anwenderreportage
Multifunktionale Werkstückspanntechnik von Gressel
Die Dürr Systems AG ist ein internationaler Marktführer für schlüsselfertige Lackier- und Endmontageanlagen sowie der dazu erforderlichen Maschinen- und Robotersysteme. Zu den Hauptmärkten zählen global die Automobilindustrie und deren Zulieferer. Außerdem bietet das Technologieunternehmen für zahlreiche Branchen leistungsstarke Systeme zur Abluftreinigung und Lackiertechnik. Mit dem modularen Baukasten von Gressel (Teil der Schunk Gruppe) für die rationelle Werkstückspanntechnik powert Dürr Systems die produkt- und stückzahlflexible Fertigung verschiedenster Präzisionsteile.
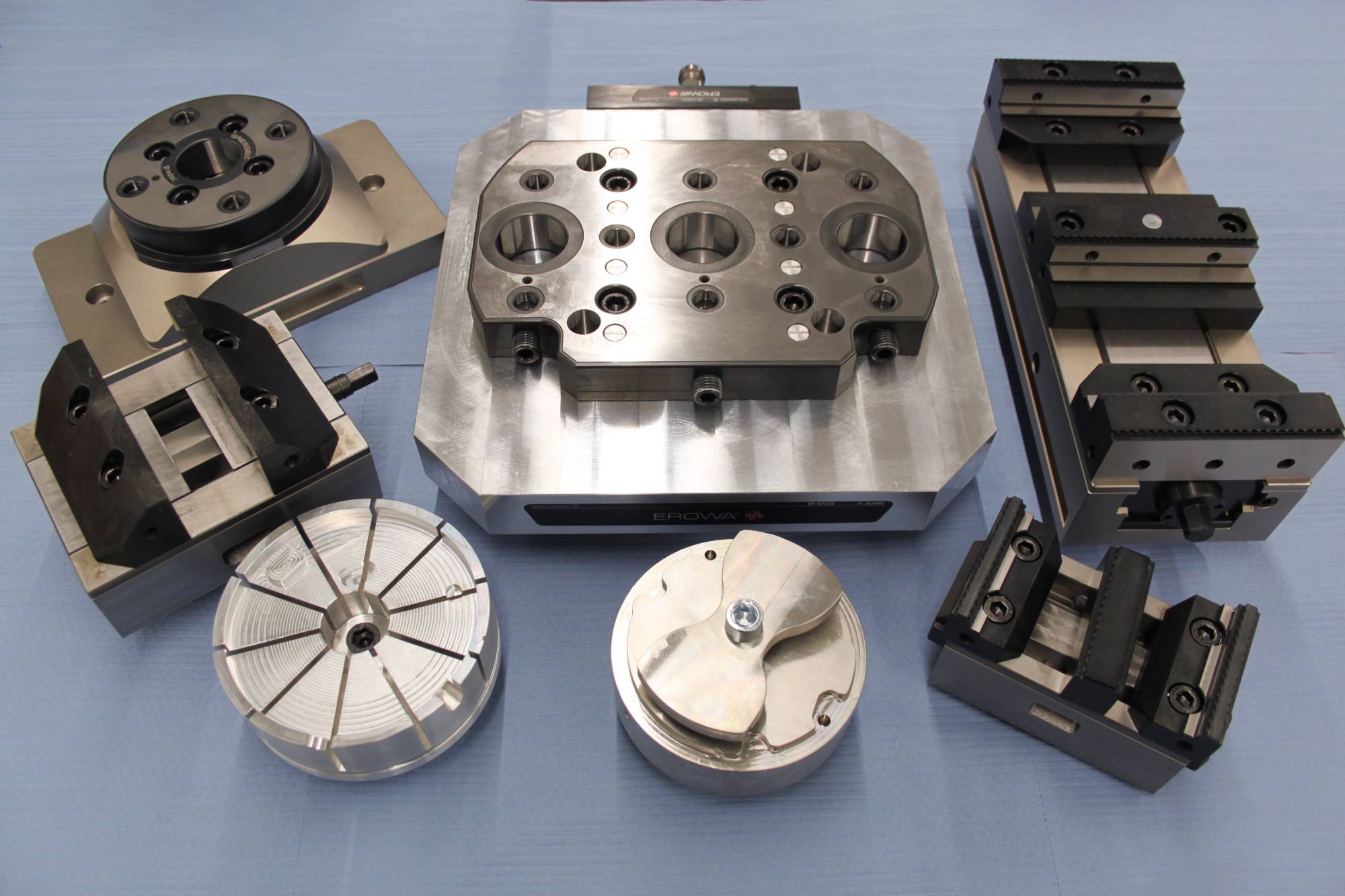
Eine Auswahl des Spanntechnik-Equipments, das bei der Dürr Systems AG auf Basis des Baukastens von Gressel für Werkstückspannsysteme eingesetzt wird.
Shortcut
Aufgabenstellung: Komplett-/Simultanbearbeitung von 800 Werkstückvarianten.
Lösung: Modularer Spanntechnik-Baukasten von Gressel.
Nutzen: Reproduzierbare, präzise Bearbeitung, minimierte Rüst- und Umrüstzeiten, einfache Handhabung, geringer Wartungsaufwand.
Im Stammwerk im baden-württembergischen Bietigheim-Bissingen der Dürr Systems AG sind auf rund 70.000 Quadratmetern Betriebsfläche etwa 2.000 Mitarbeiter beschäftigt. Eine zentrale Position nimmt in diesem Werk die Abteilung „Spanende Fertigung“ ein, welche für die Bearbeitung sowohl von Komponenten für die Produktion als auch von Bauteilen für die Entwicklung und den Versuch zuständig ist. Folglich gilt es hier zum einen nicht nur eine hohe Teilevielfalt zu bewältigen, sondern die Teile den jeweiligen internen Kunden auch zeitnah zur Verfügung zu stellen.
Zum anderen erfordert dies ein entsprechend breites Technologie-Equipment sowie leistungsfähige und flexibel nutzbare Fertigungskapazitäten. Martin Bulling, Application Technology Manufacturing bei der Dürr Systems AG, nennt dazu ein paar Kennzahlen: „Für die laufende Produktion und Ersatzteilversorgung sowie für die Entwicklung und die Versuchsabteilung fertigen wir pro Jahr etwa 200.000 Werkstücke. Dies sowohl in Einzelteil- als auch in Klein- und Mittelserienbearbeitung. Dabei handelt es sich um rund 2.000 verschiedene, aktive Artikel, wovon wiederum etwa 800 durch 3-, 4- oder 5-Achs-Fräsen zylindrisch und kubisch bearbeitet werden.“
Arbeiten erfolgreich zusammen (v.l.n.r): Timo Seyb, Einrichter und Bediener, Martin Bulling, Application Technology Manufacturing, beide von Dürr Systems, und Frank Scheurer, Vertriebstechniker Deutschland Süd bei Gressel.

Martin Bulling
Application Technology Manufacturing bei Dürr Systems
„Durch den Einsatz des Spanntechnik-Baukastens von Gressel auf allen BAZ haben wir eine weitgehende Standardisierung unserer Spannmittel erreicht.
“
800 verschiedene Teile spannen und bearbeiten
Um dieser Vielfalt an Fräsbearbeitungen sowie den höchst unterschiedlichen Stückzahlen leistungs- und termingerecht buchstäblich Herr zu werden, setzt man in der Fräsbearbeitung unter anderem auf 4- und 5-Achsen-CNC-Bearbeitungszentren, die alle mit Palettenautomation oder mit größeren Paletten-/Werkstückmagazinen versehen sind. Je nach Werkstücken, die aus den Werkstoffen Aluminium, Titan, rostfreier Edelstahl und POM gefertigt werden und deren Dimensionen von einigen Millimetern bis zu 80 x 80 x 130 Millimeter reichen, betragen die Maschinenlaufzeiten wenige Minuten bis hin zu drei Stunden.
Eine weitere Herausforderung stellen die 800 Werkstückvarianten und die stark schwankenden Stückzahlen zwischen 1 und 200 pro Charge dar. So gibt es zum Beispiel Werkstücke, die in 60 Ebenen mit bis zu 70 verschiedenen Werkzeugen zu bearbeiten sind. Daraus wird schnell ersichtlich, welche hohen Anforderungen die Werkstückspanntechnik hinsichtlich optimaler Zugänglichkeit bei der mehrachsigen Komplett-/Simultanbearbeitung erfüllen muss.
Je nach Komplexität des Werkstücks setzt man deshalb für die Präzisionsbearbeitung wahlweise auf selbst entwickelte Sonderspannmittel sowie verstärkt auf standardisierte Spanntechnik von leistungsfähigen Lieferanten. Dazu zählt seit Jahren und in größerem Umfang die Gressel AG, Schweizer Spezialist für Werkstückspanntechnik und Automation. Im Jahr 2006 mit Zentrischspannern der Baureihe centros gestartet, führten die offensichtlich guten Erfahrungen dazu, weitere BAZ sukzessive mit neuen Zentrischspannern centrinos, verschiedenen Systembacken und weitergehend mit dem mechanischen Nullpunktspannsystem gredoc auszurüsten.

Die vier Zentrischspanner C2 80 L-130 mit Wendebacke grip 3,0 mm werden mittels des mechanischen Nullpunktspannsystems gredoc „rund“ auf der Maschinenpalette fixiert und gespannt.
Werkstückspanntechnik für (fast) alle Fälle
„Durch den Einsatz des Spanntechnik-Baukastens von Gressel auf allen BAZ haben wir eine weitgehende Standardisierung unserer Spannmittel erreicht“, berichtet Bulling. „Den vorläufigen Höhepunkt stellt die Ausrüstung unseres neuesten 5-Achs-CNC-BAZ mit Palettenwechsler und Palettenmagazin dar. Allein hier sind mehr als 50 Spannlösungen installiert, aufbauend wiederum auf dem mechanischen Nullpunktspannsystem gredoc und gredoc-Konsolen in rund und eckig. Auf deren Basis kommen C2-Zentrischspanner in den Baugrößen C2 80 L-130, C2 125 L-160 und D2-Doppelspanner D2 125 L-320 für Teile aller denkbaren Dimensionen sowie solinos-Aufspanntürme des Typs 65-4V zur mehrfachen Kleinteilespannung zum Einsatz. Je nach Bearbeitungs-Anforderungen sind die Zentrisch- und Doppelspanner C2 und D2 für die Rohteil- und Fertigteilspannung mit verschiedenen Systembacken versehen, die bei Bedarf schnell gewechselt werden können.“
Doch der konsequente Einsatz an Standard-Spanntechnik geht noch deutlich weiter, denn mittlerweile sind auch weitere BAZ sowie eine Messmaschine mit dem mechanischen Nullpunktspannsystem gredoc bestückt, womit ein und dieselbe Schnittstelle die individuelle Nutzung verschiedener Spannmittel ermöglicht. Oder anders herum: Nun ist es in der Praxis machbar, hoch flexibel die unterschiedlichen Spannlösungen auf verschiedenen BAZ einzusetzen.
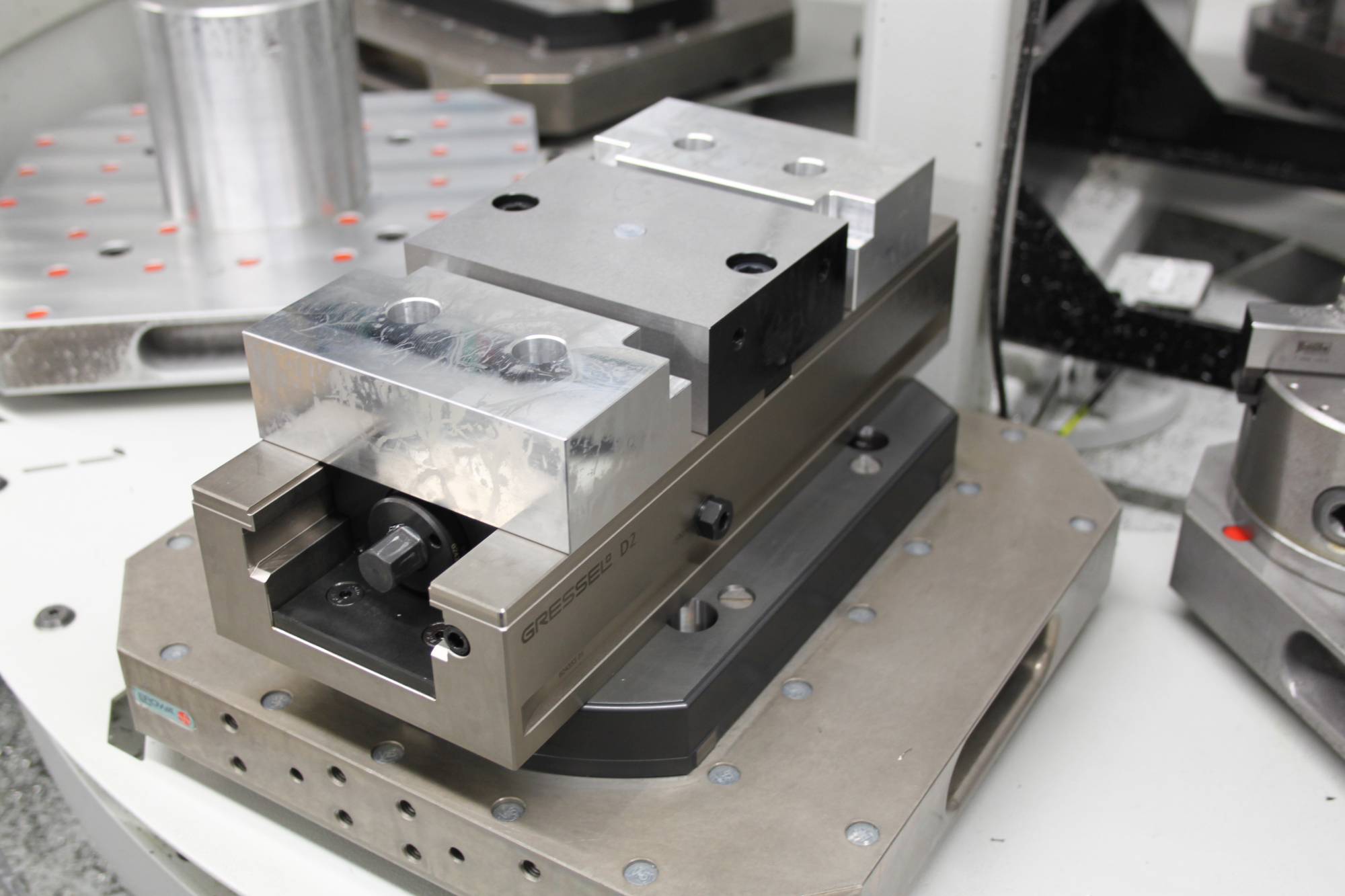
Der Doppelspanner D2 125 L-320 mit Mittelbacke glatt und Formbacken aus Aluminium ist auf einer Palette fixiert und wird mittels Nullpunkt-Raster-Systemplatte gredoc NRS 3-fach gespannt.
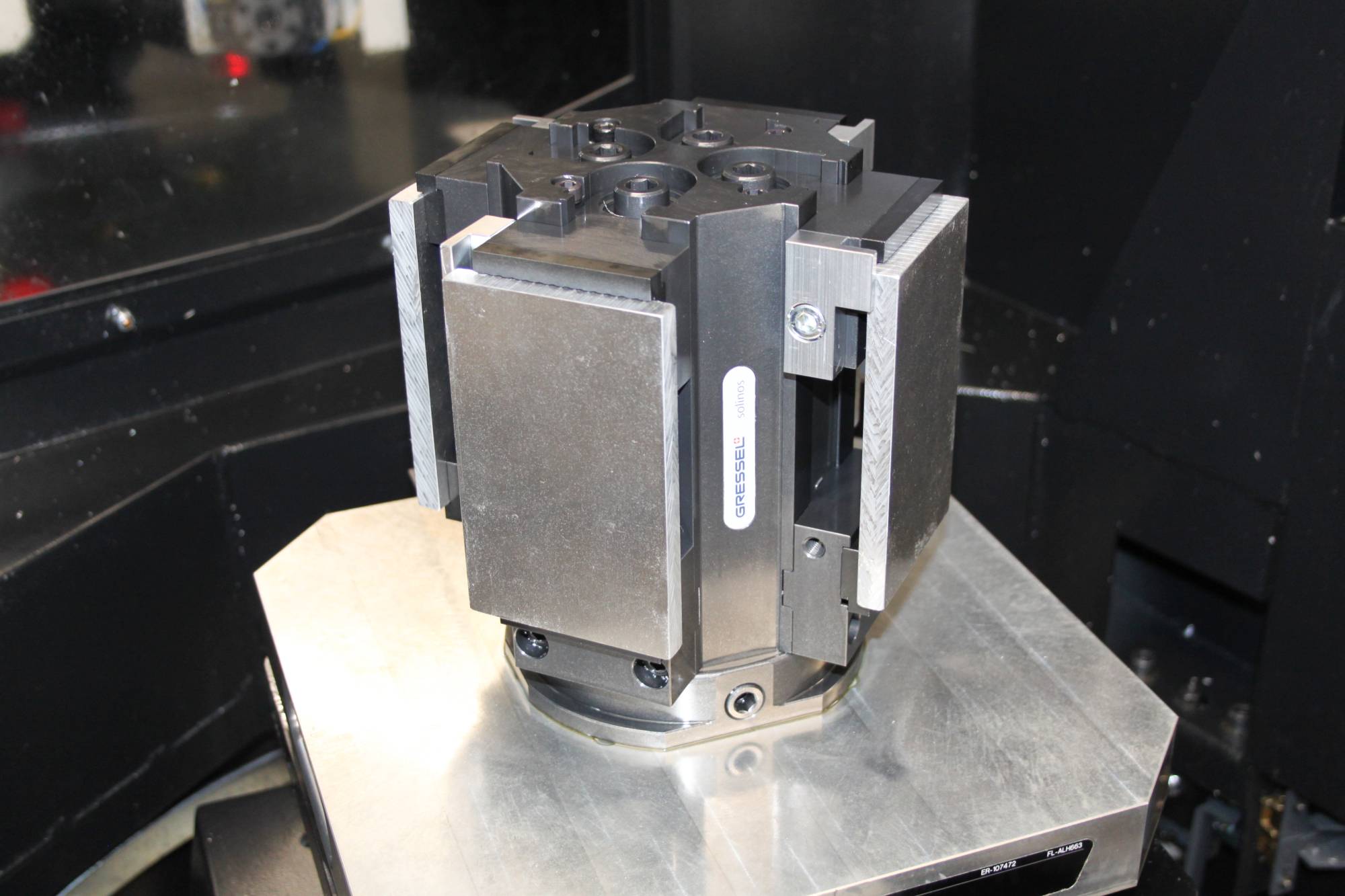
Der 4-fach Monoblock-Aufspannturm solinos 65-4V-IT wird zur Mehrfachspannung kleinerer und mittlerer Werkstücke verwendet.
Infos zum Anwender
Die Dürr Systems AG plant und realisiert weltweit schlüsselfertige Lackier- und Endmontageanlagen sowie Maschinen- und Robotertechnik aus einer Hand für die Automobilindustrie. Das Unternehmen bietet zudem für unterschiedliche Branchen leistungsstarke Systeme zur Abluftreinigung und Lackiertechnik. Im Stammwerk in Bietigheim-Bissingen (D) sind auf rund 70.000 Quadratmetern Betriebsfläche etwa 2.000 Mitarbeiter beschäftigt.
www.durr.com
Konsequente Nutzung standardisierter Spanntechnik
„Hier kommt der durchgängige Systemgedanke unseres strikt modularen Spanntechnik-Baukastens voll zum Tragen, erläutert Frank Scheurer, Vertriebstechniker Deutschland Süd bei Gressel. „Das mechanische Nullpunktspannsystem gredoc als standardisierte Basis-Schnittstelle auf diversen Maschinen plus dem Messzentrum, in Backenbreiten und Baugrößen verschiedene Zentrisch- und Doppelspanner, die Aufspanntürme solinos zum mehrfachen Spannen von Kleinteilen und schließlich abgestimmte Backen für die OP 10 und die OP 20 – insgesamt sprechen wir hier von rund 90 installierten Nullpunktspannsystemen in verschiedenen Ausführungen sowie mehr als 40 Zentrisch- und Doppelspannern plus Aufspanntürmen mit Kleinteilespannern samt Zubehör.“
Dass sich das Investment in die multifunktionale Werkstückspanntechnik auf Basis des Gressel-Baukastens für Dürr Systems als sehr lohnend herausstellt, macht die Tatsache deutlich, dass bis heute gut 350 der besagten 800 zu fräsenden Werkstücke mit Hilfe der aufgeführten Standard-Spannmittel reproduzierbar präzise bearbeitet werden. Darüber hinaus bringen die nun über Jahre nachgewiesene Kompetenz und das Leistungsvermögen von Gressel noch weitere Vorteile mit sich.
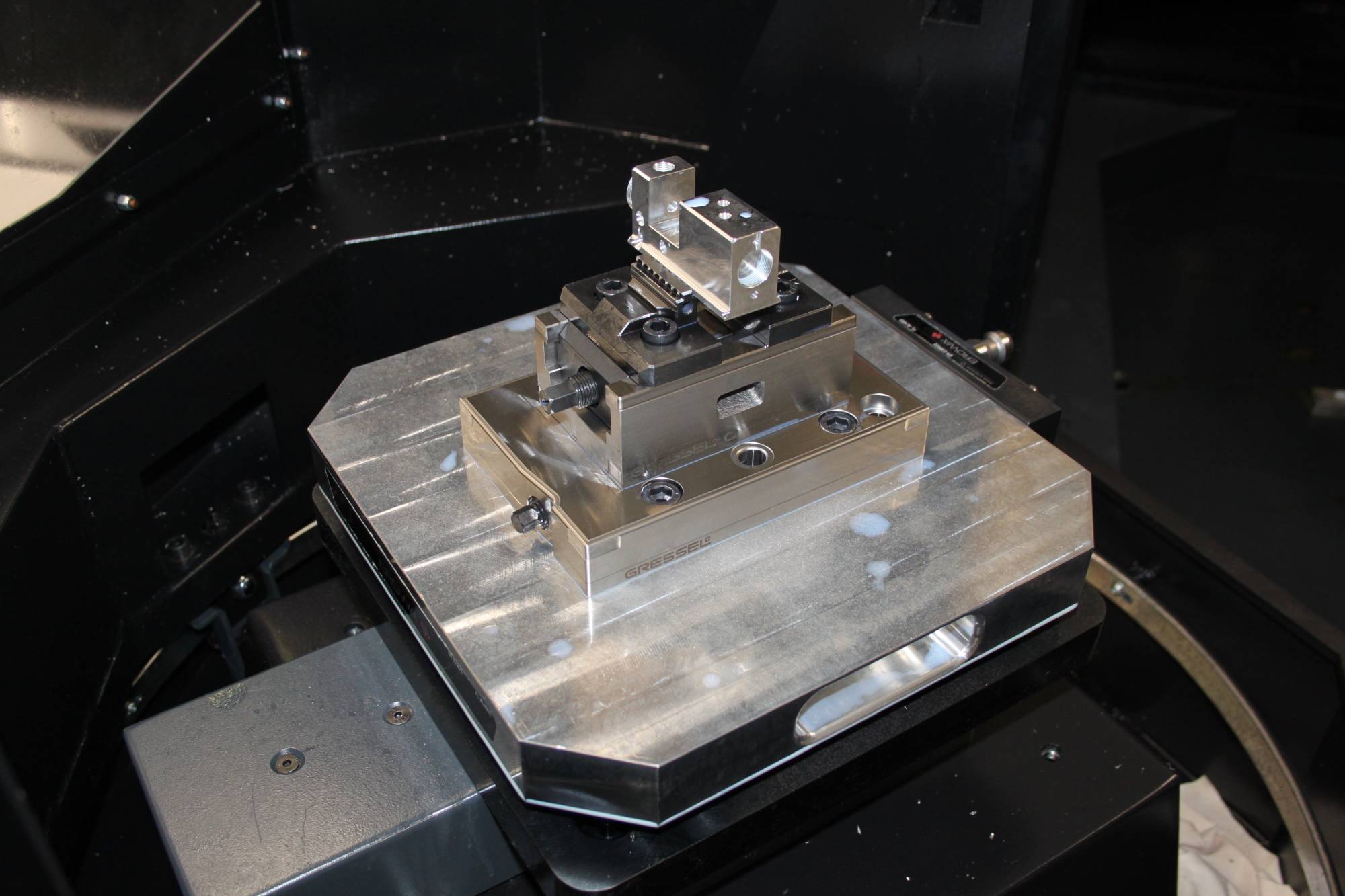
Ein Zentrischspanner C2 80 L-130 mit Wendebacke grip 3,0 mm in Breite 40 mm auf einer Maschinenpalette, fixiert und gespannt mittels Nullpunktspannsystem gredoc.
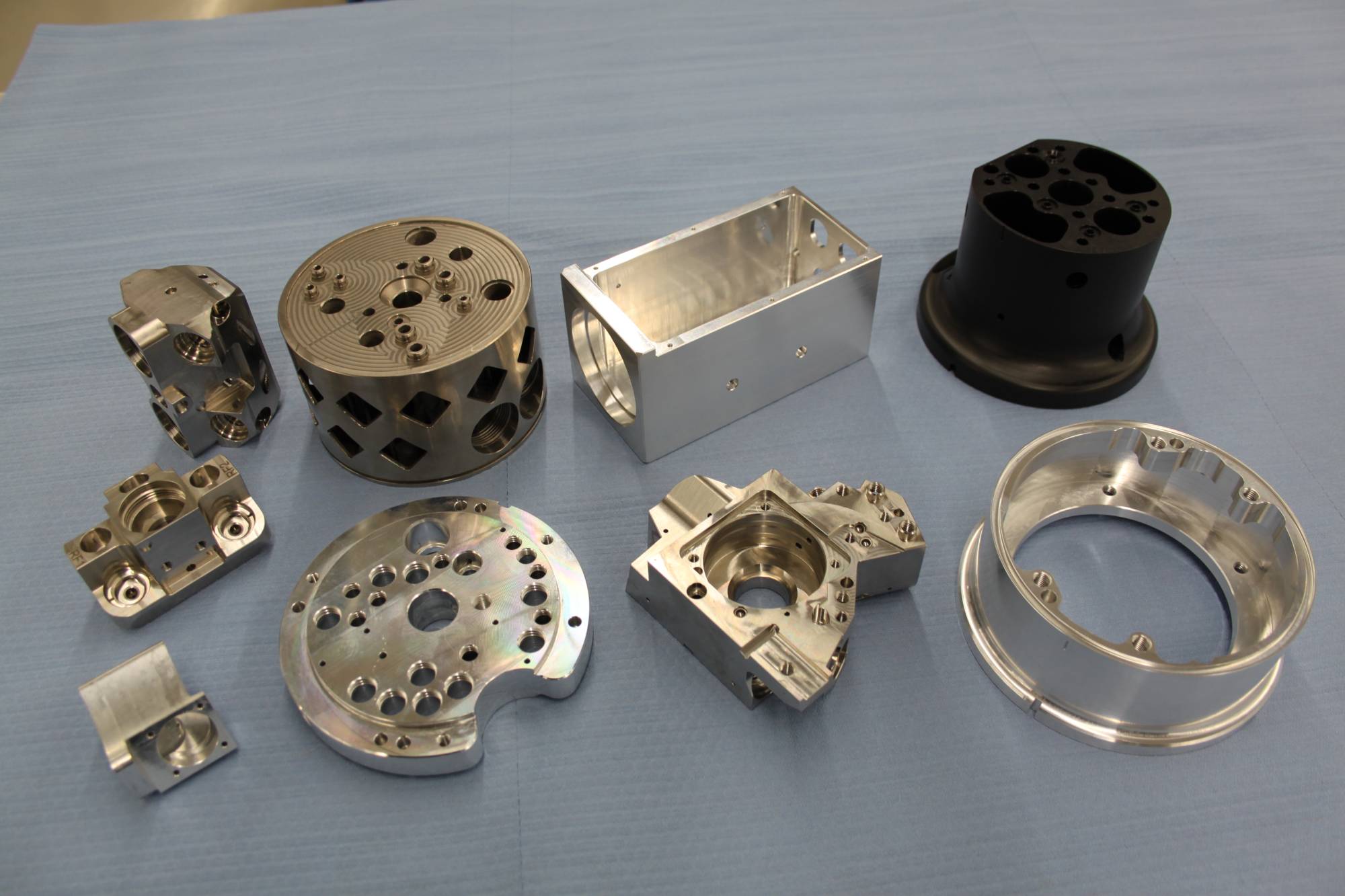
Eine kleine Auswahl an für Dürr Systems typischen Präzisionsteilen, die aufwändig zu bearbeiten sind und aus unterschiedlichen Werkstoffen bestehen.
Tatkräftige Unterstützung
„Zur Entscheidungsfindung bezüglich Lieferantenauswahl für die Standardisierung der Werkstückspanntechnik haben wir anhand eines sehr schwierig zu bearbeitenden Werkstücks aus Aluminium, das unter anderem durch 60 Millimeter tiefe Taschen und sehr hohe Zerspanvolumina gekennzeichnet ist, mit verschiedenen Produkten umfangreiche Tests vorgenommen“, schildert Bulling. „Nicht nur hierbei, sondern auch durch die tatkräftige Unterstützung von Frank Scheurer und die Fachleute in der Schweizer Zentrale, die Systemfähigkeit des Gressel-Baukastens und die für die Praxis wertvolle Ausrüstungsvielfalt durch das Backen-Programm wurden wir in jeder Hinsicht überzeugt. Dazu trugen auch die minimierten Rüst-und Umrüstzeiten, die sehr einfache Handhabung, der wirklich geringe Wartungsaufwand und nicht zuletzt die Möglichkeit, für die Konstruktion die 3D-Daten der Spanntechnik-Komponenten von der Homepage herunter zu laden, bei. Deshalb sind bereits weitere Spanntechnik-Projekte in der Realisierung, mit denen wir die Leistungsbereitschaft und die Produktivität unserer Abteilung jetzt und in der Zukunft sicherstellen werden.“
Teilen: · · Zur Merkliste