Moderne Werkstoffe als Chance
Mit gängigen Industriewerkstoffen umzugehen ist ein Pflichtprogramm, das jedes Fertigungsunternehmen heutzutage beherrschen muss. Neue Werkstoffe mit verbesserten mechanischen Eigenschaften stellen jedoch immer höhere Anforderungen an Maschinen, Werkzeuge und nicht zuletzt an das Know-how der verarbeitenden Betriebe. Sich dieser Aufgabe zu stellen ist einerseits Herausforderung aber auch zugleich eine Chance sich im Markt zu behaupten. Autor: Georg Schöpf / x-technik
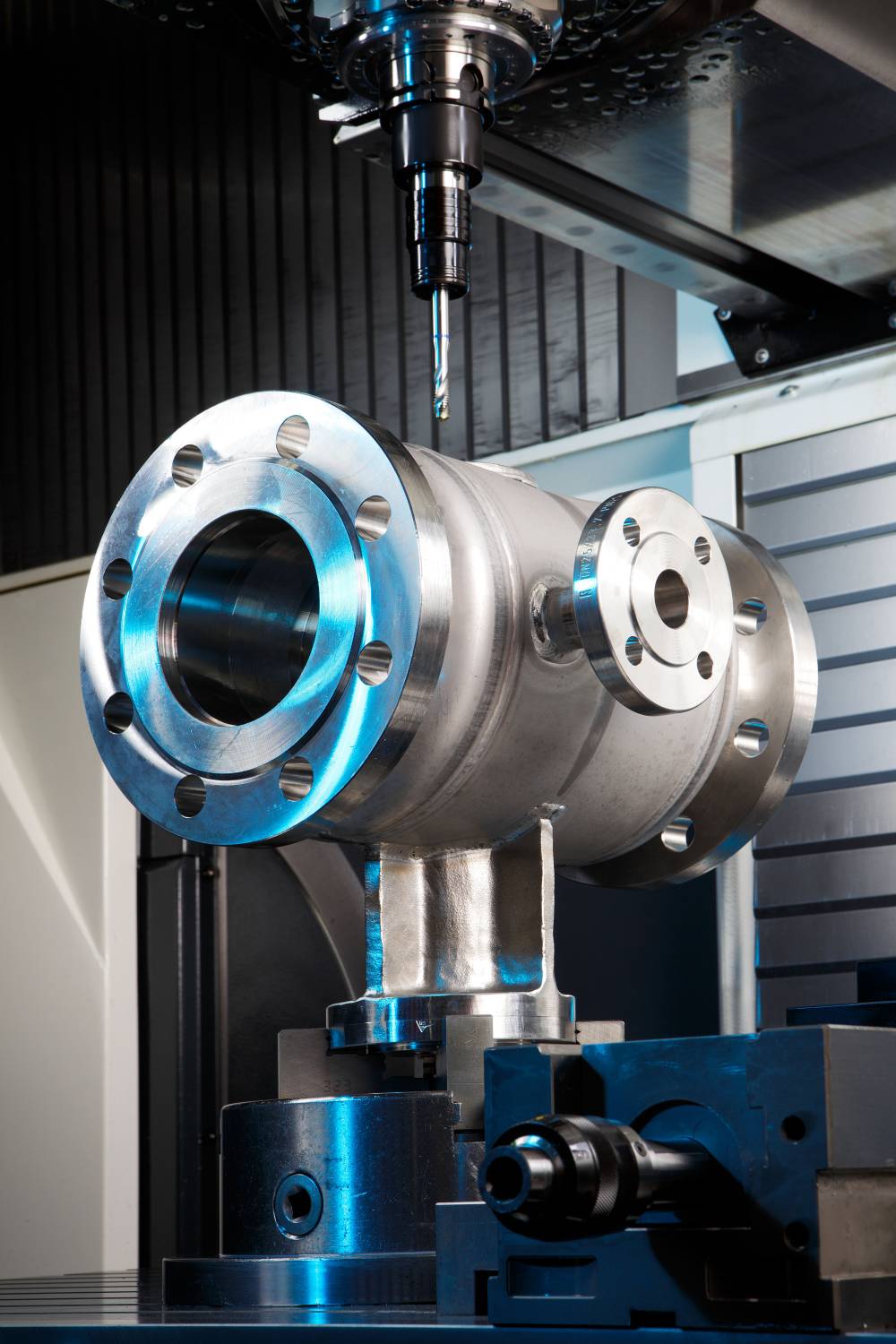
Bei Stählen und dessen Legierungen wird es immer wichtiger, noch höhere Bearbeitungsgeschwindigkeiten bei gleichbleibender oder besserer Qualität zu erzielen. Bild: VETEC Ventiltechnik GmbH
Quellenhinweis:
- Fraunhofer IPT Ultraschalleinsatz - Produktivitätssteigerung bei der Zerspanung von Glas und Keramik
Autoren: Brecher, C.; Klocke, F.; Schug, R.; Weber, A.
- H. Wilmes, DLR Institut für Strukturmechanik, Braunschweig Congress Intelligente Leichtbau Systeme 2002, 13. – 14. November
Die Fertigungsbranche erlebt einen wahren Boom an steigenden Anforderungen hinsichtlich Werkstückeigenschaften, Oberflächengüten und Qualität für Bauteile und Komponenten. Dabei beschränken sich die Anforderungen längst nicht mehr auf die Eigenschaften des fertigen Werkstückes. Auch bereits zum Zeitpunkt der Fertigung werden entsprechende Anforderungen gestellt. Hierbei ist alles wichtig, was bei gleichbleibend guter oder gar besserer Qualität, geringere Fertigungszeiten erlaubt. Dieser Anspruch beinhaltet eine große Zahl von Einzelkriterien, die aber, jedes für sich genommen, großen Einfluss auf die Wirtschaftlichkeit eines Produktes haben können.
In der Serienproduktion geht es in der Regel klar um eine Verminderung der Taktzeiten, wohingegen bei Einzelteilfertigung oder Kleinserien der Fokus auf werkzeugschonender Bearbeitung bei schnellen Durchlaufzeiten und kurzen Rüstzeiten mit gleichbleibender Oberflächengüte liegt.
Stand heute werden allerlei Arten von Stählen, Gusswerkstoffen, Buntmetallen, Aluminium, Titan, Superlegierungen, Composite-Werkstoffen, Kunststoffen, Gläsern und keramischen Werkstoffen aber auch Hybridwerkstoffe aus verschiedensten Werkstoffkombinationen verarbeitet. Jeder dieser Werkstoffe zeichnet sich durch ganz spezifische Eigenschaften aus, die zu dementsprechenden Einsatzmöglichkeiten führen. Aber auch in der Bearbeitung unterscheiden sich die verschiedenen Werkstoffe oft enorm.
Bei der Entwicklung immer leistungsfähigerer Werkstoffe erstreckt sich die Forschung dabei von der Neurezeptur bestehender Werkstoffe mit verbesserten Materialeigenschaften über die Kombination neuer Ausgangsstoffe bis hin zur Verbindung unterschiedlicher Werkstoffe zu Hybridstoffen mit oft erstaunlichen Eigenschaften. In der Zerspanung werfen derartige, neue Werkstoffe aber auch immer neue Herausforderungen an Schneidstoffe und Bearbeitungsverfahren auf.
Für die bei Bearbeitung von Titanlegierungen, hitzebeständigen Legierungen sowie anderen exotischen Materialien ist der Einsatz neuer, optimal auf die Bearbeitung abgestimmter Schneidstoffe Voraussetzung. Bild: Sumitomo
Stahlbearbeitung im Griff
Bei Stählen und dessen Legierungen zeichnet sich der Trend ab, höhere Bearbeitungsgeschwindigkeiten bei gleichbleibender oder besserer Qualität zu erzielen. Dabei werden meist bestehende Legierungsrezepturen überarbeitet und an die jeweiligen Bedürfnisse angepasst. In der Vergangenheit waren verhältnismäßig einfache Stahlrezepturen die Regel und haben eine größere Bandbreite in der Bearbeitung hinsichtlich Schneidstoffen und Werkzeugen zugelassen. Immer ausgeklügeltere Rezepturen, aber auch die Einführung von Mehrphasen und Komplexphasenstählen, erfordern in der Zerspanung speziell abgestimmte Schneidstoffe und angepasste Bearbeitungsstrategien, die aber mit den vorhandenen Werkzeugkonzepten aus angepassten Schneidstoffen wie Wendeplatten und speziell beschichteten Werkzeugen gut zu bewältigen sind.
Bei den technischen Kunststoffen verhält es sich ganz ähnlich. Auch hier kommen immer neue Rezepturen und Kombinationen für ganz spezielle Einsatzzwecke zu den bestehenden Werkstoffen hinzu. Der Trend geht hier zu Polymeren, die biologisch abbaubar sind, aber auch zu Werkstoffen, die in der Bearbeitung besser handzuhaben sind. Höhere Bearbeitungsgeschwindigkeit bei gleichbleibender Qualität ist das erklärte Ziel.
Bei Keramik, Gläsern und Glaskeramik wird ähnlich wie in der Formulierung von Stählen und Legierungen mit Zuschlagstoffen gearbeitet, die die Materialeigenschaften an die jeweilige Anforderung heranführen. So wird beispielsweise an der ETH in Zürich an metallischen Gläsern geforscht, die zum Teil bereits in der Medizintechnik zum Einsatz kommen und deren Nutzbarkeit für industrielle Anwendungen noch weitgehend unerforscht ist. Metallische Gläser entstehen, wenn Metallschmelzen derart schnell abgekühlt werden, dass die Bildung einer Kristallstruktur unterbunden wird und die Schmelze amorph erstarrt. Man erhält dadurch Werkstoffe mit zwei- bis dreifacher Festigkeit bei gleichzeitig höherer Elastizität gegenüber einer kristallinen Struktur. Auf die weiteren Entwicklungen in diesem Umfeld kann man gespannt sein, auch hinsichtlich der dafür erforderlichen Zerspanungsmethoden.

Die Bauteilqualität beim Fräsen von kohlefaserverstärkten Kunststoffen wird in erster Linie durch eine makellose Oberfläche und erstklassige Kanten bestimmt. K.O.-Kriterien sind demnach Faserausrisse (Delamination). Bild: Mapal
Superlegierungen bleiben eine Herausforderung
Aber auch im Bereich der Superlegierungen gehen die Entwicklungen weiter. Heutzutage werden hauptsächlich nickelbasierte Superlegierungen eingesetzt. Superlegierungen zeichnen sich dadurch aus, dass sie teilweise Temperaturbeständigkeiten erreichen, die an Bereiche von 80 % (bei polykristallinen Legierungen) oder teilweise sogar 90 % (bei einkristallinen Legierungen) der Schmelztemperatur heranreichen ohne ihre wesentlichen Werkstoffeigenschaften einzubüßen. Übliche Markennamen sind Stellite, Incoloy, Inconel, Tribaloy, Hastelloy, Waspaloy, NIMONIC, X-40 oder R88DT.
Angelehnt an die jeweiligen Einsatzbereiche bringen diese Legierungen aber auch Eigenschaften mit sich, die eine Bearbeitung schwierig machen. Der Auswahl geeigneter Schneidstoffe kommt dabei eine besondere Bedeutung zu. PKD (Polykristalliner Diamant) und CBN (kubisches Bornitrid) basierte Schneidstoffe eignen sich aufgrund ihrer Härte für die Zerspanung von Superlegierungen sehr gut. Von Nachteil bei CBN ist, dass bei der Bearbeitung mit geometrisch bestimmter Schneide die Zerspanung ohne den Einsatz von Kühlschmierstoffen erfolgen muss. Da die Kühlung der Schneidplatten nicht an der gesamten Oberfläche gleich ist, kann es zu thermisch induzierten Spannungen kommen, die wiederum zu Rissen im Gefüge und damit zur Zerstörung der Schneidplatten führen können. CBN hat aber gegenüber PKD den Vorteil, dass es auch bei Temperaturen bis zu 1.200° C seine Eigenschaften behält.
Ein weiterer, bestimmender Faktor in der Bearbeitung von Superlegierungen ist die Schneiden- aber auch die Werkzeugkörpergeometrie. Damit lassen sich Werkzeuge auf die jeweiligen Anforderungen des zu zerspanenden Werkstoffes abstimmen. Die Werkzeughersteller bieten in diesem Zusammenhang ein reichhaltiges Spektrum an Sonderwerkzeugen. Neue Bearbeitungsverfahren, wie die Ultrasonic-Technologie, bei der das Werkzeug mit Ultraschall beaufschlagt wird und es dadurch zu einer Micro-Oszillation an der Schneidkante kommt, ermöglichen hohe Materialabtragsraten bei gleichzeitiger Schonung des Werkzeuges. Diese Technologie bringt im Übrigen auch im Bereich von Keramik, Glas und Glaskeramikbearbeitung enorme Vorteile, insbesondere bei feinen Strukturen. Signifikante Standzeitverlängerungen und verbesserte Zerspanungsleistung machen diese Technologie besonders im Bereich der schwer zerspanbaren Werkstoffe attraktiv.

Den Einsatz von Leichtbau-Materialien zeigt Mazda mit dem 995 kg leichten Roadster MX-5 Superlight. Bild: Mazda
Trend zum Leichtbau
In vielen Industriezweigen ist man auf der Suche nach Möglichkeiten Bauteile leichter zu fertigen, ohne dabei an Stabilität einzubüßen. Oft ist diese Anforderung einer geforderten Energieeinsparung geschuldet. Ob in Luft- und Raumfahrttechnik oder Automobilbau, Leichtbau ist ein Thema an dem auch die Hersteller moderner Werkstoffkonzepte nicht vorbeikommen. Dabei gibt es im Grunde zwei Ansätze. Einerseits gibt es die Möglichkeit leichtere Materialien zu verwenden, die durch den Zusatz von Legierungsstoffen die erforderlichen Eigenschaften erhalten, andererseits versucht man die geforderte Beanspruchbarkeit eines Bauteils dadurch zu erreichen, dass man unterschiedliche Materialien kombiniert.
Bei den Leichtbauwerkstoffen, die in der Industrie weite Verbreitung finden, steht Aluminium wohl unangefochten an erster Stelle. Als das in der Erdkruste am häufigsten vorkommende Metall findet es in allen Bereichen des täglichen Lebens Verwendung. Seine gute elektrische und thermische Leitfähigkeit sowie die gute Umformbarkeit machen Aluminium zu einem Universalwerkstoff, der zerspanungstechnisch sehr gut erforscht ist und in der Fertigung auch in den zahlreichen Legierungsvarianten keine größeren Hürden darstellt. Als Legierungswerkstoffe kommen im Wesentlichen Magnesium, Mangan, Kupfer, Silizium, Nickel, Zink und Beryllium zum Einsatz. Es lassen sich dadurch die Festigkeitswerte enorm erhöhen, aber auch andere Eigenschaften, wie Verformbarkeit oder Korrosionsbeständigkeit gezielt beeinflussen.
In weiterer Folge kommen im Leichtbau Magnesium und Titan zur Verwendung. Dabei wird Magnesium in der Regel nur in Form von Magnesiumlegierungen industriell verwendet, allen voran Mg-Al-Mn-Legierungen. Mit einer Gewichtseinsparung von rund einem Drittel gegenüber Aluminium ein gut zu verarbeitender Werkstoff, der durch Legierungen mit Lithium noch weiter verbessert werden kann. Ähnlich den Aluminiumlegierungen hat man auch beim Magnesium die industrielle Bearbeitung gut im Griff.
Eine weitere Möglichkeit Gewicht einzusparen besteht darin, Metallschäume einzusetzen. Dabei werden in die Schmelze Zuschlagstoffe wie Metallhydride oder Karbide eingebracht, die eine feinporige Gasblasenbildung verursachen und im Zuge des Erstarrungsprozesses zu einer schaumartigen Struktur führen. Ergebnis daraus ist eine wesentlich geringere Dichte bei häufig besseren strukturmechanischen Eigenschaften. In der Bearbeitung entstehen dadurch aber Unregelmäßigkeiten, die durch geeignete Bearbeitungsstrategien kompensiert werden müssen.
Titan im Vormarsch
Etwas anders sieht es bei Titan aus. Besondere Eigenschaften hinsichtlich Festigkeit bei gleichzeitig extrem niedrigem Gewicht machen diesen Werkstoff attraktiv für Anwendungen in Luft- und Raumfahrttechnik, Medizintechnik und zunehmend auch in der Konsumgüterindustrie. Allein die Schwierigkeiten bei der Zerspanung stellen große Anforderungen an Know-how und Arbeitsmittel. Die am weitesten verbreitete Titanlegierung ist wohl Ti6Al4V. In der Bearbeitung ist vor allem darauf zu achten, dass aufgrund der hohen Festigkeit von Titan, verbunden mit der Neigung, dem Werkzeug auszuweichen und unter diesem Einfluss zu verspröden, bei niedrigen Schnittgeschwindigkeiten, aber verhältnismäßig großem und gleichmäßigem Vorschub gearbeitet werden muss. Für eine gute Kühlung ist zu sorgen, da durch die geringe Wärmeleitfähigkeit von Titan die Wärme mit dem Span abtransportiert werden muss.
Beim Fräsen ist deshalb Gleichlauffräsen dem Gegenlauffräsen vorzuziehen, da der kommaförmige Span die Wärme am besten bindet und am dünnen Ende abgetrennt wird. Da Titan aber schnell mit dem Luftsauerstoff reagiert und eine extrem harte Oxidschicht bildet ist der Werkstückrohling beispielsweise vor der Bearbeitung durch Beizen oder Strahlen aufwändig zu reinigen. Dies alles legt nahe, dass der Bearbeitungsprozess möglichst in einem Zuge zu erfolgen hat. Aber auch im Bereich Titanwerkstoffe werden immer neue Legierungen entwickelt, meist aufgrund spezieller Anforderungen von Kunden. So zum Beispiel Ti 5553, das in der Luftfahrtindustrie Verwendung findet. Ein Werkstoff, der viel Know-how in der Zerspanung erfordert und Maschinen und Werkzeug besonderen Belastungen aussetzt. Diese Titanlegierung zählt derzeit wohl zu den am schwersten zu zerspanenden Werkstoffen.
Vielschichtige Verbundwerkstoffe
Im Gegensatz zu Leichtbaustoffen resultieren die besonderen Bauteileigenschaften von Werkstücken aus Verbundwerkstoffen aus der Kombination von Materialeigenschaften der verschiedenen Werkstoffe. In der Regel bestehen derartige Werkstoffe aus einer lastaufnehmenden Komponente, die in einer Matrixkomponente eingebettet wird. Meist besteht die lastaufnehmende Komponente aus keramischen Fasern, Carbon, Glas oder einer Kombination mit langkettigen Polymeren. Diese liegen in der Regel in langfaseriger Form (meist Faserbündel) vor und werden von der meist weicheren Matrixkomponente aus Epoxid- und Polyurethansystemen, Polyestern, Polyimiden und Phenolharzen aber auch weichen Metallen eingeschlossen.
In der Zerspanung entstehen aus dieser Kombination ganz besondere Bedingungen. Die lastaufnehmende Komponente, die häufig auch als Laminatgewebe zum Einsatz kommt, zeigt aufgrund ihrer Härte meist eine stark abrasive Wirkung. Das Matrixmaterial hingegen neigt häufig aufgrund seiner Weichheit eher zum Schmieren. Mit herkömmlichen Werkzeugen kommt es in der Bearbeitung daher häufig zu Problemen. Werkzeuge, die das Matrixmaterial in geeigneter Weise zerspanen würden, können dem Laminat oft nicht standhalten und führen zudem leicht zu einer Delamination (Anm. Ausreißen oder Ausbrechen des Laminats aus dem Matrixmaterial). Werkzeughersteller haben deshalb spezielle Werkzeuge entwickelt, die genau diesen Werkstoffeigenschaften Rechnung tragen. PCD-Beschichtete Bohrer oder Schneidplatten mit speziellen Werkzeugkörpergeometrien sorgen dafür, dass in der Bearbeitung die Faserkomponenten effizient getrennt und gleichzeitig einem Delaminieren wirksam vorgebeugt wird.
Da Bauteile aus Kompositwerkstoffen meist dünnwandig sind kommt dem Bohren eine große Bedeutung zu. Herkömmlich wird beispielsweise die Bohrungsbearbeitung meist in mehreren Bearbeitungsschritten durchgeführt, sogenannte 2-Shot- oder 3-Shot-Bearbeitung. Beim 3-Shot Bohren stellen Vollbohren, Aufbohren und Senken/Reiben jeweils einzelne Arbeitsschritte dar. Beim 2-Shot sind Vollbohren und Aufbohren/Senken/Reiben voneinander getrennt. Aus technischer Sicht sind 3-Shot-Abläufe heutzutage nicht mehr erforderlich. 2-Shot dagegen ist immer noch eine prozesssichere und häufig eingesetzte Lösung (Anm: speziell bei Hybriden aus GFK/CFK und Aluminium oder Titan). Erklärtes Ziel ist aber eine One-Shot-Bearbeitung in allen Werkstoffkombinationen. Schneidengeometrie, Schneidenzahl und Schneidstoff sind für derartige Aufgaben die bestimmenden Faktoren und müssen je nach zu bearbeitendem Werkstoff und Werkstoffkombination passend gewählt werden. Wesentliches Merkmal von One-Shot Werkzeugen ist eine mehrstufige Geometrie. Die erste Bohrstufe in der Regel mit großem Freiwinkel gefolgt von einer Aufbohr- oder Reibstufe und schließlich eine Stufe zum Ansenken der Bohrung.
Hybride auch im Werkstoffbereich
Um die vorteilhaften Werkstoffeigenschaften von Verbundwerkstoffen und Leichtbauwerkstoffen zu kombinieren, werden immer öfter Hybridwerkstoffe eingesetzt. Dabei werden Bauteile aus Metall mit Verbundwerkstoffen überzogen oder um Strukturelemente ergänzt. Außerdem werden Hybridwerkstoffe in Form von Sandwichplatten hergestellt. Dabei werden metallische Schichten mit Kompositwerkstoffschichten abwechselnd kombiniert und meist unter Druck verklebt. Der wohl bekannteste Hybridwerkstoff ist GLARE – dies steht für glass-fibre reinforced aluminium. Es wurde speziell für den Flugzeugbau entwickelt und erstmals großflächig beim Airbus A380 eingesetzt.
Dieser Werkstoff zeigt gegenüber dem herkömmlich verwendeten Aluminium wesentlich bessere Eigenschaften bei Einschlägen oder Rissen. Risse werden durch die Glasfaserschichten überbrückt und so am Weiterreißen gehindert. Man kann diesen Werkstoff außerdem durch eine bestimmte Faserrichtung des Laminats an die jeweiligen Belastungsanforderungen genau anpassen. Von Nachteil ist allerdings der reduzierte Elastizitätsmodul. Er liegt beim Glare bei ca. 57.000 N/mm² (Elastizitätsmodul von Duraluminium: ca. 73.000 N/mm²). In der Bearbeitung besteht die Gefahr, dass sich Späne zwischen die Glasfaser- und Alminiumschichten drücken.
Aber auch Titan wird für die Herstellung von Hybridwerkstoffen verwendet. Ähnlich wie bei Aluminium werden sowohl Strukturkombinationen als auch Schichtaufbauten verwendet. Als Laminat wird bevorzugt Carbonfaser eingesetzt. In der Bearbeitung verhalten sich Titanhybride ähnlich wie Aluminiumhybride. Auch hier besteht die größte Herausforderung darin, Späne effizient abzutransportieren und zu verhindern dass sich Metallspäne zwischen Laminat- und Metallschicht drücken. Auch ist darauf zu achten, dass beim Bohren, das bei diesen meist dünnwandigen Werkstoffen die Hauptbearbeitungsmethode darstellt, einem Delaminieren und ein Ablösen der Schichten voneinander vorgebeugt wird. Auch hier kommen die Werkzeughersteller bereits der Anforderung nach, geeignete Werkzeuggeometrien zu schaffen, die dies wirksam verhindern und prozesssicheres Bohren, Fräsen und Drehen ermöglichen.
Keine Herausforderung ohne Chance
Über alle Werkstoffbereiche hinweg ist jedoch ersichtlich, dass moderne Werkstoffe meist durch konkrete Anforderungen aus dem Markt entstehen. Die Bearbeitung dieser Werkstoffe wird umso komplexer, je höher die Leistungsfähigkeit der Werkstoffe ist. Dabei kommen immer öfter Materialien zum Einsatz die mit herkömmlichen Werkzeuglösungen nur mehr schwer prozesssicher zerspanbar sind und damit neue Werkzeugkonzepte und Bearbeitungsstrategien erfordern. Längst ist es nicht mehr damit getan die jeweiligen Schnittdaten des Werkstoffs zu kennen. Vielmehr wird von den bearbeitenden Betrieben verlangt, zielgerichtetes, werkstoffspezifisches Know-how aufzubauen und in die tägliche Praxis einfließen zu lassen. Dies bedeutet sowohl eine besondere Anforderung an diese Unternehmen, birgt aber auch die Chance, sich zu spezialisieren und Nischenanbieter für ganz bestimmte Lösungen zu werden.
Teilen: · · Zur Merkliste