anwenderreportage
Karl Roll Vakuum-Lösemittelreinigungsanlage: Sauberkeit für Präzision und Zuverlässigkeit
Prozesssichere Reinigung kleiner und sensibler Stanzteile: Um die Reinigungskapazität zu erhöhen und die für neue Produkte höheren Sauberkeitsanforderungen zu erfüllen, investierte ein weltweit führender Hersteller von Computer-Eingabegeräten in eine neue Lösemittelreinigungsanlage der Karl Roll GmbH. Die vorgebebene Oberflächenspannung von mindestens 44 mN/m und die partikulären Anforderungen werden im dreischichtigen Einsatz bei einem Teileaufkommen im siebenstelligen Bereich täglich erreicht.

In der Reinigungskammer sind Ultraschwinger mit einer Frequenz von 80 kHz als Einzelelemente platziert. Sie erzeugen ein homogenes Schallfeld, das zur schnellen Reinigung beiträgt.
Shortcut
Aufgabenstellung: Prozesssichere und schnelle Reinigung kleiner und sensibler Stanzteile.
Lösung: Vakuum-Lösemittelreinigungsanlage von Roll.
Nutzen: Vorgegebene Oberflächenspannung und die partikulären Anforderungen erreicht; Durchsatz verdoppelt.
Die ersten Mikroschalter produzierte Walter Lorraine Cherry, dessen Wurzeln in Deutschland liegen und dessen Familienname einmal Kirsch war, 1953 im Keller eines Restaurants des Highland Parks in Illinois (USA) für die Automobilindustrie. Zehn Jahre später wagte der Gründer der Cherry Corporation den Weg auf den europäischen Markt. Mit der Produktion von Computertastaturen legte das Unternehmen 1973 den Grundstein für seinen heutigen Erfolg: Cherry ist inzwischen nicht nur der älteste Hersteller von Tastaturen, sondern auch einer der weltweit führenden. Mit seinen Desktop-Sets, Mäusen, Tastaturen, Kartenlesegeräten und MX-Schaltern für mechanische Tastaturen setzt das im oberpfälzischen Auerbach (D) ansässige Unternehmen regelmäßig Benchmarks in den Bereichen Büro und Industrie, Sicherheit, Spieleanwendungen sowie Komponenten. „Zu unseren Kunden zählen einerseits Endanwender wie private Computernutzer, Ärzte, Hotels, Mietwagenunternehmen und Versicherungen. Andererseits rund 60 Hersteller von Tastaturen für das professionelle E-Gaming, die wir selbst nicht produzieren. Bei den hier eingesetzten MX-Schaltern garantieren wir unter anderem 50 Millionen Betätigungen pro Einzeltaste“, berichtet Michael Schmid, Marketingverantwortlicher bei Cherry.

Die Reinigung der beschädigungssensiblen Stanzteile erfolgt als Schüttgut. Dabei ist eine Oberflächenspannung von mindestens 44 mN/m sowie eine partikelfreie Oberfläche zu erreichen.
Infos zum Anwender
Die Cherry Europe GmbH mit Hauptsitz in Auerbach (D) ist ein führender Hersteller von Computer-Eingabegeräten mit Schwerpunkt auf Office, Gaming, Industry, Security, eHealth-Lösungen sowie Switches für mechanische Tastaturen. In Produktionsstätten und Niederlassungen in Deutschland, Frankreich, Großbritannien, China und USA beschäftigt Cherry ca. 400 Mitarbeiter.
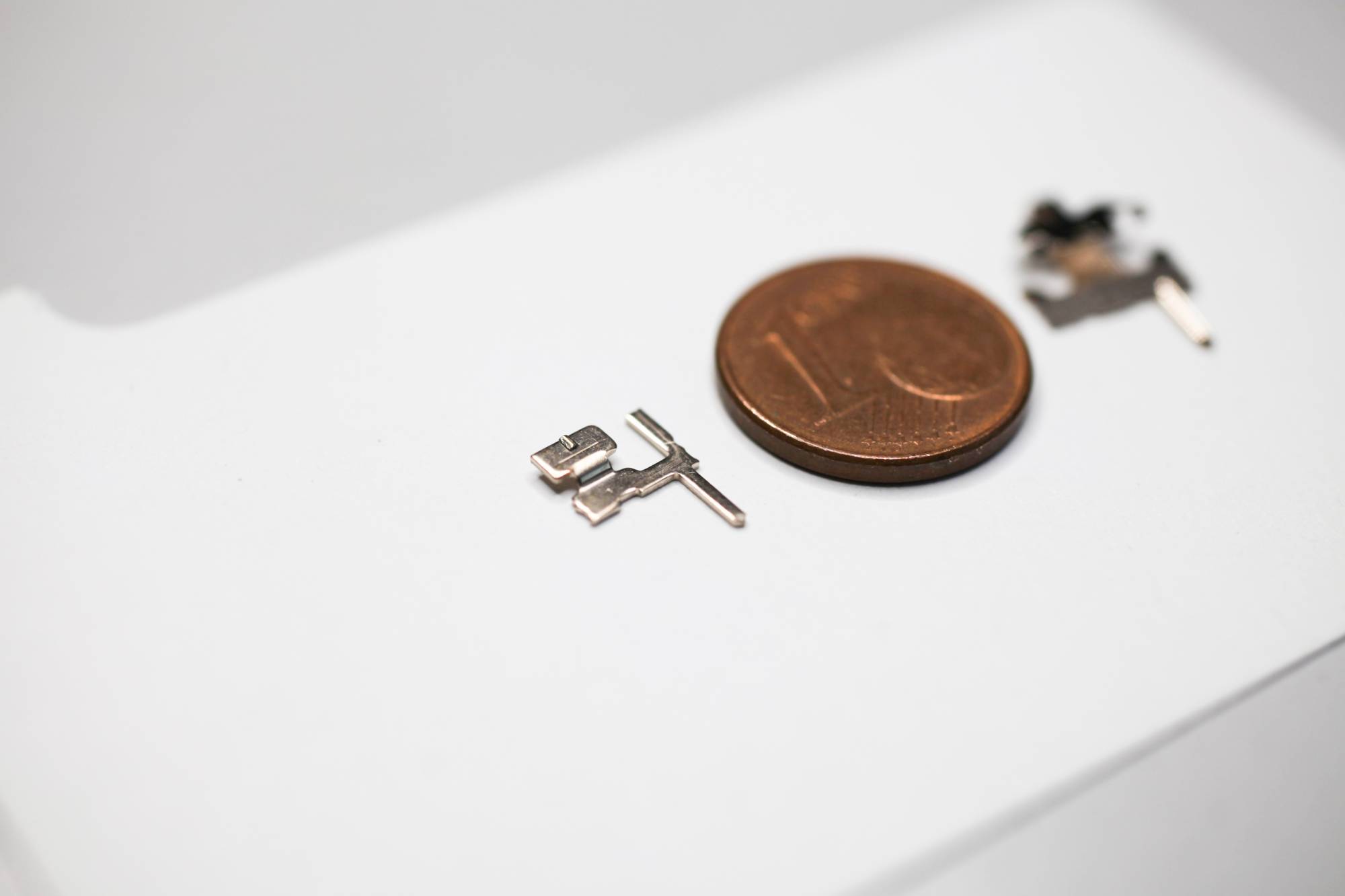
Hohe Anforderungen an die Reinigung
Eine entscheidende Rolle dabei spielen Schaltkontakte, für die eine Produktspezifikation von kleiner 200 Milliohm für den Überganswiderstand definiert ist. Sie werden als kleine Stanzteile mit verschiedenen Stanzölen aus einer speziellen Bronzelegierung mit aufgeschweißtem Golddraht gefertigt. Die Blechdicken liegen im Bereich von nur 0,1 Millimeter. Die Teile sind daher sehr beschädigungssensibel. „Die Größe der Teile und die damit verbundene Empfindlichkeit sowie die Produktspezifikation stellen eine Herausforderung für die Bauteilreinigung dar. Denn Verformungen im Bereich von nur 1/100 mm oder Beschädigungen verändern die Funktionalität der Schalter und damit der Tastaturen ebenso wie ein noch so geringer Ölfilm oder kleiner Schmutzpartikel“, erklärt Christopher Aurand, Leiter Industrialisierung bei Cherry.
Entsprechend wurde eine Oberflächenspannung von mindestens 44 mN/m sowie eine von Partikeln freie Oberfläche als Sauberkeitsanforderung festgelegt, als 2017 aufgrund einer Kapazitätserhöhung die Investition in eine neue Lösemittelreinigungsanlage anstand. Da sich das Unternehmen in einem Wasserschutzgebiet befindet, wurde auch das einzusetzende Lösemittel vorgegeben, ein Kohlenwasserstoff. „Darüber hinaus legten wir großen Wert auf einen umweltverträglichen und energieeffizienten Betrieb, die Weiterverwendung unserer speziellen Reinigungsbehältnisse sowie ein ergonomisches Anlagendesign“, ergänzt Schmid.
Die geringe Größe und Dicke der mit Stanzölen und Partikeln verschmutzten Teile stellt bei der Reinigung ebenso wie der Trocknung eine Herausforderung dar.
Beratung und Ausstattung überzeugten
In das Auswahlverfahren waren insgesamt vier Hersteller einbezogen. Den Zuschlag erhielt eine an die spezifischen Anforderungen von Cherry angepasste Vakuum-Lösemittelreinigungsanlage der Karl Roll GmbH. „Ausschlaggebend waren zum einen die hohe Angebotstransparenz, der gute Service während der Projektierungsphase mit zahlreichen Versuchsaufbauten im Technikum von Roll und die offene, vertrauensvolle Kommunikation. Zum anderen hat uns die Ultraschalllösung des Herstellers überzeugt“, begründet Aurand die Entscheidung.
Roll setzt dabei auf Einzelschwinger, die in der Arbeitskammer zielgerichtet auf die zu reinigenden Teile angeordnet sind und dadurch ein homogeneres Schallfeld erzeugen. Außerdem hat ein eventueller Ausfall eines Schwingelements deutlich geringere Auswirkungen auf das Reinigungsergebnis. Ins Gewicht fiel auch die effektive Aufbereitung des Lösemittels mit Destillation und Filtration mit zusätzlicher Bypassfiltration und automatischer Filterüberwachung.

Um die hohen Durchsatzanforderungen zu erfüllen, ist die Arbeitskammer für Chargen mit Abmessungen von 650 x 550 x 265 mm ausgelegt. Dadurch können jeweils zwei Warenkörbe als eine Charge gereinigt werden.
Auf optimale Reinigungswirkung und hohen Durchsatz ausgelegt
Die Reinigung der Teile erfolgt als Schüttgut in kundenspezifischen Behältnissen, die in Warenträger eingesetzt werden. Um die geforderte Durchsatzerhöhung zu erzielen, besteht eine Charge aus zwei Warenträgern. Jeweils zwei davon werden auf Grundrahmen platziert und über eine zweispurige Rollenbahn der für Chargen mit Abmessungen von 650 x 550 x 265 mm ausgelegten Arbeitskammer zugeführt. Hier findet zunächst ein Dampfentfetten und Flutreinigen mit Ultraschall statt. Daran schließt sich eine Feinreinigung an, bei der die Teile ebenfalls dampfentfettet und mit Ultraschall behandelt werden. Aufgrund der Beschädigungsempfindlichkeit entschied man sich beim Ultraschall für die vergleichsweise hohe Frequenz 80 kHz. Außerdem wird die Charge nur um +/-20 Grad geschwenkt.
Eine Herausforderung stellte die Trocknung dar, denn die kleinen und dünnen Stanzteile speichern nur wenig Wärme. Damit sie trotzdem vollständig trocken aus der Anlage kommen, ist sie mit einer sehr leistungsfähigen Vakuumtrocknung ausgestattet. Dies trägt dazu bei, dass die vorgegebene, geringe Taktzeit pro Charge knapp unterschritten wird. Anlagenbedienung und Prozessvisualisierung erfolgen über ein zehn Zoll Touchpanel. Sämtliche Prozessparameter werden für jede Charge erfasst, gespeichert und dokumentiert.

Die Reinigung erfolgt mit einem vorgegebenen Kohlenwasserstoff. Während der Vor- und Feinreinigung mit den Schritten Dampfentfetten und Flutreinigen mit Ultraschall werden die Körbe um maximal +/-20 Grad geschwenkt.
Durchsatz verdoppelt
„Mit der Anlage reinigen wir täglich im dreischichtigen Betrieb ein Teileaufkommen im siebenstelligen Bereich und haben unseren Durchsatz damit verdoppelt“, merkt Aurand an. Das Reinigungsergebnis wird mit Testtinten kontrolliert und lässt ebenfalls keine Wünsche offen, wie der Leiter Industrialisierung bestätigt: „Seit wir die neue Anlage in Betrieb haben, werden in die direkt nachfolgende Plasmareinigung deutlich weniger Verschmutzungen eingebracht. Wir müssen diese Anlage dadurch seltener reinigen und haben daher eine höhere Verfügbarkeit“. Nach diesem Reinigungsprozess erfolgt eine weitere Sauberkeitskontrolle mittels Gaschromatographie mit Massenspektronomie-Kopplung.
Teilen: · · Zur Merkliste