anwenderreportage
Moldino Tool Engineering ETRP-4030-50-0908-TH: Präzisionswerkzeuge von MMC Hitachi Tool bei fischer
Die im Rahmen der fischer-Gruppe eigenständig agierende fischer Werkzeug- und Formenbau GmbH setzt stark auf Automatisierung, auch bei der Hartbearbeitung. Um einen störungsfreien Mannlosbetrieb sicherzustellen, wurden gemeinsam mit MMC Hitachi Tool die Fräsprozesse analysiert und optimiert.
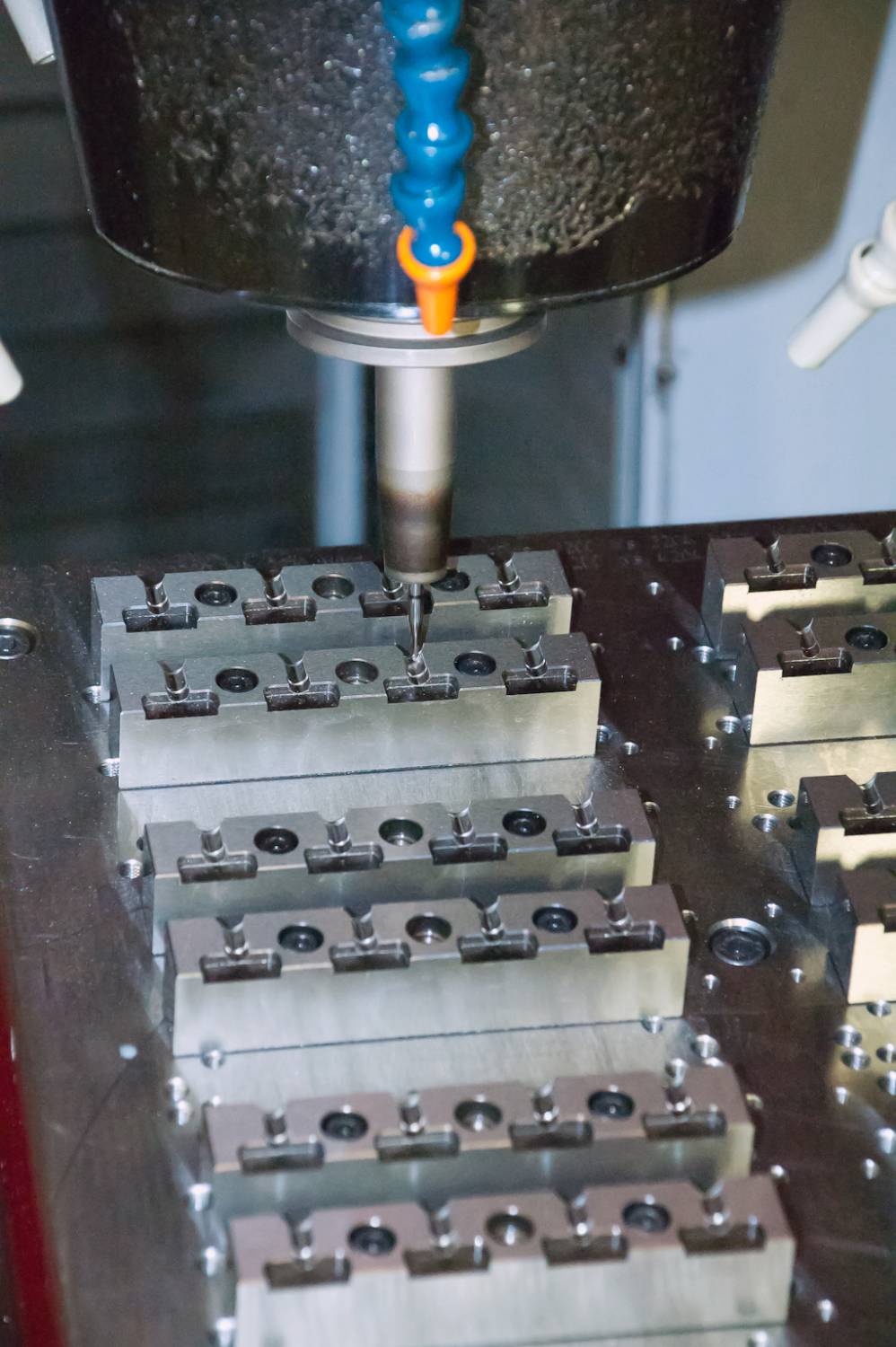
Hartbearbeitung von Werkzeugeinsätzen auf der fünfachsigen Makino D 500, die Bestandteil der Fertigungszelle ist. Auf dieser Maschine fanden auch die Testreihen zum Fräsen der Düsensitze statt.
Shortcut
Aufgabenstellung: Hartbearbeitung tiefer Kavitäten, Fräsen von Düsensitzen.
Lösung: ETRP-4030-50-0908-TH von MMC Hitachi Tool, 3-mm-Torusfräser mit einer TH Beschichtung aus der EPOCH 21 Serie.
Vorteil: Längere Werkzeugstandzeiten, schnellere Bearbeitung, gesunkene Fertigungskosten und absolute Prozesssicherheit.
„Wir bedienen mit unseren insgesamt 117 Mitarbeitern sowohl die gesamte fischer-Gruppe als auch externe Kunden mit Neuanfertigungen und Reparaturen”, erklärt Bernd Ströhlein, Bereichsleiter Werkzeugbau. „Hier am Standort in Horb bauen wir überwiegend hochkavitätige Spritzgusswerkzeuge für die Befestigungstechnik und den Automotivbereich, außerdem Silikonkartuschenwerkzeuge für die Chemie-Befestigungstechnik.“ Darüber hinaus werden Stanzbiegewerkzeuge für die Schwerlastbefestigungstechnik produziert.
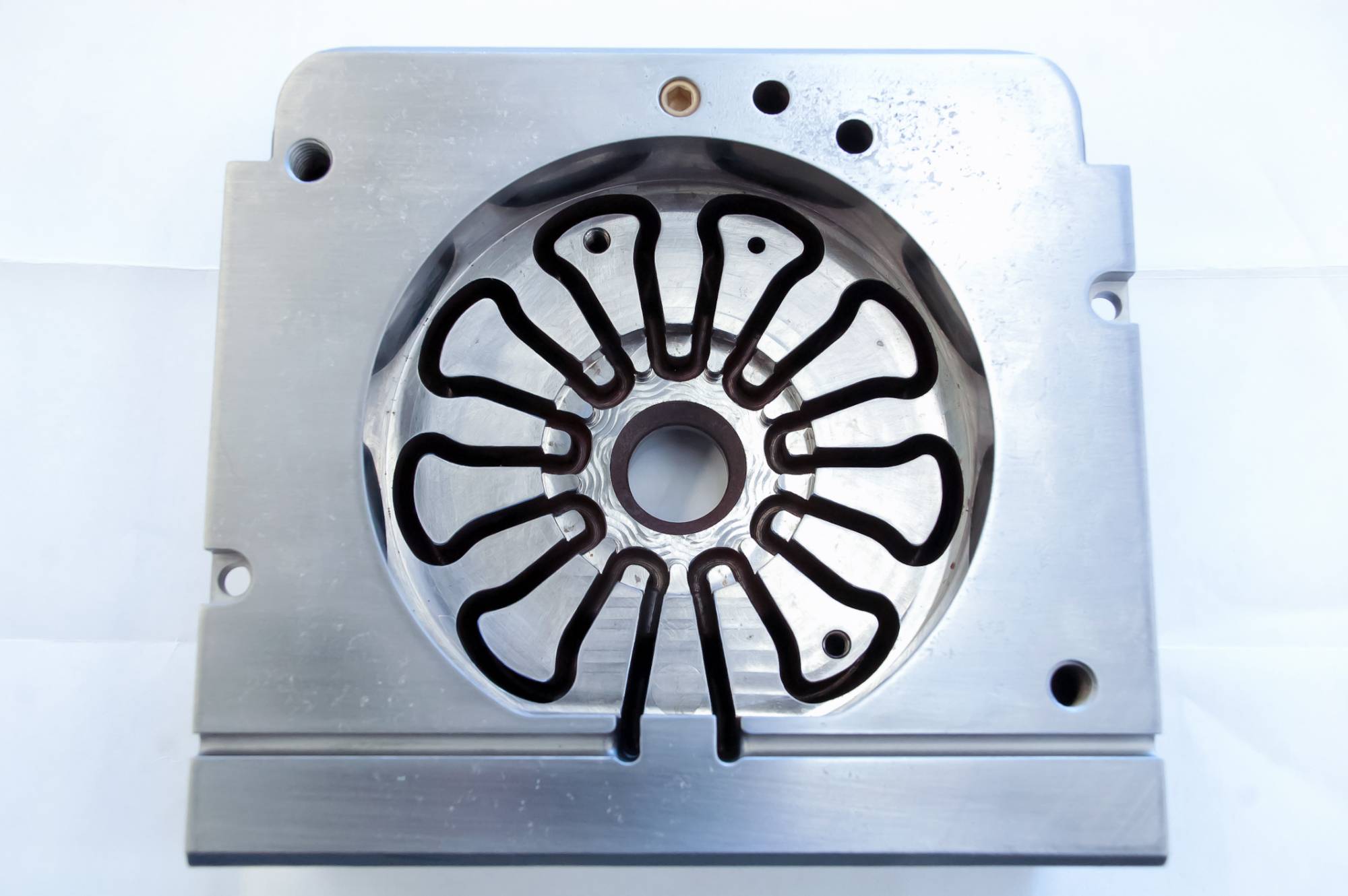
Absolut prozesssicher gefräst: Hier der Einsatz aus 1.2343 ADG mit der fertig bearbeiteten Nut für die Litze, die das Magnetfeld erzeugt, mit der das Induktionswerkzeug erhitzt wird.
Infos zum Anwender
Wer den Namen fischer hört, denkt häufig sofort an Dübel oder Konstruktionsbaukästen. Das 1948 gegründete und heute weltweit operierende Familienunternehmen ist neben weiteren Geschäftsfeldern auch als wichtiger Hersteller von Automotivkomponenten bekannt, die im Autoinnenraum und hier vorwiegend im Sichtbereich zu finden sind. Diese Aktivitäten sind bei fischer Automotive Systems mit Hauptsitz in Horb am Neckar zusammengefasst. Hier befindet sich auch der größte Standort des Werkzeugbaus, der 2015 in eine eigenständige GmbH überführt wurde.
www.fischer.de
Hartbearbeitung tiefer Kavitäten
Zu den wichtigsten Fertigungsverfahren zählt bei fischer das Fräsen. Dabei wird ebenso wie beim Erodieren konsequent auf Automatisierung gesetzt. So versucht man in Horb, alle Teile, die lange Laufzeiten haben, in der automatisierten, gut 16 Meter langen Fertigungszelle herzustellen. Dies setzt aber voraus, dass die Fräsbearbeitung absolut prozesssicher abläuft. Seit der Zusammenarbeit mit MMC Hitachi Tool hat fischer auf diesem Gebiet nochmal einen großen Schritt nach vorne gemacht. In diesem Rahmen wurden die Fräsprozesse anhand zweier konkreter Bauteile neu entwickelt.
Die Erfahrungen mit dem japanischen Werkzeughersteller sind durchweg positiv, zum Beispiel bei der Hartbearbeitung von Nuten in tief liegenden Kavitäten. Hier hatte fischer bei den Induktionswerkzeugen immer wieder das Problem, dass es beim Fräsen dieser Nut, die später die Litze zur induktiven Erwärmung der Form aufnimmt, sporadisch zu Werkzeugbrüchen kam. Wichtig beim Fräsen dieser Nut ist, dass die Litze, die das Magnetfeld erzeugt, nicht zu viel Luft haben darf, aber eben auch nicht zu wenig. Solche Indumold-Werkzeuge zählen zu den Spezialitäten von fischer Werkzeugbau und erzielen in der Kombination aus Spritzguss und Reaktionstechnolgie besonders hochwertige Oberflächen. In diesem Fall handelte es sich um ein 1K-Werkzeug mit vier Kavitäten für die Herstellung von Lüftungselementen im Autoinnenraum.
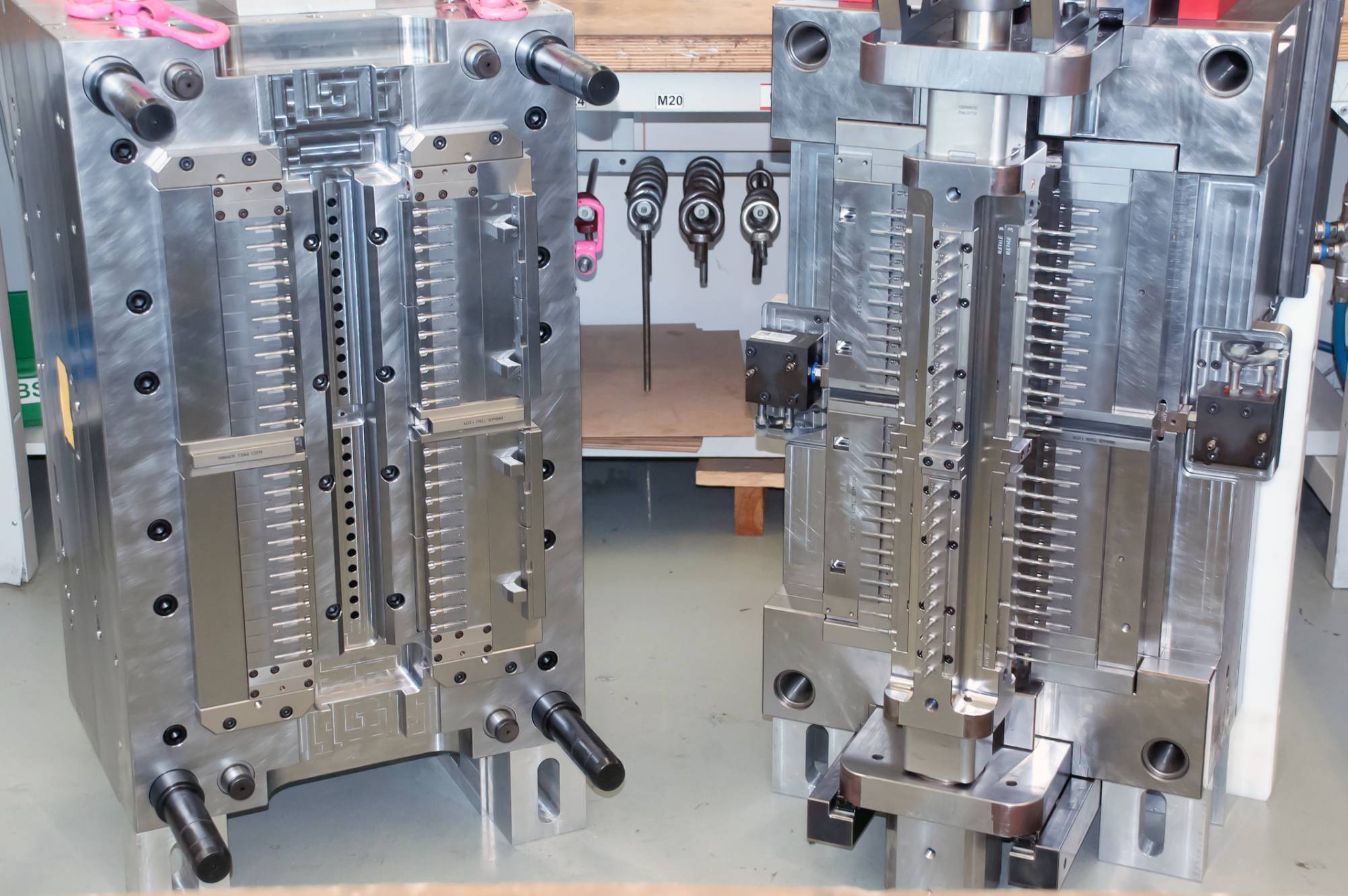
2K-Werkzeug für fischer Dübel der Duopower-Reihe mit 48 Kavitäten mit Würfeltechnologie: Der in der Mitte untergebrachte Würfel öffnet sich nach dem Zyklus, dreht um 90 Grad, das Werkzeug schließt sich, die zweite Komponente wird gespritzt, das Werkzeug öffnet sich wieder, dreht sich um 90 Grad und die Einheit wird ausgestoßen.
Gemeinsamer Optimierungsprozess
Der Prozessoptimierer von MMC Hitachi Tool ging nach dem speziell für den Fräsbereich entwickelten Optimierungskonzept Production 50 vor. Er machte eine Ist-Analyse, bei der auch die Bauteilgeometrien untersucht wurden. Zunächst gab es die Schwierigkeit, das auf 52 bis 56 HRC vorgehärtete 1.2343 ADG (X38CrMoV5-1) in der tiefen Kavität zu zerspanen, was lange Werkzeuge erfordert. Es musste sowohl geschruppt als auch auf Endmaß fertiggeschlichtet werden. Die bisherigen Erfahrungen hatten gezeigt, dass ab einer Werkzeuglänge von 40 mm sowohl bei den hier bislang verwendeten 4-mm-Torusfräsern als auch beim Kugelfräser mit demselben Durchmesser Werkzeugbrüche auftraten.
Daher wurden verschiedene Versuche mit ausgesuchten Fräsertypen durchgeführt. Dabei ist auch die Nutgeometrie geprüft worden und zusammen mit Mitarbeitern aus der Werkzeugkonstruktion wurden kleinere Änderungen vorgenommen, ohne die Funktion zu beeinträchtigen. So ist zum Beispiel der Winkel der Nut etwas verändert worden, um so den Fräsprozess zu stabilisieren. Bei der verwendeten 3-Achs-Strategie hat man sich auf möglichst weiche Werkzeugwege, Radien sowie weiche An- und Abfahrbewegungen fokussiert. Außerdem wurde das NC-Programm so dynamisch ausgelegt, dass die Maschine stets auf die gewünschten Vorschubwerte kommt.
30 Prozent kürzere Bearbeitungszeit
Die ETRP-4030-50-0908-TH von MMC Hitachi Tool, 3-mm-Torusfräser mit einer TH Beschichtung aus der EPOCH 21 Serie, überzeugte in Sachen Bearbeitungsgeschwindigkeit und Standzeit. Mit den 3-mm-ETRP-Fräsern konnte sogar bei 50 mm Freilänge – dem längsten Werkzeug – die Litzennut absolut prozesssicher geschruppt und geschlichtet werden. Und dies teilweise mit einem Vorschubwert von 1.200 mm/min ohne einen einzigen Werkzeugbruch.
An Geschwindigkeit konnte man ebenfalls deutlich zulegen – bisher benötigte man in Horb für die Kavität der Litze pro Einsatz 14,5 Stunden, nun wurde es in zehn Stunden gefräst. Auch die im Zuge des Konzepts Production50 vorgenommene Wirtschaftlichkeitsberechnung überzeugte vollends: Da die Werkzeuge nun deutlich länger durchhalten, haben sich beim Fräsen der Litzenkavität alleine die Werkzeugkosten um rund zwei Drittel reduziert. Hinzu kommen die eingesparten Maschinenstunden durch die um 30 Prozent kürzere Bearbeitungszeit.
24 Düsensitze mit einem Fräser
Auch bei der Düsenfertigung haben sich wirtschaftliche Vorteile ergeben – mit MMC Hitachi Tool konnten 24 Düsensitze mit einem Fräser gefräst werden. Das Werkzeug war dann sogar noch benutzbar, allerdings nicht mehr zum Feinschichten enger Toleranzen. Vorher war es dagegen so, dass ein Werkzeug manchmal sechs Leisten hielt – oder vielleicht nur eine. Weder der Fräsprozess noch das Verschleißverhalten waren reproduzierbar.
„Dank der zusammen mit MMC Hitachi Tool neu entwickelten und gut dokumentierten Prozesse können wir jetzt sowohl die Litzenkavitäten als auch die Düsensitze prozesssicher und somit mannlos automatisiert fräsen”, zeigt sich Bernd Ströhlein abschließend sehr zufrieden. „Und zwar auch auf verschiedenen Maschinen, was für uns besonders wichtig ist.“
Teilen: · · Zur Merkliste