ATC Rundlauf-Erkennungssystem minimiert Qualitätsprobleme inline in der Werkzeugmaschine
Die Qualität einer Bohrung in der Werkzeugmaschine wird von vielen Faktoren beeinflusst. Der exakte Rundlauf des Werkzeugs in der Spindel spielt dabei natrülich eine entscheidende Rolle. Accretech hat mit dem ATC Rundlauf-Erkennungssystem einen berührungslosen Sensor entwickelt, der inline plötzlich auftretende Abweichungen beim Werkzeug innerhalb von 0,3 s erkennt.
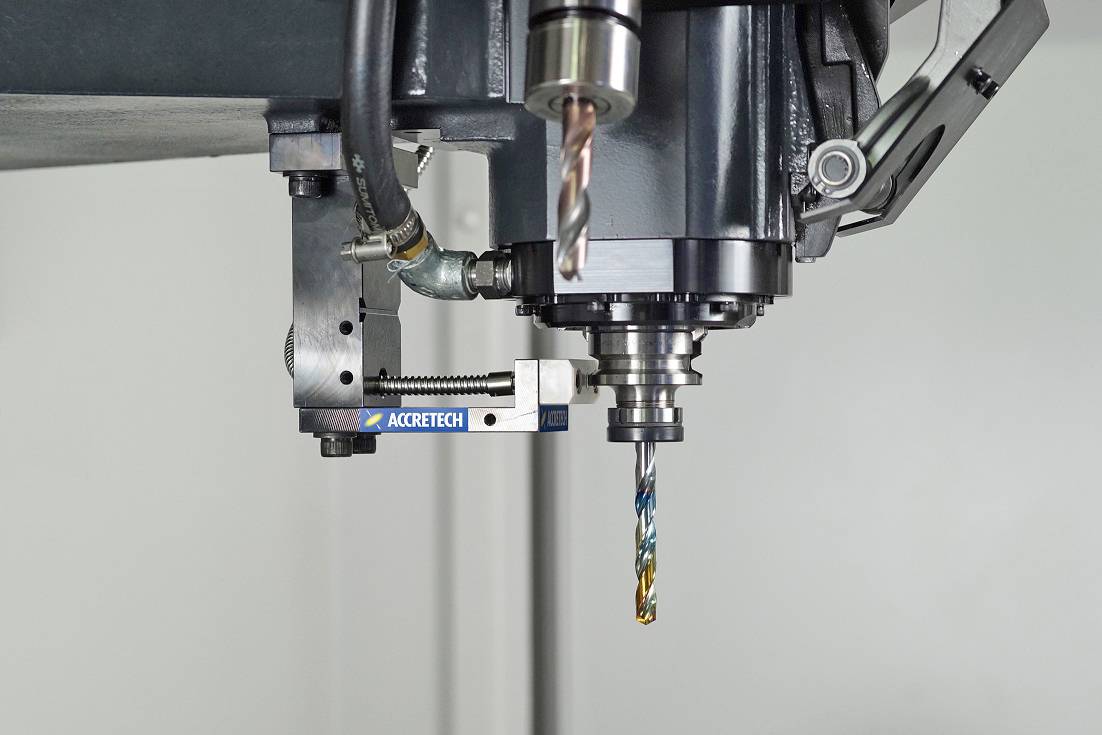
Das berührungslos arbeitende ATC Rundlauf-Erkennungssystem von Accretech minimiert Qualitätsprobleme inline in der Werkzeugmaschine.
Das Problem kennen viele Metallverarbeiter: Späne in der Werkzeugmaschine sorgen leicht dafür, dass Werkzeuge wie Bohrer, Fräsen oder Gewindeschneider nicht in der gewünschten Qualität rundlaufen. Vor allem bei der Hochgeschwindigkeitsbearbeitung weicher Werkstoffe wie beispielsweise das für den automobilen Leichtbau so beliebte Aluminium landen nach dem Werkzeugwechsel immer wieder Späne in der Werkzeugaufnahme und sorgen damit für plötzlich auftretende Bearbeitungsfehler, Qualitätsprobleme und kostspieligen Ausschuss.
Abhilfe verspricht das patentierte ATC Rundlauf-Erkennungssystem von Accretech, das inline den Bearbeitungsprozess überwacht. Dabei wird der aktuelle Rundlaufwert mit der vor der Bearbeitung gemessenen und dann im Controller gespeicherten Form des Werkzeugflansches verglichen. Wirbelstromsensoren messen Abweichungen des Rundlaufs bis zu 5 μm im Magnetfeld. „Das ATC Rundlauf-Erkennungssystem, das weltweit schon mehr als 10.000 Mal bei Kunden eingesetzt wird, ist unsere Antwort auf den Trend zu prozess- und maschinenintegrierter Messtechnik. Damit können Metallverarbeiter ihre Produktionsprozesse optimieren – mit dem Ziel, weniger Ausschuss zu produzieren“, sagt Christian Senninger, Business Unit Direktor Metrology bei Accretech Europe.

Zuverlässig und wartungsfreundlich
Die Zuverlässigkeit der Rundlauf-Messungen wird bei ATC durch die Interpolation der Mitnehmernuten des Werkzeughalters mit Software sowie durch eine eigene Oversampling-Methode erhöht. Durch die zusätzliche Verwendung eines proprietären Software-Algorithmus dauern die Messungen gerade einmal 0,3 s bei einer Spindeldrehzahl von 600 min-1. Das ATC Rundlauf-Erkennungssystem ist speziell für raue Produktionsumgebungen in Werkzeugmaschinen ausgelegt. Der Sensor ist kühlmittelbeständig, arbeitet in einem Temperaturfenster von 0 bis 40 °C und verfügt über eine Vibrationsfestigkeit von maximal 3,66 G sowohl in der X- als auch in der Y- und Z-Achse.
Das System ist einfach programmierbar und bedienbar, der Sensor durch die Automatik-Tuning-Funktion wartungsfreundlichn: Ist er beschädigt, wird er einfach durch einen neuen ersetzt. Für die Anpassung des neuen Sensors wird der Werkzeughalter aus der Hauptspindel ausgewechselt – und der Sensor wird mit Hilfe von zwei verfügbaren Tasten am Bediengerät neu kalibriert. Das ATC Rundlauf-Erkennungssystem ist herstellerunabhängig auf allen Werkzeugmaschinen einsetzbar und somit auch auf bestehenden Maschinen nachrüstbar.
Teilen: · · Zur Merkliste