anwenderreportage
Mit U-Achssystem KOMtronic von Ceratizit zur vollautomatisierten Komplettbearbeitung
Die AHP Merkle GmbH erzielt durch den Einsatz des KOMtronic U-Achssystem von Ceratizit in zwei horizontalen Bearbeitungszentren einen erheblichen Rüstzeitvorteil und steigert zudem ihre Präzision. Für die Prozess- und Kollisionsüberwachung sorgt das ToolScope-System – ebenfalls von Ceratizit.
Die frei programmierbaren KOMtronic U-Achssysteme UAS-160 von Ceratizit ermöglichen beliebige Kontur- und Drehbearbeitungen an nicht rotationssymmetrischen, stehenden Werkstücken.
Shortcut
Aufgabenstellung: Mehrere Fräs-, Bohr- und Drehbearbeitungen in einer Aufspannung.
Lösung: KOMtronic U-Achssystem von Ceratizit.
Nutzen: Kein mehrmaliges Umspannen; Rüstzeitvorteile; gesteigerte Präzision.
Das Familienunternehmen AHP Merkle, Hersteller von Hydraulikzylindern, hat sich in den knapp 50 Jahren seit seiner Gründung als Ein-Mann-Betrieb zu einem mittelständischen „Global-Seller“ mit weltweiten Vertretungen und Vertriebsniederlassungen entwickelt. Gefertigt werden die Hydraulikzylinder am Stammsitz im südbadischen Gottenheim. Im 2010 errichteten Neubau, der 2014 und 2019 nochmals erweitert wurde, konnte sich das Unternehmen logistisch und produktionstechnisch optimiert aufstellen. „Bei allen Veränderungen hatten wir stets die Qualität unserer Produkte im Fokus“, betont Günther Reich aus dem Team Technischer Einkauf. Seit 33 Jahren ist er im Unternehmen, hat als Zerspanungsfachmann Maschinen bedient, programmiert und später die Einführung der CNC-Maschinen fürs Drehen und Fräsen verantwortet.

Die beiden automatisierten Bearbeitungszentren zur Zerspanung der Zylindergehäuse; im Vordergrund das Palettensystem mit Roh- und Fertigteilen.
Vorsprung durch KOMtronic U-Achse
Die frei programmierbare, einwechselbare KOMET KOMtronic U-Achse von Ceratizit eignet sich ideal für viele verschiedene, individuelle Zerspanungsaufgaben. Denn sie erlaubt beliebige Kontur- und Drehbearbeitungen auch an nicht rotationssymmetrischen Teilen. Zudem werden Feinbearbeitungen wie das Spindeln, Schleifen, Rollieren und Honen auf einem Bearbeitungszentrum möglich. In vielen Fällen bedeutet das gegenüber konventioneller Zerspanung kürzere Fertigungszeiten sowie verbesserte Oberflächenqualität und Formtreue. Schließlich sorgt bei KOMtronic U-Achsen ein integriertes direktes Wegmesssystem für höchste Präzision, da es auch Störgrößen mechanischer Elemente berücksichtigt. So werden im Vergleich zu den indirekten Systemen signifikant bessere Wiederholgenauigkeiten erreicht.
Automatisierung in der Zerspanung
Als Meilenstein in der AHP-Fertigung bezeichnet er die Anlage zur automatisierten Zerspanung von Blockzylindern in unterschiedlicher Größe und Ausführung ab Stückzahl 1. Im Kern besteht sie aus zwei Grob-Bearbeitungszentren G551 und einem Promot-Paletten-Automatisierungssystem. Doch der Prozess beginnt schon früher, in der Arbeitsvorbereitung, wo die Fertigungsaufträge geplant und über das ERP-System an die vollautomatisierte Kasto-Kreissäge übergeben werden. Dort entstehen Rohteile aus C45-Stangenmaterial, die via Roboter auf eine Spezialpalette abgelegt werden. Zeitgleich generiert die Software eine Datei, die alle Informationen zum Auftrag enthält: die genaue Position jedes Rohteils auf der Palette, die Länge, Stückzahl und Artikelnummer bis hin zum CNC-Programm für die Weiterbearbeitung auf dem BAZ. Ein gedruckter Barcode begleitet die Palette schließlich zum Ladeplatz im Promot-System, wo Maschinenbediener Oliver Scheppele einen freien Platz zuordnet und alle Daten über den Barcode einliest. Oliver Scheppele bedient die komplette Grob/Promot-Anlage weitgehend allein und selbständig. Er war auch schon in den Beschaffungsprozess mit eingebunden. „Als wir 2015 die Anlage – damals zunächst mit einem Grob-BAZ G551 – geplant haben, war unser vorrangiges Ziel, Zylindergehäuse in nur einer Aufspannung komplett zu bearbeiten“, sagt der Zerspanungsfachmann. „Damit wollten wir die Rüstzeiten minimieren und die Qualität noch weiter steigern. Außerdem sollte die Anlage an sechs Tagen in der Woche möglichst rund um die Uhr laufen, auch in mannlosen Schichten. Dementsprechend haben wir die Details geplant.“

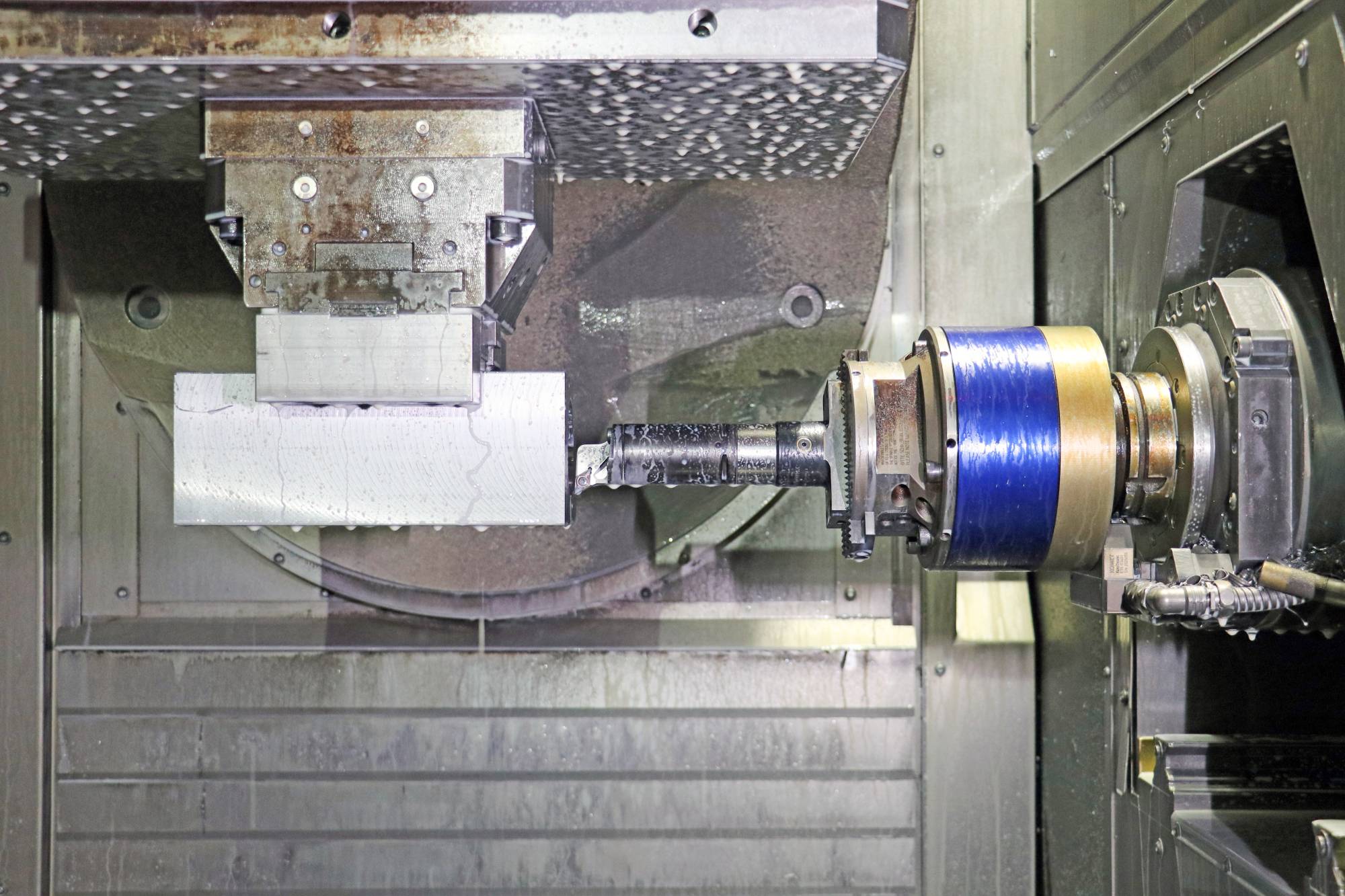
Die Zylindergehäuse weisen neben der Kolbenlauffläche verschiedene Passungen und Gewinde auf. Die KOMtronic U-Achse übernimmt die Schruppbearbeitung der Zylinderoberfläche, entfernt den Grat vom Rollieren und sorgt für eine saubere Verrundung der Fasenübergänge.
Dank U-Achse: Drehbearbeitung auf dem BAZ
Damit spricht Scheppele unter anderem die Ausstattung mit Werkzeugen und Software an. Denn ein solches Zylindergehäuse erfordert mehrere Fräs-, Bohr- und Drehbearbeitungen, die bislang auf mindestens zwei Maschinen und in mehrfachen Aufspannungen ausgeführt wurden. Um dies alles auf dem horizontalen Bearbeitungszentrum mit seinen drei linearen und zwei Rundachsen erledigen zu können, ist noch ein ganz spezielles Werkzeug erforderlich: eine sogenannte U-Achse, wie Günther Reich erklärt: „Einer unserer bewährten Partner im Werkzeugbereich ist die Firma Ceratizit, von der wir seit über 30 Jahren verschiedenste Bohr- und Fräswerkzeuge, Wendeschneidplatten und Werkzeugaufnahmen beziehen. Im Werk in Besigheim haben wir uns 2015 das KOMtronic U-Achssystem angesehen und als ideale Lösung für unsere Bearbeitung auf dem Grob-BAZ identifiziert. Besser und flexibler nutzbar als alternativ mögliche Sonderwerkzeuge.“

Ein Blockzylinder von AHP Merkle, fertig zum Verpacken und Versand.
Günther Reich
Team Technischer Einkauf bei AHP Merkle
„Da wir bei der Qualität unserer Produkte keine Abstriche machen, sind für uns modernste Maschinen- und Automatisierungskonzepte von entscheidender Bedeutung.“
Optimale Oberfläche dank KOMtronic
Die frei programmierbaren KOMtronic U-Achssysteme ermöglichen beliebige Kontur- und Drehbearbeitungen an nicht rotationssymmetrischen, stehenden Werkstücken. Zusammen mit maßgeschneiderten Aufsatzwerkzeugen und ausgewählten Wendeschneidplatten können Konturen in Bohrungen, aber auch Außenbearbeitungen realisiert werden. Auf Oliver Scheppeles Grob-Maschinen wird die U-Achse nach dem Vorbohren und Ablängen des Rohlings eingewechselt. Mit ihr dreht er zunächst die Kontur der Zylinderbohrung, das Kernloch der Gewinde sowie die erste Passung mit Fase. Nach diesen Schruppvorgängen wird das Werkstück gemessen. Die Messergebnisse werden für eine automatische Korrektur genutzt. Es folgt das Reiben weiterer Passungen und das Rollieren der Zylinderoberfläche. „So erreichen wir eine hinsichtlich der Gleit- und Dichtfunktion optimale Oberfläche“, erwähnt Scheppele. „Nach dem Gewindefräsen benötige ich nochmals die U-Achse. Mit ihr fahre ich die Kontur an den Fasen ab, um den Grat vom Rollieren zu beseitigen und eine saubere Verrundung zu erzielen. Allein dafür ist die KOMtronic U-Achse unverzichtbar.“
Im Anschluss daran erfolgen die Bohrbearbeitung für Befestigungen und Anschlüsse sowie eine abschließende Prüfung der Passungen mittels Messtaster. „Durch die U-Achse von Ceratizit können wir die 95 Prozent aller Zylindergehäuse auf den Grob G551 komplett fertigbearbeiten, so dass uns sämtliche Nachbearbeitungen in der Endmontage erspart bleiben. Insgesamt verkürzen wir die Fertigungszeiten bei verbesserter Oberflächenqualität und höherer Formtreue“, bringt Oliver Scheppele das Ergebnis auf den Punkt.
AHP Merkle bezieht seit vielen Jahren Vollhartmetallbohrer, Flachbohrer, Werkzeughalter, Wendeschneidplatten und auch die U-Achssysteme von Ceratizit.
Dritte U-Achs-Generation mit längeren WSP-Standzeiten
Die Bedeutung des KOMtronic U-Achssystems für die automatisierte Fertigung der Zylindergehäuse vergleicht Günther Reich mit den AHP Merkle-Produkten: „Unsere Hydraulikzylinder sind in einer großen Anlage meist relativ kleine Bauteile – aber wichtig. Denn wenn ein Zylinder undicht wird und ausfällt, dann steht die Anlage. Auch die U-Achse ist so eine relativ kleine Komponente, ohne die aber nichts mehr geht.“ Aus diesem Grund orderte der Einkäufer schon bald ein zweites U-Achssystem quasi als Backup nach. Als AHP Merkle seine Fertigungsanlage schließlich 2021 um die zweite Grob G551 erweiterte, standen von vorneherein zwei U-Achsen auf der Bestellliste – in der aktuellen Ausführung KOMtronic UAS-160-3. Oliver Scheppele berichtet: „Diese dritte Generation unterscheidet sich in der Handhabung und Programmierung nicht von den bisherigen, so dass keine neue Einarbeitung erforderlich war. Die Unterschiede liegen im Innenleben, das einen noch ruhigeren Lauf ermöglicht, so dass wir für unsere Wendeschneidplatten rund 40 Minuten längere Standzeiten feststellen dürfen.“

Das Überwachungs- und Regelungssystem ToolScope von Ceratizit visualisiert am Bedienungsbildschirm unter anderem die Leistungsaufnahme jedes Werkzeugs, warnt bei zu großem Verschleiß und sorgt für unmittelbaren Stopp der Achsbewegungen bei Kollision.

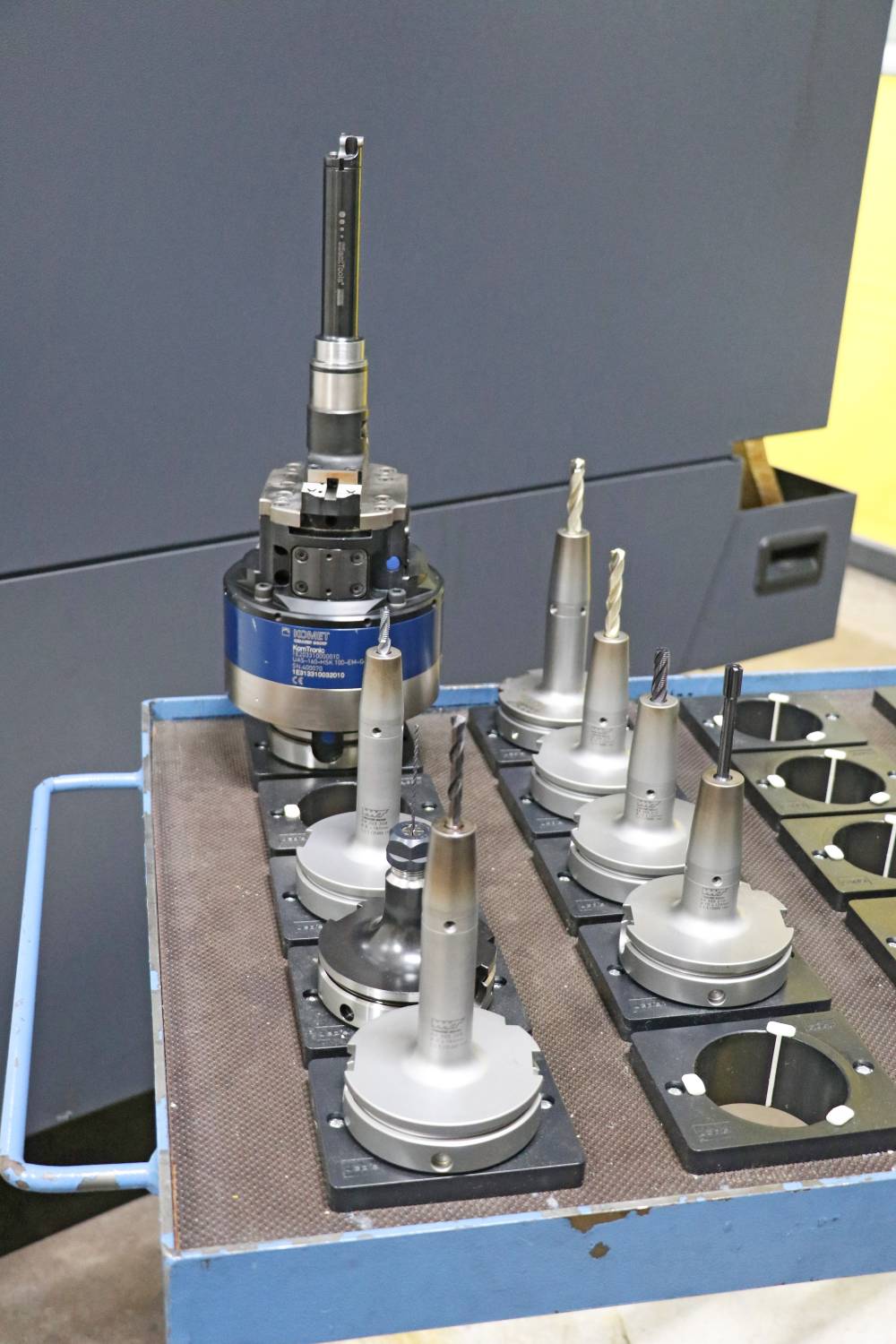
Das KOMtronic U-Achssystem UAS-160 von Ceratizit ist bei AHP Merkle in zwei Generationen im Einsatz. Links die neue U-Achse UAS160-3 – sie unterscheidet sich in der Handhabung und Programmierung nicht von den bisherigen Generationen, läuft aber noch ruhiger, so dass die Wendeschneidplatten rund 40 Minuten längere Standzeiten aufweisen.

Oliver Scheppele
Komplettbediener der automatisierten Fertigungsanlage bei AHP Merkle
„Für die Komplettbearbeitung unserer Zylindergehäuse ist die KOMtronic U-Achse von Ceratizit unverzichtbar.“
ToolScope sorgt für Sicherheit
Um die für einen automatisierten Fertigungsprozess so wichtige Prozesssicherheit zu gewährleisten, ist die Überwachungs- und Regelungssystems ToolScope von Ceratizit im Einsatz. Das im Schaltschrank der G551 installierte ToolScope erfasst permanent die Leistungsaufnahme und andere Signale aus der Maschine, die im Fertigungsprozess entstehen. Diese Daten werden auf dem Bedienbildschirm visualisiert und zur Überwachung und Regelung der Maschine eingesetzt. „Die ToolScope-Überwachung ist einfach eingerichtet und sehr effektiv. Ich habe die Möglichkeit, jeden Arbeitsgang zu definieren und für jedes einzelne Werkzeug bestimmte Grenzen bezüglich der Leistungsaufnahme festzulegen“, erklärt Oliver Scheppele. „An der durchschnittlichen Prozesskraft erkennt das System den aktuellen Werkzeugverschleiß, so dass ich das Werkzeug zum optimalen Zeitpunkt wechseln kann.“ Außerdem erkennt ToolScope Werkzeugbrüche und Stoßkollisionen und leitet innerhalb von <1 ms einen Nothalt ein. Folgeschäden an Werkzeug, Werkstück und Maschine werden dadurch auf ein Minimum reduziert.
ToolScope bietet noch mehr nützliche Features, zum Beispiel die Adaptive Vorschubregelung. Sie beschleunigt den Prozess, wo dies gefahrlos möglich ist, und schützt gleichzeitig das Werkzeug durch das Abfangen von Lastspitzen. Oliver Scheppele erwähnt: „Seit einiger Zeit nutze ich dies beim Durchfräsen eines schrägen Bauteils und vermeide auf diese Weise eine unterschiedliche Schnittgeschwindigkeit. Das Werkzeug dankt dies durch eine höhere Standzeit – eine sehr feine Lösung.“

Ein erfolgreiches Team: Dietmar Ziegler, Technische Beratung und Verkauf bei Ceratizit, versorgt Günther Reich und Oliver Scheppele schon seit vielen Jahren mit einem umfangreichen Werkzeugspektrum. (v.l.n.r.)

AHP Merkle hat in dieser Wendeschneidplatte das optimale Werkzeug für die KOMtronic U-Achse gefunden. Sie ist sehr verschleißfest und eignet sich mit 0,4 mm Radius fürs Schruppen und Verrunden.
Infos zum Anwender
Die AHP Merkle GmbH entwickelt, konstruiert und fertigt seit 1973 hochwertige, weltweit nachgefragte Hydraulikzylinder. Im Fokus ist dabei stets der Erfolg der Kunden, die aus dem Werkzeug-, Formen- und Maschinenbau, dem Aluminiumdruckguss, Entgratwerkzeugbau, Hydroforming, Stanzwerkzeugbau und anderen Branchen stammen. Merkle beschäftigt mehr als 260 Mitarbeiter am Stammsitz in Gottenheim sowie in den Vertriebsniederlassungen in Hongkong, Shenzen und Suzhou (China) sowie Guissano (Italien) und Marhina Grande (Portugal).
Erfolg auf ganzer Linie
Warum das automatisierte Fertigungssystem für Günther Reich einen Meilenstein in der Produktion darstellt, lässt sich an den erreichten Zahlen ablesen: Mit dieser hochautomatisierten Anlage konnte AHP Merkle die Durchlaufzeit der Blockzylindergehäuse um rund 40 Prozent verkürzen und mannlose Schichten realisieren. Die durchschnittliche Laufzeit beträgt 19,2 Stunden am Tag. Das ist für die Ein-Mann-Bedienung ein beachtlicher Wert, für den natürlich auch Oliver Scheppele verantwortlich ist. Der freut sich: „Mit nur einer Maschine konnten wir etwa 15.000 Blockzylindergehäuse im Jahr produzieren. Durch die Erweiterung mit einer zweiten Grob G551 dürften es entsprechend mehr werden.“ Er ergänzt noch einen weiteren Vorteil: „Die beiden Grob-Maschinen bearbeiten zwar in der Regel unterschiedliche Zylinderdurchmesser. Bei einem Maschinenausfall können sie aber ohne großen Aufwand das Spektrum der anderen übernehmen.“
Teilen: · · Zur Merkliste