Sandvik Coromant Plura HFS: Optimierte Bearbeitungsstrategie bei Titan
High-Feed Side Milling: Der Werkstoff Titan hat in der Luftfahrtindustrie in den letzten Jahren enorm an Bedeutung gewonnen. Und damit stehen auch die Herausforderungen einer effizienten, produktiven und qualitativ hochwertigen Bearbeitung dieses weitverbreiteten und anspruchsvollen Materials im Mittelpunkt der Diskussion. Natürlich verfolgt jedes Fertigungsunternehmen das Ziel, beim Fräsen von Titan das Optimum aus den eingesetzten Werkzeugen herauszuholen, aber ohne die richtige Technologie und das Know-how kann das durchaus schwierig werden. Aktuelle Weiterentwicklungen von Sandvik Coromant sollen das Leben in diesem Bereich ab jetzt leichter machen.

Der neue CoroMill® Plura HFS ISO S-Schaftfräser verfügt über spezielle Geometrien und Sorten, die für Titanlegierungen und insbesondere für den Einsatz beim High-Feed Side Milling konzipiert wurden.
Der Luftfahrtbranche wird in den kommenden Jahren ein beeindruckendes Wachstum vorhergesagt: Zum einen, weil die Nachfrage nach neuen Strecken und einer höheren Taktung weiter steigen wird, zum anderen aufgrund des zunehmenden Wohlstands in Asien und anderen Wachstumsregionen. Laut Airbus wird sich der Luftverkehr in den nächsten 15 Jahren insgesamt verdoppeln.
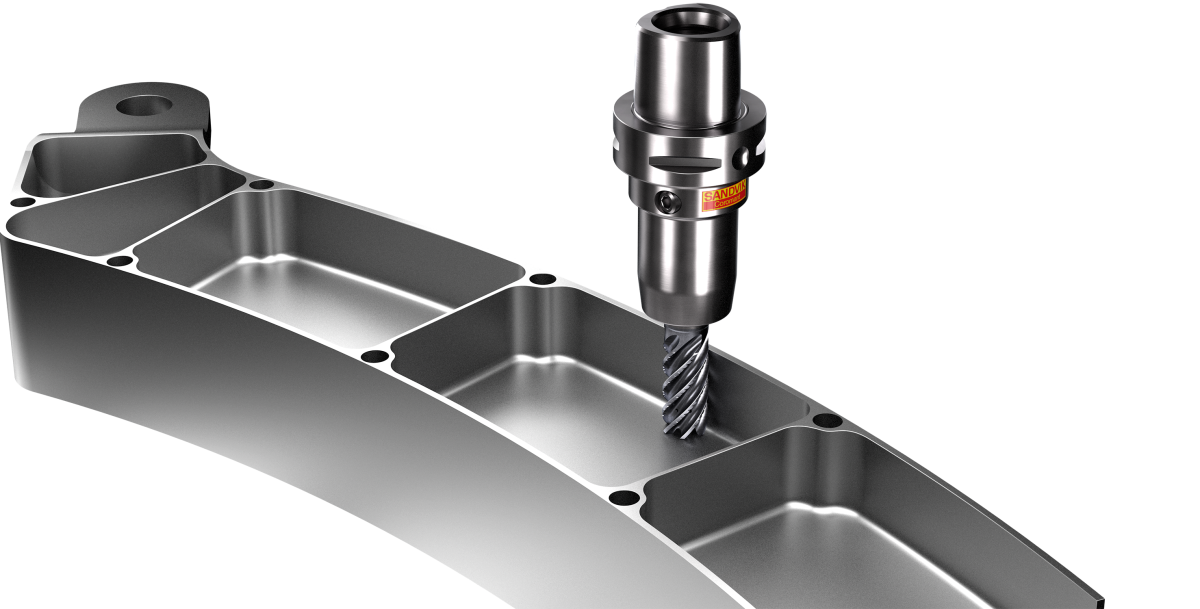
Der Vollhartmetall-Schaftfräser für die Bearbeitung von ISO-S-Werkstoffen eignet sich hervorragend für die Zerspanung von Flugzeugbauteilen aus Titanlegierungen.
Steigender Bedarf an Flugzeugen
Eine maßgebliche Konsequenz dieser Prognosen ist ein vermehrter Bedarf an Flugzeugen, was wiederum bedeutet, dass Flugzeughersteller ihre Produktion beschleunigen müssen. Aber auch für die Zulieferer der Luftfahrtindustrie sind deutliche Folgewirkungen zu erwarten, denn sie werden die steigenden Anforderungen hinsichtlich Kapazität, Ausstoß, Qualität, fristgerechter Lieferung und Preis erfüllen müssen. Eine aktuelle Umfrage von Deloitte geht davon aus, dass sich die Zulieferkette der Luftfahrtindustrie weiter transformiert, um so Kosten senken, schneller reagieren und mehr investieren zu können.
Bei den Flugzeugen selber wird der Titananteil weiter steigen, vor allem wegen seines beeindruckenden Verhältnisses von Festigkeit zu Gewicht. Flugzeugstrukturbauteile sind allerdings extrem große Komponenten, bei denen oft eine erhebliche Menge an Material abgetragen werden muss, bevor sie fertig sind und montiert werden können. Darum ist es von entscheidender Bedeutung, dass Hersteller von Zerspanungswerkzeugen Lösungen anbieten, die sowohl hohe Produktivität als auch lange und vorhersehbare Werkzeugstandzeiten ermöglichen. Um den Anforderungen moderner Fertigungsstätten aber umfassend gerecht werden zu können, bedarf es oft mehr als nur Werkzeuginnovationen – manchmal muss das gesamte Bearbeitungskonzept komplett geändert werden.

Um die Kühlleistung noch weiter zu steigern, ist das Werkzeug mit dem von Sandvik Coromant entwickelten und zum Patent angemeldeten Coolant Booster ausgestattet.
Ein neuer Ansatz zur Optimierung
Ein solches Bearbeitungskonzept ist das High-Feed Side Milling: Im Gegensatz zu herkömmlichen Bearbeitungsansätzen mit großem radialen Eingriff und niedrigen Schnittgeschwindigkeiten (40 bis 60 m/min) zeichnet sich das High-Feed Side Milling durch kleinere radiale Eingriffe, eine konstante Spandicke und hohe Vorschub- und Schnittgeschwindigkeiten aus.
Bei Sandvik Coromant begann das F&E-Team deshalb mit der Entwicklung eines Werkzeugs, das die Vorteile dieser neuen Frässtrategie in Kombination mit einer CAM-Programmierung optimal umsetzen kann. Der Gedanke dahinter war, eine höhere Produktivität sowie längere Werkzeugstandzeiten zu erreichen. Nach zwei Jahren intensiver Entwicklungsarbeit stellte das Unternehmen dann den CoroMill® Plura HFS (High-Feed Side Milling) vor. Der Vollhartmetall-Schaftfräser für die Bearbeitung von ISO-S-Werkstoffen verfügt über speziell Geometrien und Sorten, die eigens für Titanlegierungen und insbesondere für den Einsatz beim High-Feed Side Milling konzipiert wurden.

Schnittgeschwindigkeiten größer als 100 m/min
Für Hersteller von Titankomponenten stellt die Produktivität eigentlich immer ein Problem dar, da die Zerspanbarkeit durch die hohe chemische Reaktivität, die geringe Wärmeleitfähigkeit und die Kaltverfestigungseigenschaften des Materials begrenzt ist. Um hier entgegenzuwirken, bietet der neueste Schaftfräser von Sandvik Coromant eine zuverlässige Leistung bei der Bearbeitung von Titanlegierungen mit Schnittgeschwindigkeiten von mehr als 100 m/min bei gleichzeitig hoher Standzeit.
Der Hauptverschleißmechanismus beim Fräsen von Titanlegierungen ist der Diffusionsverschleiß, der durch eine chemische Wechselwirkung zwischen dem Titan aus dem Werkstückmaterial und den chemischen Elementen aus der Werkzeugbeschichtung und dem Substrat entsteht. Eine höhere Temperatur in der Schneidzone verstärkt die chemische Reaktion, sodass ein effektives Kühlsystem besonders wichtig für diejenigen ist, die eine längere Werkzeugstandzeit erreichen wollen.
Um die Wärmeübertragung von der Schneidzone zu verbessern und das Kühlmittel effizienter zu nutzen, ist der neueste Vollhartmetall-Schaftfräser mit einer innovativen internen Kühlmittellösung ausgestattet. Die Kühlmittelkanäle haben Auslässe (je einen pro Rille), die so positioniert sind, dass das Fluid den am stärksten thermisch belasteten Teil der Schneidzone erreichen kann. Um die Kühlleistung noch weiter zu steigern, ist das Werkzeug mit dem von Sandvik Coromant entwickelten und zum Patent angemeldeten Coolant Booster ausgestattet, der auf der Freiwinkelseite der Schneide Kühlstromnuten zur Verbesserung der Wärmeabfuhr aufweist.
Scharfe Schneidkanten sind eine weitere Voraussetzung beim Fräsen von Titanlegierungen, da diese die Schnittkräfte reduzieren und den Einfluss der Kaltverfestigung minimieren. Bei dem neuen Werkzeug verbinden sich scharfe Kanten mit einer neuen (zum Patent angemeldeten) Beschichtung, die eine TiAlN-Innenschicht und eine siliziumhaltige Außenschicht aufweist. Die äußere Schicht reagiert mit Titanlegierungen und bildet eine dünne Submikron-Schutzschicht auf der ursprünglichen Beschichtung. Während des Schneidprozesses gleiten die neu gebildeten Späne über die Schutzschicht, verhindern eine schnelle Verschlechterung der ursprünglichen Beschichtung und verlängern die Werkzeugstandzeit.

Vorteile in der Praxis
Die Vorteile des neuen CoroMill Plura HFS ISO S-Schaftfräsers in Kombination mit der High-Feed Side Milling Bearbeitungsstrategie wurden bereits in einem europäischen Werk eines großen Flugzeugherstellers deutlich. Hier wollte das Unternehmen bei der Bearbeitung von Taschen auf Flugzeugrahmen aus Ti6Al4V auf einem vierachsigen Horizontal-Bearbeitungszentrum die Produktionsleistung steigern, Zeit sparen und dabei die Kosten unter Kontrolle behalten.
Durch den Austausch des bestehenden Wendescheidplattenfräsers mit hoher Vorschubgeschwindigkeit gegen den CoroMill® Plura HFS ISO S-Schaftfräser konnten die Schnittdaten entsprechend angepasst werden, um die gewünschten Verbesserungen zu erreichen. Zum Beispiel wurde die Schnittgeschwindigkeit von 50 auf 110 m/min erhöht, während die axiale Schnitttiefe von 1,0 auf 30 mm gesteigert wurde. Gleichzeitig wurde die radiale Schnitttiefe reduziert.
Vorher betrug die Bearbeitungszeit für die Flugzeugrahmen-Taschen 150 Minuten, die Werkzeuge hatten eine Standzeit von 37,5 Minuten. Mit dem CoroMill Plura HFS ISO S-Schaftfräser konnte die Bearbeitungszeit um den Faktor drei reduziert werden, während die Werkzeugstandzeit viermal länger war. So werden laut Sandvik allein bei der Taschenbearbeitung jährlich Einsparungen in Höhe von 14.000 Euro erzielt.
Teilen: · · Zur Merkliste