Mikron Division Tool CrazyMill Cool P&S: Bohren und Fräsen mit einem Werkzeug
Der Schweizer Präzisionswerkzeughersteller Mikron Tool erweitert die Fräserfamilie CrazyMill Cool P&S für Schrupp- und Schlichtbearbeitung um eine torische Variante. Das neue Werkzeug vereint die Stärken von Fräsen und Bohren und entstand für die Bearbeitung von rostfreiem Stahl, Titan, CoCr-Legierungen und Superlegierungen.

Bearbeitung eines Turbinenrotors für die Luftfahrt: Der neue torische Fräser erzielt hervorragende Schnittdaten beim Schruppen und Schlichten von Edelstahl X12Cr13/1.4006.
Wie seine zylindrischen Vorgänger besitzt auch der torische Bohrfräser die Fähigkeit, direkt bis 1xD senkrecht ins Material einzutauchen und seitlich weiter zu fahren. „Auf engstem Raum fräst er Nuten und Taschen mit hoher Präzision sowie Gleichmäßigkeit bei hervorragenden Schnittdaten – auch ins Volle“, unterstreicht Alberto Gotti, Entwicklungsleiter bei Mikron Tool.

Die integrierte Kühlung der Werkzeuge von Mikron Tool garantiert hohe Abtragsraten und Standzeiten sowie eine gute Oberflächengüte.
Durchdachte Geometrie
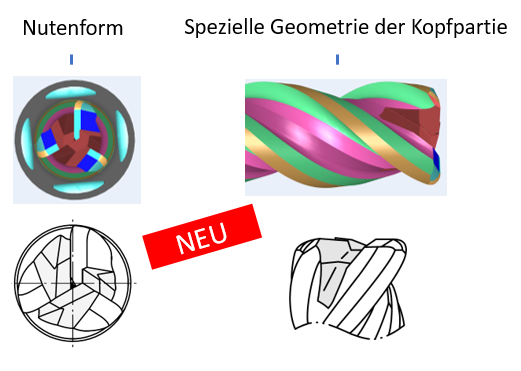
Eine neue Schneidengeometrie ermöglicht ein prozesssicheres, vibrationsarmes Eintauchen (Bohren). Mikron Tool entwickelte eine Lösung, die das Ausbrechen der Schneide verhindert und die Eindringkraft reduziert. Der extraweite Spanraum in der Kopfpartie erlaubt es, die Späne während des Bohrprozesses aufzunehmen und seitlich in die ebenfalls erweiterten Spannuten abzuführen. Angepasste Span- und Freiwinkel sowie stabile Schneidecken verhindern das seitliche Einhaken und das Ausbrechen der Schneiden durch Vibration, was eine der zentralen Schwierigkeiten beim „Bohren“ mit einem Fräser ist.
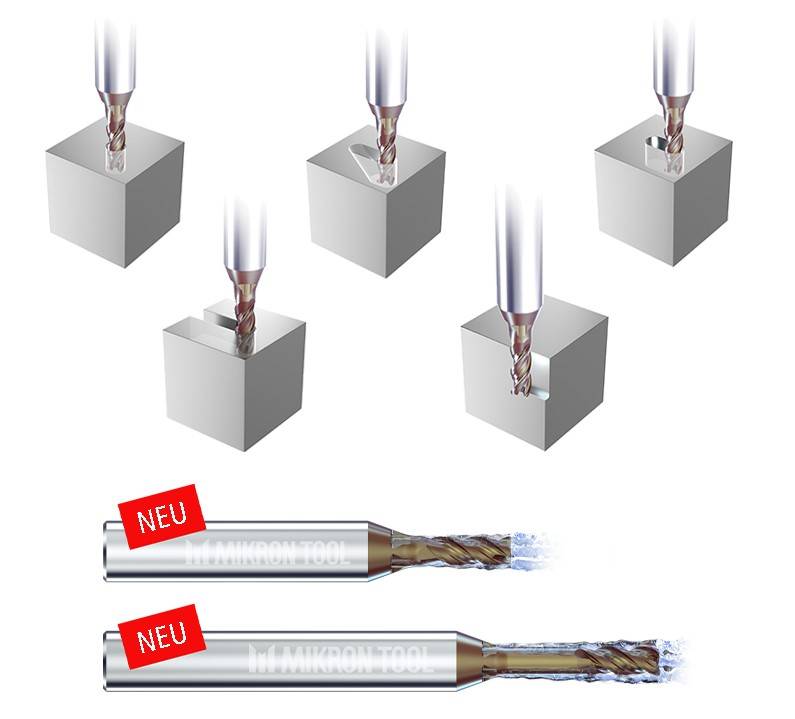
Ein Werkzeug für zahlreiche Anwendungen: Fräsen von Bohrungen, Rampen, Taschen, Nuten und Konturen, jetzt mit Eckenradius.
Immer einen kühlen Kopf bewahren
Die im Schaft integrierten Kühlkanäle führen das Kühlmittel direkt an die Schneiden und sorgen in jeder Position für eine konstante und gezielte Kühlung. Die gekühlten Schneiden erlauben hohe Schnitt- und Vorschubgeschwindigkeiten. Zudem werden dank des massiven Kühlstrahls die Späne kontinuierlich aus der Fräszone gespült. Somit vermeidet man, dass sie in der Vertiefung liegen bleiben und mehrfach zerstückelt werden, was den Fräser und die gefräste Oberfläche beschädigen würde.
Eine neue Schneidengeometrie ermöglicht ein prozesssicheres, vibrationsarmes Eintauchen (Bohren). Mikron Tool entwickelte eine Lösung, die das Ausbrechen der Schneide verhindert und die Eindringkraft reduziert.
Hohe Standzeiten, hervorragende Oberflächengüte
Bei diesem Fräser wurde ein speziell für ihn entwickeltes Ultrafeinkorn-Hartmetall verwendet, das sich durch hohe Zähigkeit auszeichnet und alle Anforderungen in Bezug auf die mechanischen Eigenschaften erfüllt. So unterstützt der robuste Hartmetallschaft ein stabiles und schwingungsfreies Fräsen. Die Hochleistungsbeschichtung SNP steigert nicht nur die Oberflächenhärte, sondern erhöht die Verschleißfestigkeit und Wärmeresistenz. Auch der Gleitwiderstand bei der Spanabfuhr wird verringert, um ein Verkleben der Schneiden zu verhindern.
Die Kombination dieser Faktoren ermöglicht eindrückliche Abtragsraten, die dank der hohen Schnitt- und Vorschubgeschwindigkeiten sowie einer Zustellung (ae) von jeweils 1xD möglich sind. „Der Bohrer beeindruckt durch hohe Standzeiten und eine hervorragende Oberflächenqualität – und das bereits ab einem Durchmesser von 1,0 mm“, verdeutlicht Gotti.

Fräsen einer Keilnut: Der dreizahnige Fräser mit integrierten Kühlkanälen erlaubt ein senkrechtes Eintauchen mit anschließendem Fräsen ins Volle.
Überzeugend auch in der Praxis
Bei einer Anwendung im Aerospace-Segment hat der torische Hochleistungsfräser in Vergleichstests überzeugt. Aufgabe war es, die Bearbeitungszeit beim Schruppen und Schlichten von 14 Nuten mit Eckenradius eines Turbinenrotors aus Edelstahl (Material X12Cr13/1.4006) signifikant zu reduzieren. Die Abmessungen der Nuten betragen: T = 10 mm, L = 20 mm und B = 3,8 mm.
Zum Einsatz kam ein CrazyMill Cool P&S Torisch (Durchmesser 3,7 mm 5xD Typ C). Beim Schruppvorgang fräst das Werkzeug direkt ins Volle mit einer axialen Schnitttiefe ap von 1,85 mm, mit einem Vorschub von 0,026 mm pro Umdrehung und Zahn, und er trägt das Material mit einer Schnittgeschwindigkeit von 190 m/min ab. Im Schlichtvorgang wird die definitive Nutenabmessung bei einer hervorragenden Oberflächenqualität erreicht. Die Rechtwinkligkeit der Wandungen ist garantiert.

Der torische Hochleistungsfräser überzeugt in Vergleichstests: Aufgabe war es, die Bearbeitungszeit beim Schruppen und Schlichten von 14 Nuten mit Eckenradius eines Turbinenrotors aus Edelstahl signifikant zu reduzieren.
19-fach höheres Zeitspanvolumen
Der Fräser erzielt ein hervorragendes Zeitspanvolumen von 9,4 cm³/min gegenüber 0,5 cm³/min eines herkömmlichen Fräsers. Die Bearbeitungszeit inklusive Schlichten für das gesamte Bauteil beträgt gerade mal 2 min 5 s gegenüber 26 min 6 s eines marktüblichen Fräsers. „Die Vorteile für den Anwender haben es in sich: ein 19-fach höheres Zeitspanvolumen und eine Reduzierung der Bearbeitungszeit von 92 % im Vergleich zu einem konventionellen Eckenradiusfräser mit Außenkühlung“, veranschaulicht Gotti abschließend.
Teilen: · · Zur Merkliste