anwenderreportage
Hainbuch centroteX: Futterwechsel leicht gemacht
Als gelernter Werkzeugmacher und langjähriger Bediener unterschiedlichster CNC-Maschinen weiß Bernhard Marzini nur allzu gut, mit welchem Aufwand ein konventioneller Drehfutterwechsel verbunden ist. Umso hellhöriger wurde der beim Gumpoldskirchner Industriearmaturen-Hersteller Klinger Fluid Control tätige Techniker, als er im Rahmen der Fachmesse Intertool auf die „spannenden“ Lösungsansätze von Hainbuch stieß. Vor allem die individuell an jede Dreh- und Fräsmaschine anpassbare Schnellwechsel-Schnittstelle centroteX und das Kraftspannfutter TOPlus mini überzeugten auf Anhieb. Von Sandra Winter, x-technik
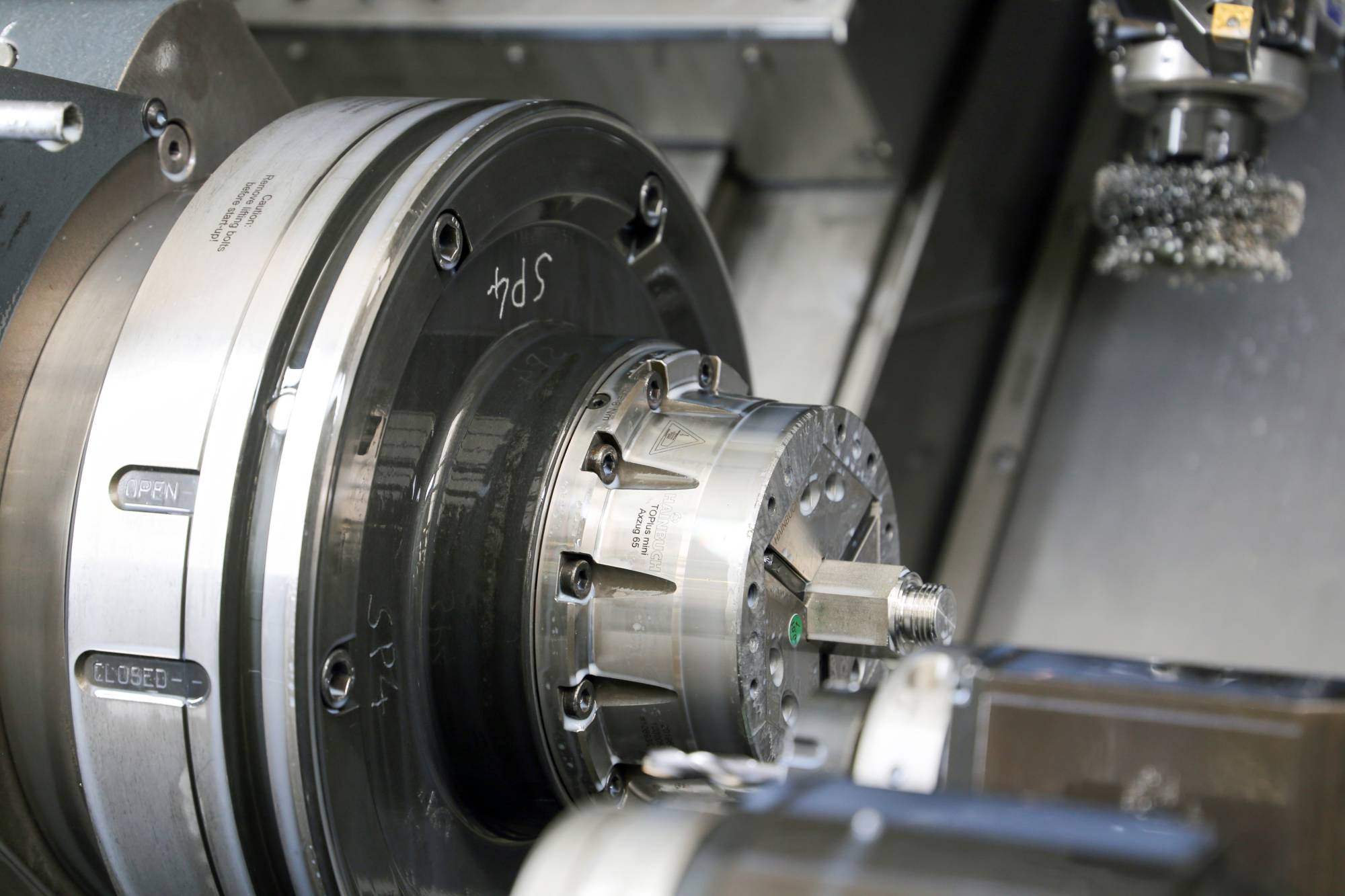
Je nach Bedarf kommt im neuen Drehzentrum der Firma Klinger Fluid Control ein Kraftspannfutter TOPlus mini Axfix (ideal für Abgreiffunktionen ohne Zugbewegung) oder Axzug (Werkstückspannung mit Niederzugeffekt) zum Einsatz.
Shortcut
Aufgabenstellung: Spannsystem für ein neu angeschafftes Hochleistungs-Drehzentrum von DMG Mori.
Lösung: Einsatz des Schnellwechselsystems centroteX auf der Hauptspindel in Kombination mit einem TOPlus mini Kraftspannfutter in Größe 65 und entsprechenden Spannköpfen.
Nutzen: Kurze Rüstzeiten und demzufolge maximale Flexibilität sowie eine bessere Auslastung der Maschine.
Die Geschichte der auf Industriearmaturen und Dichtungen spezialisierten Klinger Gruppe reicht bis ins Jahr 1886 zurück. Damals eröffnete Richard Klinger eine kleine Fertigungsstätte in Wien. Vier Jahre später erfand er ein Schauglas, das den Füllstand in Dampfkesseln misst. Mit dessen Produktion wurde 1893 in Gumpoldskirchen gestartet. „Der Firmengründer war ein richtiger Vollbluttechniker und Tüftler. Als er anno dazumal auf der Pariser Weltausstellung vergeblich nach passenden Komponenten für seine Erfindung Ausschau hielt, beschloss er kurzerhand, selbst Dichtungen, Gläser und Absperrarmaturen herzustellen“, gibt Bernhard Marzini, Schweißtechniker bei der Klinger Fluid Control GmbH, einen kleinen Einblick in die Historie eines Unternehmens, das heute bei Kugelhähnen, Kolbenschieberventilen, Manometerhähnen und Borosilikat-Schaugläsern zu den weltweit führenden Qualitätsanbietern zählt. Industriearmaturen made by Klinger werden von der Nahrungs- und Genussmittelindustrie genauso geschätzt wie von Pharmaunternehmen, Chemie-Firmen, der Papier- und Zellstoffindustrie oder dem Bereich Öl und Gas. Außerdem setzen zahlreiche Unternehmen, die in den Bereichen Wasser- und Abwasser sowie Fernwärme tätig sind, auf die technische Zuverlässigkeit und Innovationskraft, für die die Marke Klinger steht.

V. l.n.r.: Wenn es um effizienzsteigernde Spannmittellösungen geht, fühlt sich Bernhard Marzini beratungstechnisch bei Richard Gierlinger sehr gut aufgehoben.

Bernhard Marzini
Industrial Engineer bei der Klinger Fluid Control GmbH
„Die Investition in das Schnellwechselsystem von Hainbuch rechnet sich relativ schnell, weil centroteX nicht nur zu wesentlich kürzeren Rüstzeiten verhilft, sondern auch extrem flexibel macht.“
Kürzere Umrüstzeiten als Ziel
Bernhard Marzini ist bereits seit 1990 bei der Firma Klinger mit an Bord. Ursprünglich hat er in Gumpoldskirchen Werkzeugmacher gelernt, mittlerweile steht auf seiner Visitenkarte Schweißtechniker. Denn aufgrund zahlreicher Aus- und Weiterbildungen machte der nunmehr 44-jährige unterschiedlichste Stationen im Unternehmen durch. „Nach einer REFA-Schulung, bei der man u. a. beigebracht bekommt, wie sich Arbeitsprozesse analysieren bzw. optimieren lassen, war ich beispielsweise der ‚böse‘ Mann in der Werkstatt, der die Vorgabezeiten definiert und stoppt. Inzwischen ist es eine meiner Aufgaben im Industrial Engineering, neue Maschinenanschaffungen in Hinblick auf Werkzeuge und Spannmittel zu bewerten, weil das immer schon ‚meines‘ war“, erklärt der Niederösterreicher, wie es dazu kam, dass er bei der Ausgestaltung des Spannsystems eines neuen Drehzentrums ein gewichtiges Wort mitzureden hatte.
Als gelernter Werkzeugmacher und langjähriger Bediener unterschiedlichster CNC-Maschinen weiß Bernhard Marzini nur allzu gut, mit welchem Aufwand ein konventioneller Drehfutterwechsel verbunden ist: „Für mich war das immer eine Katastrophe – das Hantieren mit unterschiedlichsten Zwischenflanschen und Zugrohren, dazu noch die Problematik abgeschlagener Feinverzahnungen, falscher Schrauben oder des Ausdrehens von Weichbacken. Da lauerten zahlreiche Fehlerquellen und jeder Umrüstvorgang dauerte immens lang“, erinnert sich Marzini an eine Zeit, in der er noch nichts von der Existenz des Kraftspannfutters TOPlus mini wusste. Der erste Kontakt mit der Hainbuch-Lösung erfolgte auf der Fachmesse Intertool. „Bereits damals dachte ich: Wow, ein cooles System!“, schildert Marzini. Ein Anwenderseminar des Werkzeugherstellers Iscar in Steyr, bei dem auch die Firma Hainbuch mit ihren Spannlösungen vertreten war, überzeugte ihn dann endgültig von den enormen Rüstzeitvorteilen einer centroteX/TOPlus mini-Kombination.
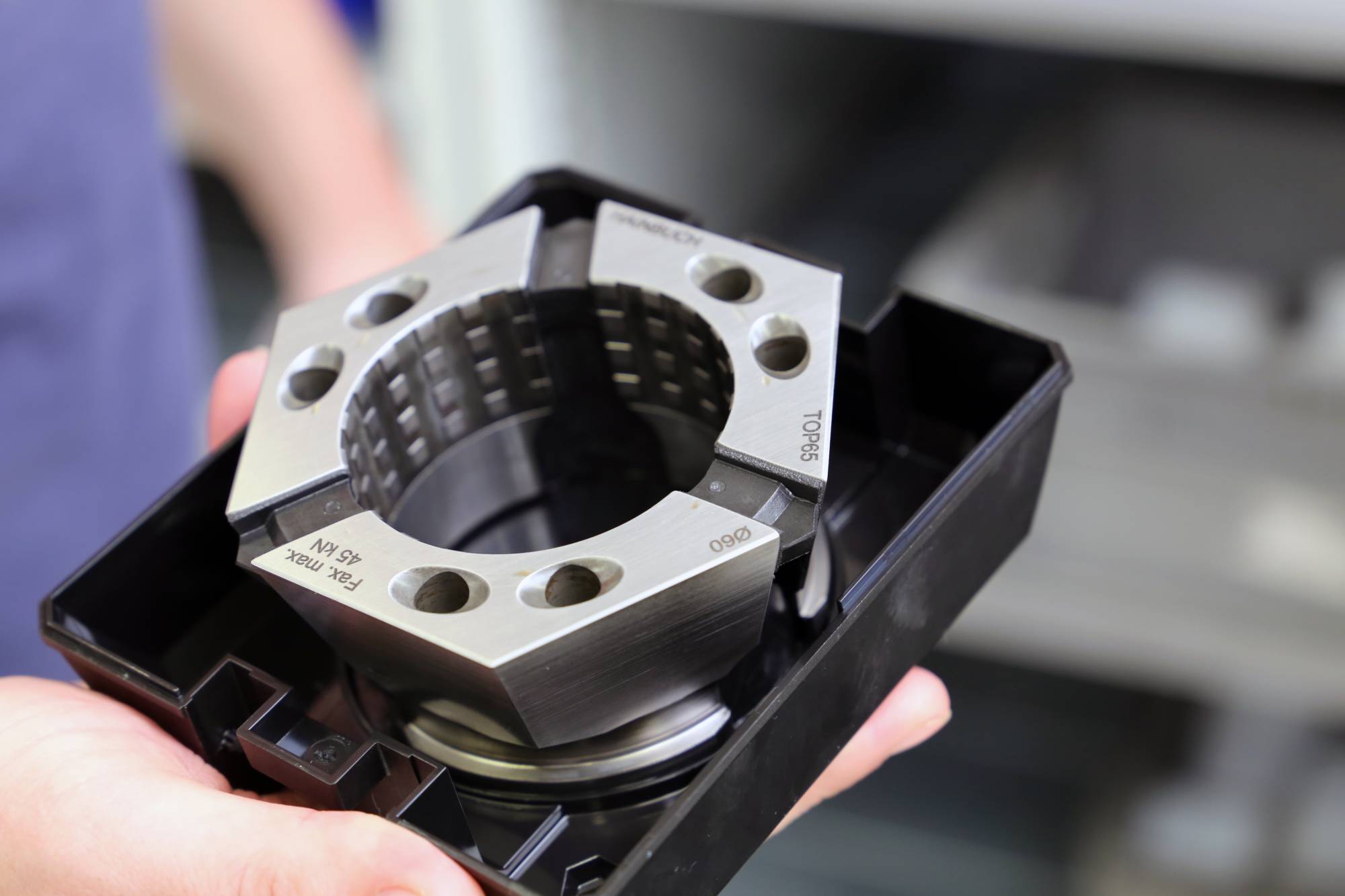
Derzeit verwendet die Firma Klinger Fluid Control hauptsächlich sechskantige Spannköpfe, aber das Portfolio wird sukzessive ausgebaut und an die zu bearbeitenden Rohmaterialien und Teile angepasst.
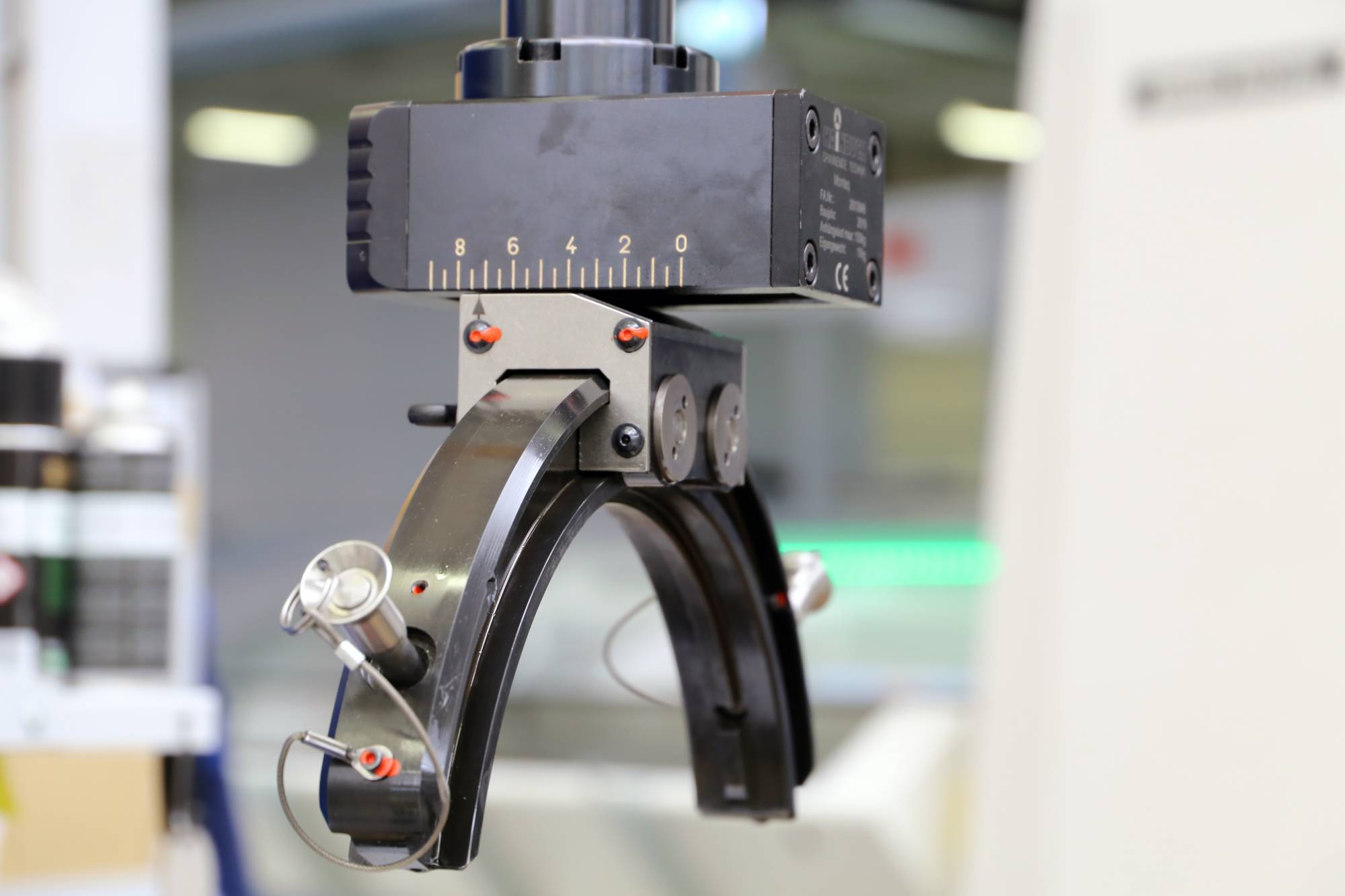
Die Hainbuch-Montagehilfe Monteq unterstützt beim Spannmittelwechsel. Mit der schwenkbaren Halterung gestaltet sich das Verriegeln des Spannmittels in das maschinenseitige Bajonett ganz einfach.
Anpassungsfähige Schnellwechsel-Schnittstelle
Laut Richard Gierlinger, Geschäftsführer von Hainbuch Austria, würde sich der Einsatz so eines Schnellwechselsystems sogar für Bestandsmaschinen anbieten, zumal sich bereits vorhandene Backenfutter dank entsprechender Adaptionsflansche ebenfalls weiterverwenden ließen. Trotzdem kommt centroteX gemeinhin hauptsächlich bei Neuinvestitionen zum Zug. Bei Klinger Fluid Control war es der Kauf einer DMG Mori CTX beta 800 4A, der letztendlich zur Bestellung einer Schnellwechsel-Schnittstelle, zweier 65er Kraftspannfutter (einmal in Axzug-und einmal in Axfix-Ausführung) sowie mehrerer verschiedener Spannköpfe bei Hainbuch führte.
Vorwiegend sind es derzeit Bewegungsbolzen für kleine Kugelhähne, Dichtringe sowie unterschiedlichste Kernkomponenten für Industriearmaturen, die im Dreh-Fräszentrum von DMG Mori gefertigt werden. Künftig sollen weitere Teile folgen, weshalb größtmögliche Flexibilität für die Gumpoldskirchner ein wichtiges Thema ist. „Im Durchschnitt wird auf dieser Maschine einmal am Tag umgerüstet. Und das funktioniert jetzt ruckzuck. Der Maschinenbediener nimmt einfach mit der Hainbuch-Montagehilfe Monteq den entsprechenden Flansch, dockt ihn an und weiter geht’s“, freut sich Bernhard Marzini, dass jetzt innerhalb weniger Minuten erledigt ist, was in der Vergangenheit bis zu drei Stunden dauerte.
Üblicherweise bewegen sich die auf der DMG Mori CTX zu produzierenden Losgrößen zwar zwischen 100 und 500 Stück, aber es gibt immer wieder einmal Ausnahmen. In solchen Fällen kommt es der Firma Klinger Fluid Control enorm zugute, dass das Schnellwechselsystem von Hainbuch auch ein buntes Mischen von Aufträgen unterstützt. „Nun ist es nicht mehr die Maschine bzw. das aktuell montierte Spannfutter, das vorgibt, welche Teile in nächster Zeit herzustellen sind“, streicht Richard Gierlinger hervor, dass eine Kombination aus centroteX und TOPlus mini extrem anpassungsfähig und „situationselastisch“ macht. Für größere Bauteile, die die Aufnahmekapazität von TOPlus mini in Größe 65 sprengen, setzt Klinger ein B-Top Dreibackenfutter von Hainbuch auf den centroteX Spannmitteladaptern ein.

Anwenderfreundliche Spannlösung: Das Schnellwechselsystem centroteX und das Kraftspannfutter TOPlus mini kommen auch bei den Maschinenbedienern sehr gut an.
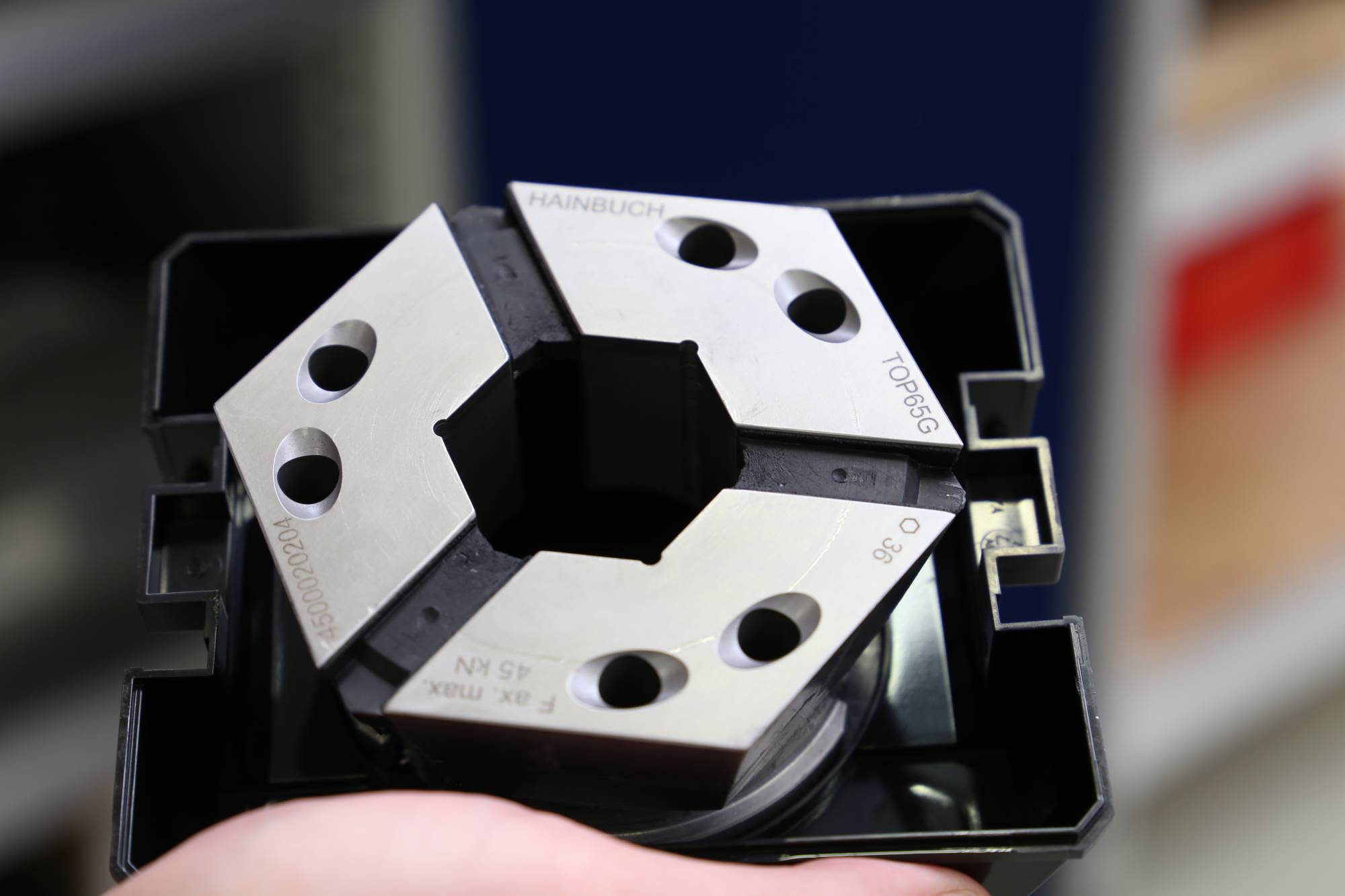
Derzeit verwendet die Firma Klinger Fluid Control hauptsächlich sechskantige Spannköpfe, aber das Portfolio wird sukzessive ausgebaut und an die zu bearbeitenden Rohmaterialien und Teile angepasst.

Richard Gierlinger
Geschäftsführer der Hainbuch Austria GmbH
„Ein Riesenvorteil unseres Baukastensystems ist, dass sich unsere Spannköpfe und Adaptionsflansche sowohl in Fräs- als auch in Drehmaschinen einsetzen lassen. Sie sind somit mehrfach verwendbar.“
Präzision mit wenig Aufwand
Speziell sehr kurze Bauteile erwiesen sich für die Maschinenbediener in der Vergangenheit immer wieder als besondere Herausforderung, wie Bernhard Marzini aus den Schilderungen seiner Kollegen weiß. „Sie hatten vor allem bei Rundmaterialien Probleme damit, mit Weichbacken vernünftig zu spannen, was jetzt mit einem passenden Spannkopf bombenfest hält“, präzisiert er. Richard Gierlinger führt diesen Unterschied darauf zurück, dass nicht jedes Spannmittel über die Fähigkeit verfügt, ein Bauteil optimal zu umschließen: „Ein Spannkopf punktet mit einer Flächenberührung, während bei einem Dreibackenfutter die Spannkraft zwischen Werkstück und Werkzeug nur durch Linienberührung übertragen wird. Zudem treten bei Backenfuttern und hohen Drehzahlen Spannkraftverluste von bis zu 40 % auf“, erklärt der Hainbuch Austria-Geschäftsführer. Dieser Spannkraftverlust aufgrund von Fliehkräften liegt bei Hainbuch TOPlus Spannmitteln lediglich bei wenigen Prozent.
Natürlich lasse sich dennoch auch mit einem Dreibackenfutter die gewünschte Präzision erreichen, aber mit einem Spannkopf sei dies erheblich einfacher umzusetzen. „Alleine das Ausdrehen der Backen ist eine eigene Wissenschaft. Bei unserem System muss lediglich darauf geachtet werden, dass der Spannkopf sauber ist, dann stellt sich vollautomatisch das angestrebte Ergebnis ein“, betont Richard Gierlinger. Eine Behauptung, die Bernhard Marzini abschließend absolut bestätigen kann: „Unsere Erwartungen wurden zu unserer vollsten Zufriedenheit erfüllt. Wir sind jetzt nicht nur erheblich schneller beim Wechseln der Spannfutter, sondern können zudem auch sicher sein, dass alles richtig gemacht wird dabei und demzufolge das Endprodukt perfekt passt.“
Infos zum Anwender
1892, sechs Jahre nach der eigentlichen Firmengründung, erwarb Richard Klinger in Gumpoldskirchen ein Areal für die Gründung einer Fabrik. Damit hatte der Erfinder eines Schauglases, das den Füllstand in einem Dampfkessel misst, den Grundstein für eine beeindruckende Erfolgsgeschichte gelegt. Denn mittlerweile zählt die Klinger Gruppe mit Vertriebs- und Service-Niederlassungen in mehr als 60 Ländern zu den weltweit führenden Qualitätsherstellern und -anbietern von Industriearmaturen und Dichtungen. Die in Gumpoldskirchen ansässige Klinger Fluid Control GmbH entwickelt, konstruiert und fertigt Kugelhähne, Kolbenschieberventile, Manometerhähne und Borosilikat-Schaugläser. Vor allem auch die Betreiber von Fernwärmenetzen setzen oftmals auf Produkte made by Klinger Fluid Control.
Teilen: · · Zur Merkliste