Innovative Spanntechnik erkennt Guss- und Konturfehler bei Aluminiumrohteilen schnell und einfach
Mit einem neuen Spanntechnikkonzept können Aluminium-Rohteile kostengünstig und mit geringem Aufwand vor der Zerspanung auf Gussfehler und Konturschwankungen überprüft werden. Ungeeignete Teile lassen sich dadurch frühzeitig ausschleusen.
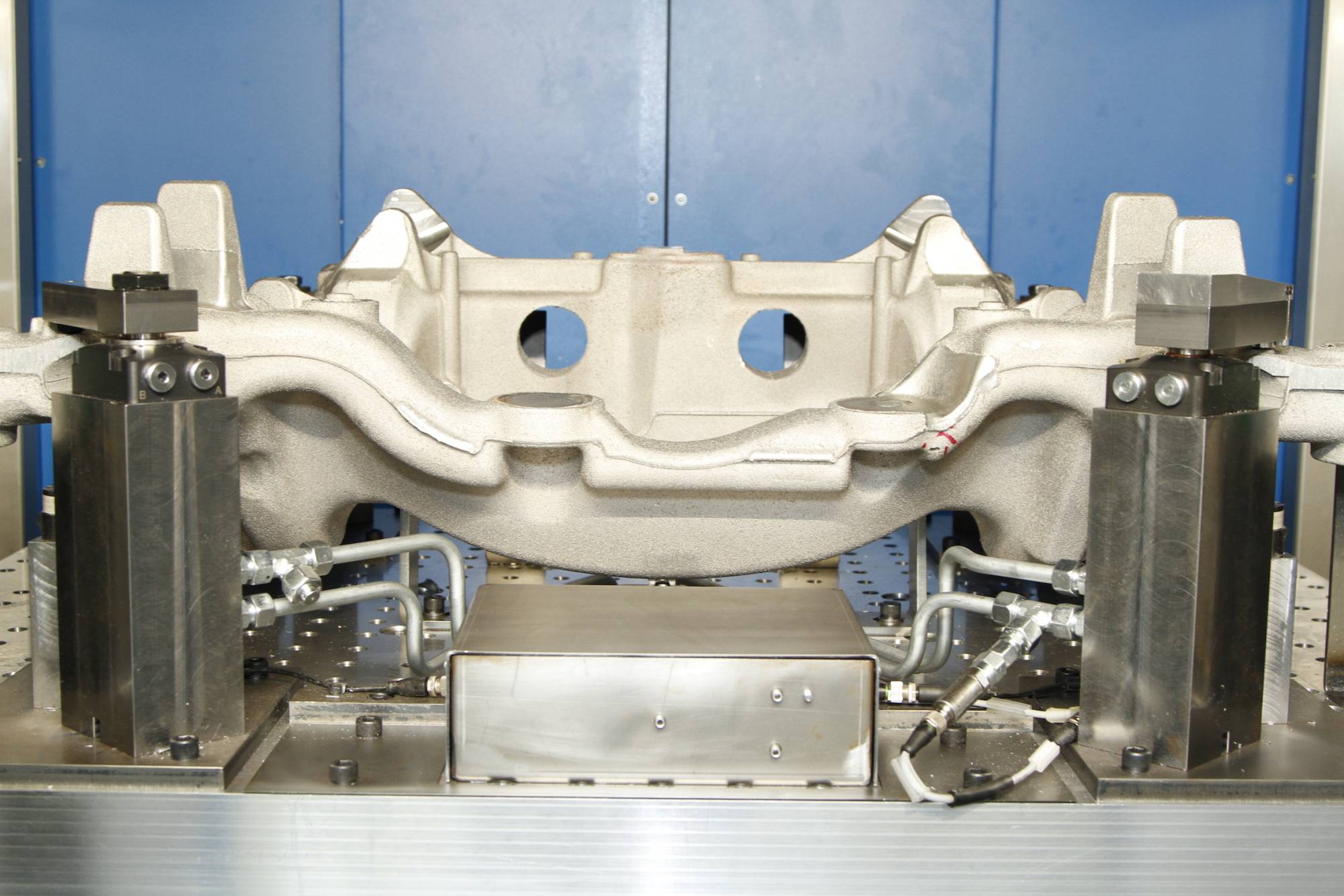
Mit dem neuen Konzept „Innovative Zustandserkennung erhöht Prozesssicherheit“ können Gussteile bereits vor der Bearbeitung überprüft werden. Außerdem kann ihre Qualität über die gesamte Fertigung hinweg kontinuierlich überwacht und lückenlos dokumentiert werden. Aufnahme einer Testspannvorrichtung auf einer Maschine im TechCenter von Wenzler (Foto: Wenzler).
Die intelligente Spanntechnik erkennt zudem, ob ein Werkstück falsch in eine Vorrichtung eingelegt ist. Außerdem überwacht sie kontinuierlich die Bearbeitung, gibt fortwährend Auskunft über Spannposition sowie Lage und Spannkraft des Bauteils und dokumentiert lückenlos den gesamten Fertigungsprozess. Einsatzfelder für diese innovative Spannlösung sieht Roemheld vor allem bei Zulieferern von Strukturbauteilen für die Automobilindustrie.

Um die notwendigen Daten erheben zu können, werden an der Vorrichtung zwei mit Sensoren bestückte, modifizierte hydraulische Standard-Schwenkspanner, ein Drucksensor sowie zwei Auflagesensoren von Roemheld verwendet. Aufnahme einer Testspannvorrichtung auf einer Maschine im TechCenter von Wenzler (Foto: Wenzler).
Pilotprojekt von Wenzler und Roemheld vermindert Ausschuss deutlich
Im Rahmen eines Gemeinschaftsprojektes haben der Spanntechnikspezialist Roemheld und die August Wenzler Maschinenbau GmbH das Konzept mit dem Titel „Innovative Zustandserkennung erhöht Prozesssicherheit“ entwickelt. Wenzler entwickelt und fertigt 5-Achs-Bearbeitungszentren, die vor allem im Automobilbau bei der Zerspanung von Aluminium-Strukturbauteilen eingesetzt werden.
Beide Unternehmen suchten nach einer Lösung für das Problem, dass beim Bearbeiten unerkannt fehlerhafter Aluguss-Rohteile unnötige Kosten entstehen. Denn meist werden die Bauteile erst im Anschluss an eine Zerspanung geprüft. Gerade im Automobilbau kommt es so bei Aluminiumleichtbauteilen, die besonders dünnwandig und filigran sind, oft zu Ausschuss. Dieser lässt sich mit dem neuen Spannkonzept drastisch reduzieren.

Das Display zeigt an, dass alle IST-Daten mit den SOLL-Werten übereinstimmen. Die Zerspanung kann beginnen (Foto: Wenzler).
Spanntechnik überwacht das Bauteil auf der Vorrichtung
Bei der Innovation übernehmen verschiedene Spannelemente die Überwachung des auf der Vorrichtung gespannten Bauteils. In dem Pilotprojekt werden zum Beispiel bei einem Aluguss-Hinterachsrahmen lediglich zwei mit Sensoren bestückte, modifizierte hydraulische Standard-Schwenkspanner, ein Drucksensor sowie zwei Auflagesensoren benötigt. Durch die richtige Anordnung der Elemente und die Querabfragen der Sensoren reichen zwei elektrifizierte Spannpunkte aus, um zuverlässige Aussagen treffen zu können:
• ob Gussfehler oder Konturschwankungen die maßliche Qualität eines Rohteils über den Toleranzrahmen hinaus beeinträchtigen,
• ob das Werkstück richtig eingelegt ist und die Spannposition stimmt,
• ob die angelegte Spannkraft den gewünschten Wert erreicht,
• ob sich die Auflagekraft des Werkstücks im vorgegebenen Rahmen bewegt und
• ob der Spanndruck auf der Vorrichtung den Vorgaben entspricht.
Am Display der Maschinensteuerung werden die IST-Daten dann mit den SOLL-Werten verglichen. Bei Abweichungen verweigert die Anlage den Start: Werden alle Toleranzen eingehalten, beginnt die Zerspanung.
Einsatz in der Serienfertigung noch 2021
Nach dem erfolgreichen Abschluss des Pilotprojektes 2020 soll das Spannkonzept noch im laufenden Jahr bei einem deutschen Automobilzulieferer in der Zerspanung von Aluminium-Strukturbauteilen eingesetzt werden.
Teilen: · · Zur Merkliste