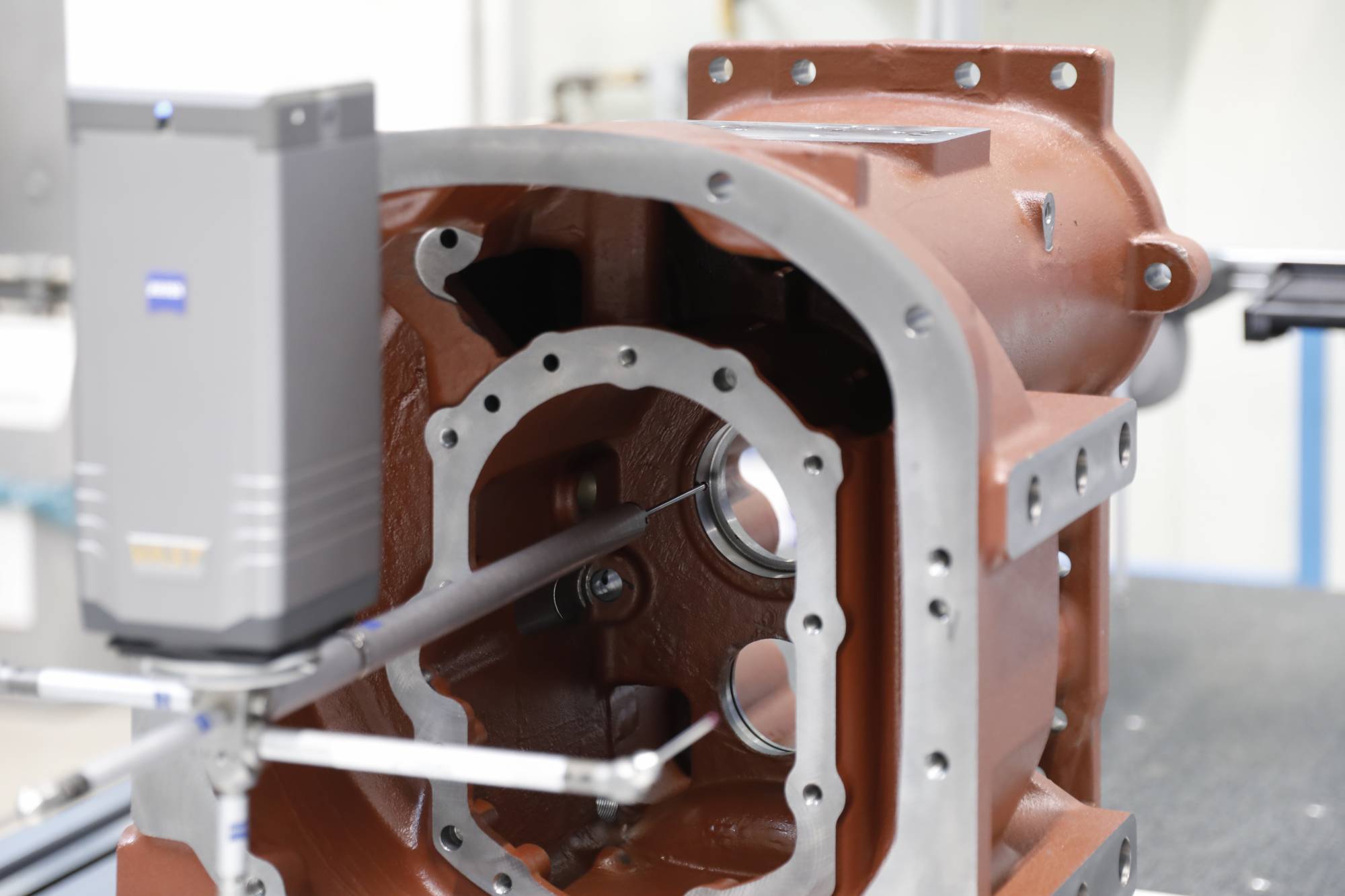
Die Oberflächen der Gehäuse sind im Allgemeinen sehr rau und werden an den Funktionsstellen spanend bearbeitet. Entsprechend zu vermessen sind die endbearbeiteten Flächen, Bohrungen sowie Gewinde. Neben der Ebenheit der Bezugsflächen sind Durchmesser und Position der Bohrungen wesentlich. „Wir sprechen unter anderem über Form- und Lagetoleranzen von unter vier Mikrometern“, zeigt der gelernte Messtechniker die hohen Qualitätsanforderungen der Gehäuse aus Steyr auf. Dementsprechend aufwendig ist auch deren Prüfung: „Die Durchlaufzeit einer serientauglichen Vermessung dauert bei Großgehäusen bis zu vier Stunden. Unsere Aufgabe ist es, das Bauteil zu bewerten und die Korrekturdaten für die Fertigung bestmöglich aufzubereiten, damit bereits mit dem Folgeteil die Freigabe für die Serie erfolgen kann“, beschreibt Nief einen bei ZF gängigen Qualitätsprozess.
Pro Jahr werden ca. 15 bis 20 neue Getriebemodelle mit jeweils zwei bis drei Gehäusen gefertigt. Somit steht alle ein bis zwei Wochen ein neuer Gehäusetyp zur Vermessung an. Die Zwischenkontrollen in der Serienfertigung belaufen sich dann aufgrund reduzierter Messmerkmale auf nur mehr rund 45 Minuten – eine hohe Messgeschwindigkeit ist bei ZF aufgrund der dreischichtigen Auslastung daher sehr wichtig. „Wir haben zwar eine fertigungsbegleitende Messung in der Werkzeugmaschine, jedoch ist aufgrund der Komplexität der Bauteile die Koordinatenmesstechnik unser wichtigstes Instrument für eine hochwertige Qualitätssicherung“, betont der Teamleiter.
Zeiss PRISMO in Kombination mit Zeiss VAST Navigator wird vor allem dann eingesetzt, wenn Toleranzen von einigen Mikrometer oder weniger eingehalten werden müssen und auch die Messgeschwindigkeit ein Faktor ist. Die VAST-Technologie erlaubt eine Tasterlänge von 800 mm.


Überblick Zeiss Articulating Stylus (ZAS)
Der Schwenktaster Zeiss Articulating Stylus lässt sich stufenlos auf +/- 135° einstellen und bietet trotz rotierender Achse eine sehr hohe Präzision. Er addiert zur Genauigkeit des Koordinatenmessgeräts lediglich zwei μm hinzu, das ist laut Zeiss der geringste Wert aller auf dem Markt erhältlichen Schwenktaster und wesentlich genauer als bei Tastern an einem Roboterarm. Das ist für einen Großteil aller Messaufgaben ausreichend und wird durch ein wesentlich höheres Messtempo belohnt.
Kleinere Einschränkungen gibt es bei der Konfiguration der Taster. Diese sollten laut Zeiss maximal 200 mm lang sein (Anm.: ZF verwendet Taster bis zu 350 mm prozesssicher). Taster, die in Bohrungen messen, müssen mindestens über einen Durchmesser von 1,5 mm verfügen, da der kleinste Kugeldurchmesser der einsetzbaren Taster 1,0 mm beträgt. Der ZAS arbeitet am Sensor Zeiss VAST gold, beherrscht also das aktiv scannende Messen beispielsweise an dem Koordinatenmessgerät Zeiss PRISMO.
Präzision, Geschwindigkeit, Flexibilität
Die Oberösterreicher verfügen über insgesamt sechs Koordinatenmessmaschinen von Zeiss – drei baugleiche PRISMO, eine PRISMO Navigator mit Drehtisch, eine CONTURA sowie eine CenterMax. „Hier am Standort arbeiten wir bereits seit 40 Jahren mit Messtechnik von Zeiss und sind damit sehr zufrieden. Klarerweise schauen wir uns bei jeder Neuinvestition den Markt im Detail an, doch die Vorteile von Zeiss überwiegen stets. Einerseits ist die Qualität des Maschinenbaus hervorragend, andererseits die Präzision, Geschwindigkeit und Verlässlichkeit sehr zufriedenstellend. Zudem können wir unsere Messprogramme von Maschine zu Maschine wechseln“, begründet Nief die Entscheidung für die Produkte des deutschen Herstellers.
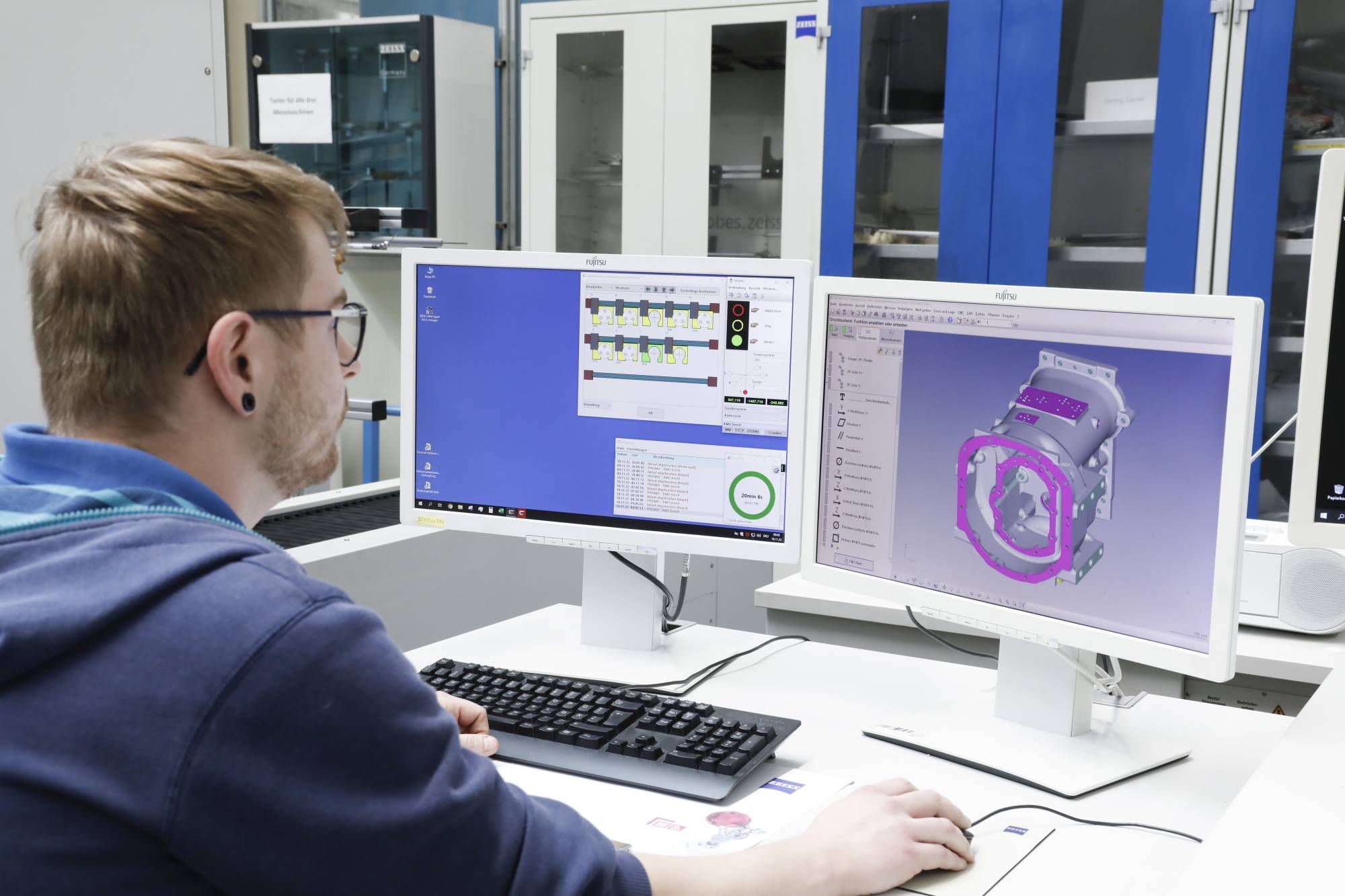
Programmiert und gesteuert werden die Zeiss-Maschinen bei ZF mit der Software Zeiss CALYPSO. Für Messtechniker Kevin Czanker eine ideale Kombination.

Michael Nief
Teamleiter QS bei ZF Steyr
„Die Zusammenarbeit mit Zeiss ist hervorragend. Die Messmaschinen, die Technologie und auch das Service sind mehr als zufriedenstellend. “
Service als wichtiger Baustein
Auch das zuverlässige und kompetente Service von Zeiss mit all seinen Facetten ist für ZF ein wichtiger Baustein. So bietet Zeiss Österreich die jährliche Wartung seiner Messmaschinen sowie den Serviceeinsatz zweischichtig an. „Dadurch“, so Nief, „werden unsere Stillstandzeiten deutlich verkürzt.“ Für eine bestmögliche und flexible Kundenbetreuung beschäftigt Zeiss in Österreich ein ständig wachsendes Team von derzeit 18 Servicetechnikern.
„Was zudem immer wichtiger wird, ist das Angebot von Smart Services – das digitale Dienstleistungsangebot von Zeiss“, bringt sich Mario Lang, Head of Sales Austria bei Zeiss, ein. Zeiss-Messmaschinen werden nach Absprache mit den Kunden direkt an die Zentrale in Graz angebunden. Auswertungen und Analysen können so bereits im Vorfeld erfolgen. „Der Servicetechniker kommt dadurch immer mit dem richtigen Ersatzteil zum Kunden und der Serviceeinsatz wird erheblich verkürzt“, zeigt Lang die praktischen Möglichkeiten der zunehmenden Digitalisierung auf. Zudem bekommt der Anwender über das Smart Services Dashboard konkrete Informationen bezüglich der Auslastung und Messfähigkeit jeder einzelnen Maschine, um entsprechende Anpassungs- und Optimierungsmaßnahmen treffen zu können. „Damit lassen sich Messprozesse auf Bedarf transferieren, Servicearbeiten einplanen oder potenzielle Fehlerquellen rechtzeitig erkennen und anschließend rasch beheben, was letztlich zu einer höheren Maschinenverfügbarkeit und Produktivität führt“, fasst Lang zusammen.

Kevin Czanker arbeitet täglich mit den Zeiss PRISMO-Koordinatenmessmaschinen und ist von der Qualität und Bedienerfreundlichkeit absolut überzeugt.

Der gelenkige Schwenktaster ZAS kann automatisch eingewechselt werden und ersetzt mehrere Konfigurationen mit festen Tastern, da sich sein Taster motorgetrieben und softwaregesteuert in einer Ebene schwenken lässt.

Mario Lang
Head of Sales Austria bei Zeiss
„Der neue ZAS-Schwenktaster lässt sich stufenlos auf +/- 135° einstellen. Somit sind wesentlich weniger Taster im Messprozess notwendig und die Messzeiten werden deutlich verkürzt.“
PRISMO mit ZAS
Die neueste Errungenschaft im Messraum von ZF ist eine PRISMO der neuesten Generation inklusive dem neuen Schwenktaster Zeiss Articulating Stylus (ZAS), der sich stufenlos auf +/- 135° einstellen lässt und somit die Flexibilität des Gesamtsystems nochmals erhöht. „Die PRISMO ist für Highspeed-Scanning bei höchster Präzision ausgelegt und mit einer Genauigkeit von 0,9+L/350 μm das Flaggschiff der Koordinatenmesstechnik von Zeiss“, betont Lang und ergänzt: „Zeiss PRISMO wird vor allem dann eingesetzt, wenn Toleranzen von einigen Mikrometer oder weniger eingehalten werden müssen und auch die Messgeschwindigkeit ein Faktor ist.“ In Kombination mit Zeiss VAST Navigator, wie bei ZF im Einsatz, können enorme Messzeitverkürzungen erreicht werden. Die VAST-Technologie erlaubt zudem eine Tasterlänge von bis zu 800 mm. „Ziel ist es, so viel wie möglich auf einer Messmaschine überprüfen zu können. Die PRISMO mit dem ZAS-System ermöglicht uns sowohl die Form- und Lagemessung als auch Kontur- und Radienmessung“, zeigt Nief die hohe Flexibilität der neuen Lösung auf.

Langjährige und erfolgreiche Zusammenarbeit (v.l.n.r): Kevin Czanker, Michael Nief und Mario Lang.
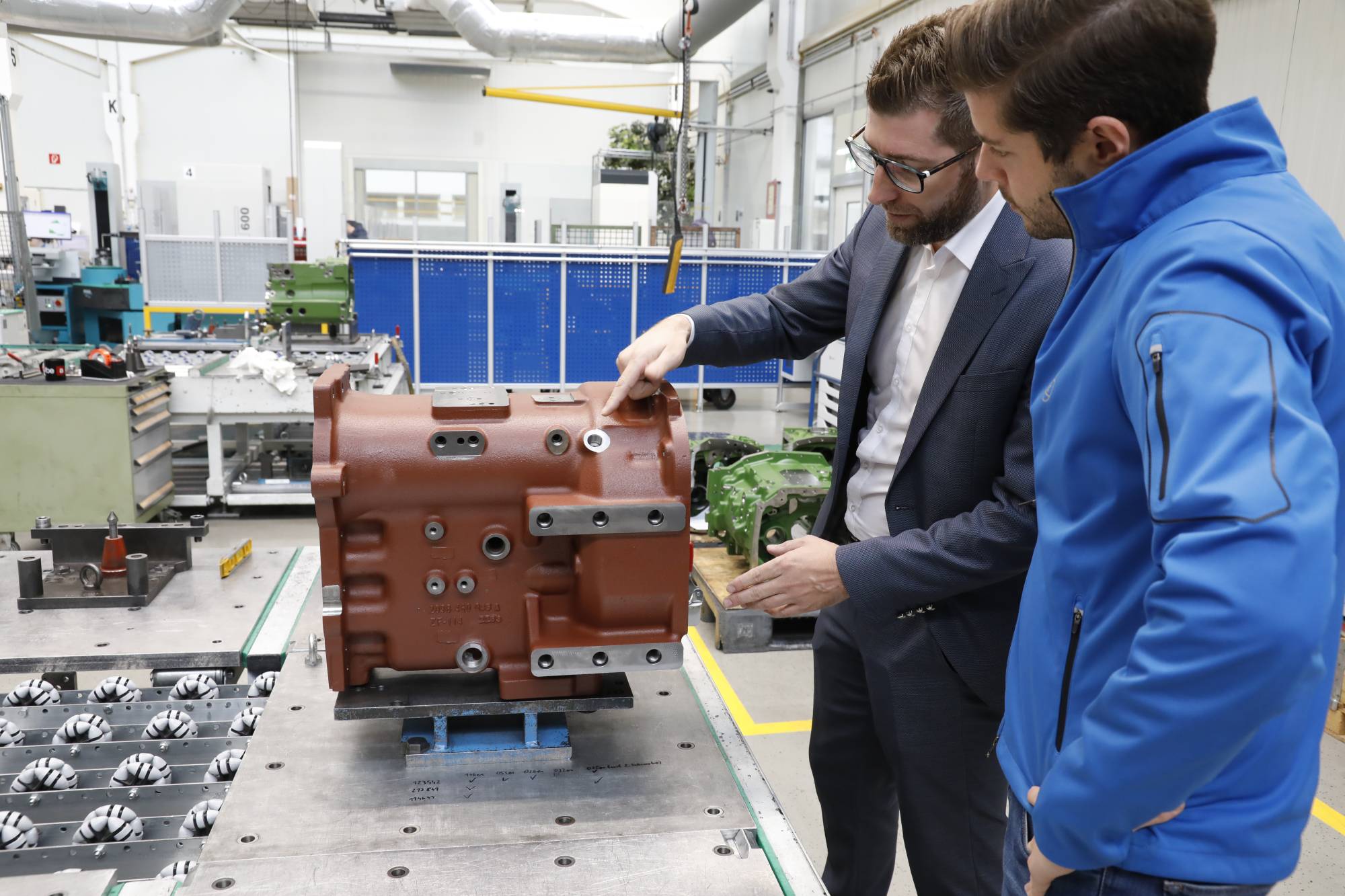
Aufgrund der Komplexität der Bauteile bei ZF ist die Koordinatenmesstechnik das wichtigste Instrument für eine hochwertige Qualitätssicherung. Mario Lang und Michael Nief im Fachgespräch.
Infos zum Anwender
ZF ist ein weltweit führender Technologiekonzern und liefert Systeme für die Mobilität von Pkw, Nutzfahrzeugen und Industrietechnik. In den vier Technologiefeldern Vehicle Motion Control, integrierte Sicherheit, automatisiertes Fahren und Elektromobilität bietet ZF umfassende Produkt- und Softwarelösungen. Im Jahr 2021 hat ZF mit weltweit rund 157.500 Mitarbeitern einen Umsatz von 38,3 Milliarden Euro erzielt. Das Unternehmen ist an 188 Produktionsstandorten in 31 Ländern vertreten. Am Standort Steyr werden mit rund 500 Mitarbeitern Traktorgetriebe sowie Pkw-Lenkgetriebe montiert und Gehäuse und Zahnräder für Achsen und Getriebe gefertigt.
Messen mit dem richtigen Dreh
Da bei ZF zumeist komplexe Bauteile geprüft werden, sind die Tasterwechselmagazine mit den verschiedensten Tastern ausgestattet. Dadurch waren bisher auch entsprechend viele Tasterwechsel notwendig, wodurch wiederum hohe zeitliche Aufwände entstanden sind. Abhilfe schafft nun der neue ZAS-Schwenktaster, der sich, wie bereits erwähnt, stufenlos auf +/- 135° einstellen lässt. „Beispielsweise schräg nach oben, um in eine schräg nach unten zeigende Bohrung zu fahren. Das spart Geld, weil weniger Taster benötigt werden. Zudem spart es Zeit, durch wesentlich weniger Tasterwechsel im laufenden Betrieb, vor allem bei schwer zugänglichen Werkstücken – wie den bei ZF zu vermessenden Getriebegehäusen. Aufgrund der reduzierten Verfahrwege werden auch die Lager geschont“, geht Lang ins Detail und Nief ergänzt: „Der ZAS ersetzt komplexe Tasterkonfigurationen nicht komplett, reduziert aber ihre Anzahl und damit den Zeitaufwand für die Tasterwechsel erheblich. Die Zeitersparnis ist umso höher, wenn große Bauteile zu messen sind und der Sensor mehrere nutzlose Meter hin- und wieder zurückfahren muss, um den Taster zu wechseln.“ Die Länge des eigentlichen Sensors ist beim ZAS aufgrund der Genauigkeitsvorgaben von Zeiss auf 200 mm begrenzt. „Wir verwenden jedoch Sensoren mit 350 mm und unsere Toleranzwerte sind sogar besser als von Zeiss angegeben. Zudem liegt die Wiederholgenauigkeit unter vier Mikrometer“, bestätigt der ZF-Teamleiter die hohe Präzision des neuen Systems.

ZF verfügt in Steyr über insgesamt sechs Koordinatenmessmaschinen von Zeiss – drei baugleiche PRISMO, eine PRISMO Navigator mit Drehtisch, eine CONTURA sowie eine CenterMax.

Zeiss PRISMO-Koordinatenmessmaschine inklusive Zeiss VAST Navigator und ZAS bei ZF Steyr..
Bei den ZF-Getriebegehäusen gibt es zum Teil über 1.000 Merkmale pro Bauteil, die es zu vermessen gilt.
Bis zu 60 Prozent Zeitersparnis
Die Gesamtzeitersparnis durch das neue System bestehend aus PRISMO und ZAS beziffert Michael Nief auf rund 60 Prozent. Beim Zeiss Articulating Stylus nimmt das Einmessen lediglich 15 Minuten in Anspruch. Während des Einmessprozesses werden acht definierte Winkelpositionen motorgetrieben angefahren, danach sind stufenlos alle Winkelpositionen von +135° bis -135° eingemessen. Dieser Prozess erfolgt automatisch, gesteuert von der Software Zeiss CALYPSO. „Wer eine CALYPSO-Schulung genossen hat, beherrscht auch den ZAS – eine besondere Einweisung ist dafür nicht notwendig“, ergänzt Messtechniker Kevin Czanker, der täglich mit dem ZAS arbeitet und auch beim praktischen Arbeiten enorme Vorteile durch den immer perfekten Anstellwinkel sieht.
Aufgrund der geringen Mehrkosten von rund 2,5 Prozent der Investition hat sich das neue System bei ZF auf Anhieb amortisiert. Mit einem Sensor-Fit-Paket lassen sich übrigens Maschinen zurück bis Baujahr 2003 mit dem ZAS-System nachrüsten. „Für uns ist das natürlich sehr interessant und wir planen daher, auch unsere beiden älteren PRISMO-Maschinen mit ZAS aufzurüsten“, so Nief.
Und um die Kapazität bzw. die Auslastung der Koordinatenmessgeräte noch weiter zu erhöhen, denkt man bei ZF bereits über entsprechende Automatisierungslösungen nach: „Zeiss-Lösungen reichen von manuellen Beladesystemen bis hin zu vollautomatischen Zellen. Das ist speziell für die dritte Schicht oder das Wochenende sehr interessant“, blickt Michael Nief abschließend in die nähere Zukunft.
Teilen: · · Zur Merkliste