interview
Wie Aluminiumzerspanung wirtschaftlich wird
Leichtbau ist wohl eine der Antworten auf die Klimakrise. Die Bearbeitung von Aluminium bzw. Aluminiumlegierungen liegt nicht zuletzt aufgrund der notwendigen Reduktion des CO₂-Ausstoßes voll im Trend. In der Automobilindustrie wird vermehrt umgestellt – egal ob Verbrennungsmotor oder Elektroantrieb. Aber auch in vielen anderen Bereichen nimmt der Einsatz des leichten Werkstoffes zu. Wir sprachen mit Fabian Hübner, M. Eng., Component & Project Manager Transportation bei der Walter AG, über die Vorteile des „Wunderwerkstoffs“ Aluminium und wie viel Potenzial das Leichtmetall künftig noch haben wird – nicht nur im Fahrzeugbau.

Bei der Aluminiumbearbeitung ist die Betrachtung des Gesamtprozesses besonders wichtig, denn das beste Werkzeug nutzt in der Anwendung nichts, wenn es falsch eingesetzt wird. Fabian Hübner, M. Eng., Component & Project Manager Transportation bei der Walter AG
Welche Aluminiumlegierungen eignen sich zur Zerspanung, Herr Hübner?
Generell ist die interessantere Frage eigentlich, welche Aluminiumlegierungen sich nicht zur Zerspanung eignen. Unsere Aufgabe als Werkzeughersteller ist es, das richtige Werkzeug für die Aufgabe zu liefern, die uns der Kunde durch die gewählte Legierung und die gewählten Toleranzen stellt. Natürlich lassen sich einige Legierungen besser zerspanen als andere und es bestehen wesentliche Unterschiede bei Legierungen.
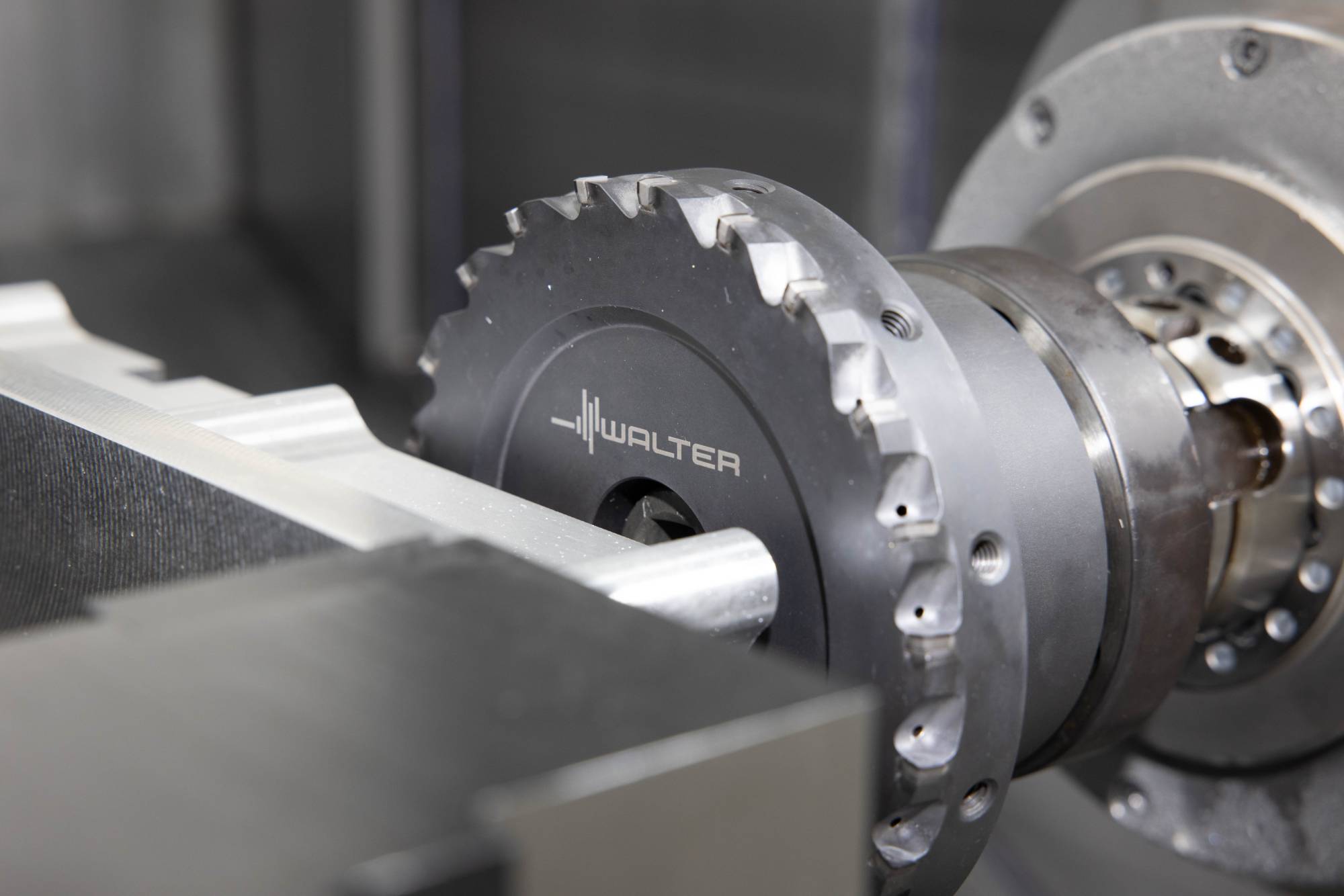
Bei der Aluminiumbearbeitung ist die Betrachtung des Gesamtprozesses besonders zu berücksichtigen (im Bild der PKD-Planfräser MP060 von Walter).
Worin liegen diese Unterschiede?
Der wesentliche Unterschied ist sicherlich der zwischen Aluminium-Knetlegierungen und Aluminium-Gusslegierungen. Während Knetlegierungen kein Silizium in nennenswertem Umfang enthalten, zeichnen sich Gusslegierungen unter anderem durch den Legierungsgehalt des Siliziums aus.
Silizium an sich ist sehr hart und beeinflusst dadurch den Verschleiß an der Schneide wesentlich, da es im Aluminium primär in Form von Dendriten oder Kristallen ausgeschieden wird. Diese haben einen sehr abrasiven Effekt auf die Schneidkante, was die Standzeit erheblich reduziert und ab einem gewissen Gehalt Schneiden aus polykristallinem Diamant, also PKD, zwingend erfordert. Bei Knetlegierungen ist das Hauptverschleißkriterium die immer wieder wegbrechende Aufbauschneide. Dies hat man aber in aller Regel mit den heutigen Schneidstoffen gut im Griff.
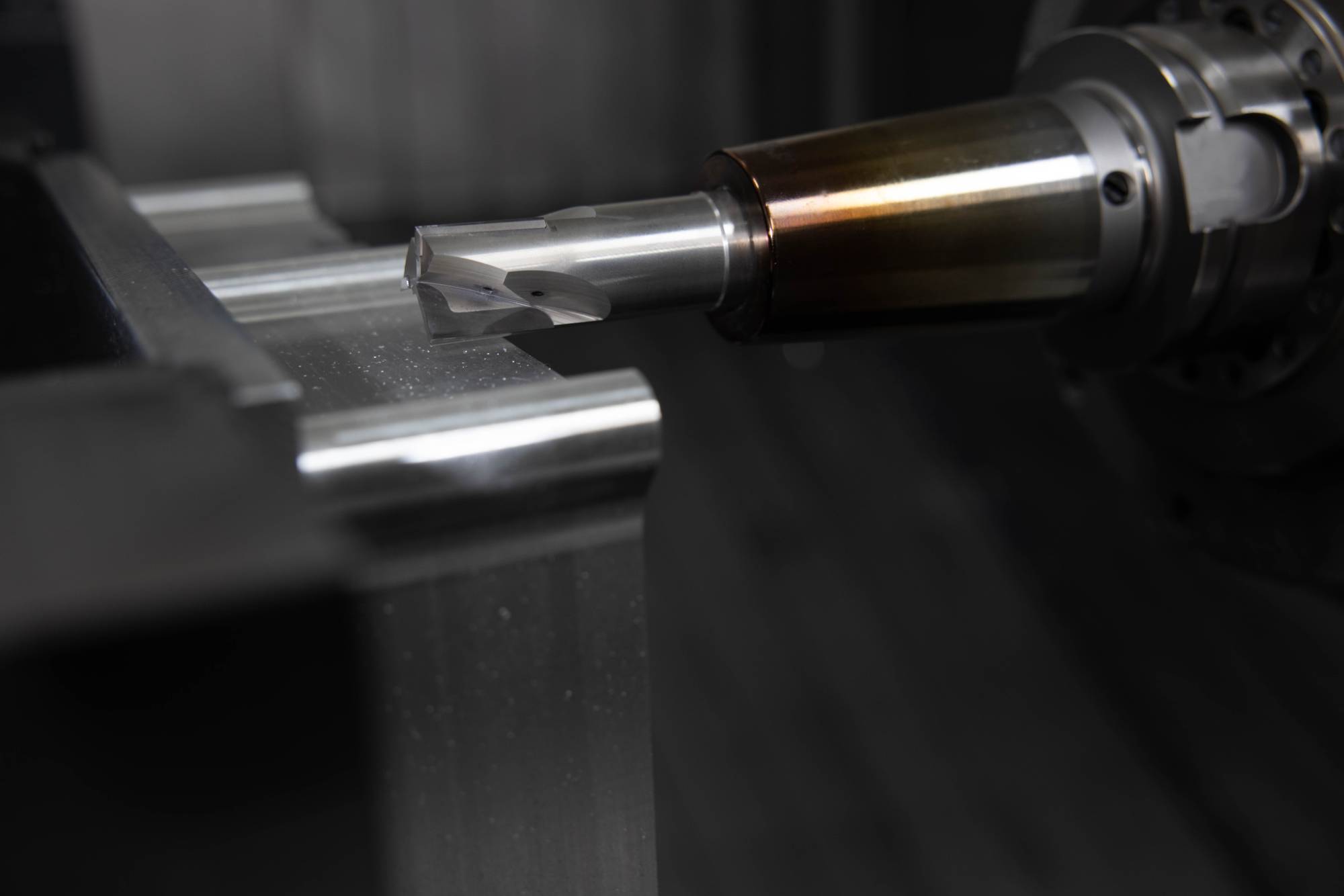
Aluminium-Gusslegierungen zeichnen sich unter anderem durch den Legierungsgehalt des Siliziums aus. Ab einem gewissen Gehalt sind Schneiden aus polykristallinem Diamant, also PKD, zwingend erforderlich. Im Bild ein Walter MP260 PKD-Schaftfräser mit Zentrumsschneide.
Was ist bei der Bearbeitung von Aluminiumlegierungen im Besonderen zu berücksichtigen?
Ich würde sagen, dass die Betrachtung des Gesamtprozesses besonders zu berücksichtigen wäre. Die Aluminiumzerspanung hat im Bereich der Schnittgeschwindigkeiten und der Dynamik ganz andere Anforderungen als die Zerspanung von Stahl. Die Schnittgeschwindigkeiten können durchaus um einen Faktor 10 größer sein als bei der Stahlzerspanung. Die spezifische Schnittkraft des Materials ist geringer, was wiederum weniger Anforderungen an das Drehmoment der Maschinen stellt, durch die hohen Schnittgeschwindigkeiten aber eine hohe Maschinenleistung erfordert. Weiterhin ist das Prozessdesign bei Fräsoperationen mindestens genauso entscheidend wie die richtige Geometrie.
Das beste Werkzeug nutzt in der Anwendung nichts, wenn ich es falsch einsetze! Hierbei unterstützen wir unsere Kunden durch Schulungen oder die Auslegung des Prozesses in der CAM-Programmierung. Bei der Bohrungsbearbeitung sowie bei Passungen ist natürlich die geschickte Kombination von Werkzeugen sowie die passende Geometrie zu Werkstück und Toleranz entscheidend.
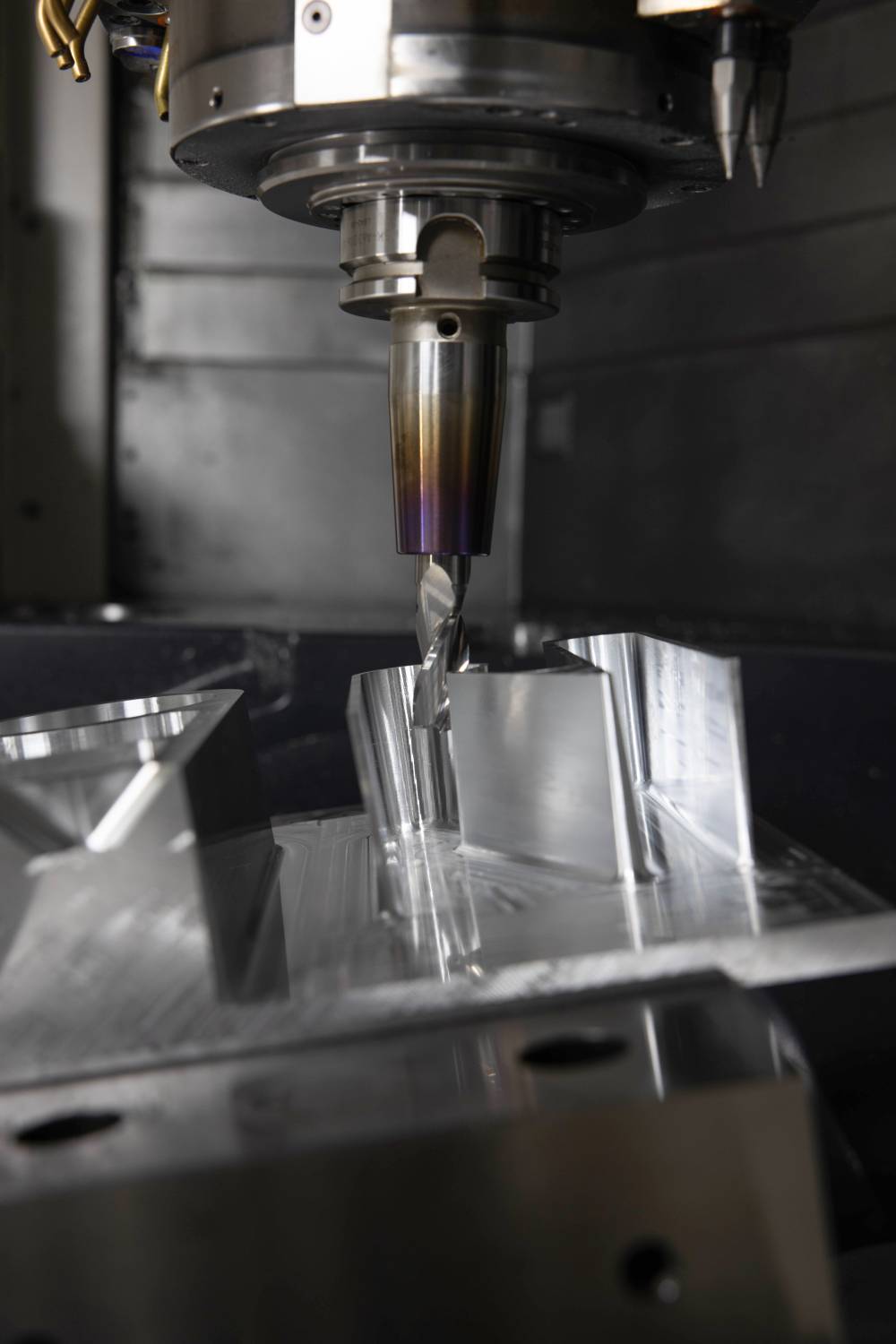
Walter-Werkzeuge zeichnen sich im Wesentlichen durch die richtige Kombination von Grundsubstrat, Geometrie und Fertigungstechnologien aus. Im Bild der MD266 Supreme: universell einsetzbar für alle Schrupp-, Semi-Schlicht- und Schlichtanwendungen, speziell konzipiert für die ISO N-Bearbeitung.
Aluminium wird in der Regel mittels Kühlschmierstoff (KSS) bearbeitet. Worauf ist dabei zu achten?
Hier gilt das gleiche wie beim Werkzeug. Werkzeug ist nicht Werkzeug und Kühlschmiertsoff ist nicht Kühlschmierstoff. Diese unterscheiden sich in ihrem Aufbau und ihren Additiven teils massiv. Weiterhin ist die richtige Konzentration der Emulsion entscheidend. Im Extremfall kann dies bei Einsatz des falschen Kühlschmierstoffs zu erheblich kürzeren Standzeiten führen. Bei Feinbohr- oder Reiboperationen habe ich auch schon beobachtet, dass das Werkzeug im Test mit einem anderen KSS noch perfekt funktionierte, auf der Produktionsmaschine mit dem KSS dann gar kein zufriedenstellendes Ergebnis mehr geliefert hat. Nicht zuletzt ist auch der Kühlmitteldruck ein entscheidender Faktor – gerade beim Bohren.
Wo wäre die Trockenbearbeitung eine Alternative?
Die Trockenbearbeitung spielt bislang nur in kleinem Umfang eine Rolle und nur bei Legierungen, die dafür geeignet sind. Das heißt: Die Neigung zur Aufbauschneidenbildung sollte eher gering sein, die Aufmaße klein und der Schneidstoff meist PKD. Dann kann das gerade bei langen Profilbauteilen und offenen Maschinen im Fräsen oder Bohren von sehr kurzen Bohrungen eine Lösung sein. Eine – zumindest kleine – Reduzierung der Standzeit muss jedoch in Kauf genommen werden. Eine Alternative zur Trockenbearbeitung kann der Einsatz von Minimalmengenschmierung sein.
Was ist die richtige Frässtrategie bei der Bearbeitung von Aluminium?
(lacht)…die Strategie, die den Kunden mit dem richtigen Werkzeug zum gewünschten Erfolg führt oder die Erwartungen des Kunden noch übertrifft. Die Strategien sind im Detail nahezu so vielfältig wie die Bauteile. DIE Strategie gibt es nicht, aber es gibt gewisse Regeln für das Prozessdesign, die über Erfolg oder Misserfolg entscheiden.
Bei der Aluminiumbearbeitung und dem Bohren setzt Walter auf die DC166 VHM-Werkzeuge. Inwiefern zeichnen sich diese aus?
Die Werkzeuge zeichnen sich im Wesentlichen durch die richtige Kombination von Grundsubstrat, Geometrie und Fertigungstechnologien aus. Ein weicher Schnitt, eine gute Zentrierfähigkeit und ein sauberer Spanfluss durch polierte Freiwinkel und vor allem die polierten Spanräume. Auch hier steckt – wie so oft – der Schlüssel zum Erfolg in dem Bereich, den man mit bloßem Auge nicht mehr sieht.
Mehrere Bearbeitungsschritte an einer Bohrung erfordern besondere Zerspanungskonzepte, da Werkzeugwechsel Zeit und Geld kosten und Risiken bürgen. Welche Lösung bietet Walter?
Walter bietet hier klassische Stufenwerkzeuge aus Hartmetall und PKD sowie ein hervorragendes Engineering, wenn es um die Kombination mehrerer Stufen oder Werkzeuge in einem Gesamtwerkzeug geht. Darüber hinaus sehen wir erhebliches Potenzial in sogenannten Hybridwerkzeugen, also die Kombination aus Hartmetallwendeschneidplatten mit gelöteten PKD-Schneiden in einem Stahlkörper. Durch unsere hervorragenden Geometrien und Schneidstoffe bei unseren Bohrwendeplatten lässt sich die Schruppbearbeitung bei guter Standzeit quasi auf Hartmetall auslagern. Die Schneide ist durch den Kunden schnell und einfach zu tauschen. Nachfolgend zur Schruppschneide ist die Schneide für das Schlichten bzw. die engen Toleranzen im gleichen Werkzeugkörper durch PKD-Schneiden ausgeführt. Eine Passbohrung kann dabei beispielsweise mit einem einzigen Werkzeug in das volle Material gebohrt, gerieben oder feingebohrt und angefast werden. Treten beim Schruppen Vibrationen auf, kann das Hartmetall der Wendeplatte damit gut umgehen. Bei klassischen Stufenwerkzeugen mit PKD-Bohrstufe kann das bereits zum Werkzeugbruch führen. Mit Hybridwerkzeugen steigt also auch die Prozesssicherheit deutlich.
Die Nachfrage nach Aluminium steigt, die Preise steigen ebenfalls. Wie wirkt sich das auf Walter aus und wie sehen Sie die Zukunft von Aluminium generell als Werkstoff?
Dass bei Aluminium die Nachfrage und dementsprechend auch die Preise steigen, stimmt. Das ist aber nicht nur dem vermehrten Einsatz geschuldet, sondern auch einer Verknappung durch vermehrt auftretende Probleme innerhalb der Lieferkette oder fehlender Legierungselemente während der gesamten Lockdowns weltweit.
In vielen Bereichen gibt es aktuell keine Alternative zu Aluminium. Wir sehen hier einen weiterwachsenden Trend. Die Versorgungsengpässe werden sich mit einer abflachenden Pandemie auch verbessern. Weiterhin ist Aluminium das dritthäufigste chemische Element auf der Welt, auch wenn es nicht überall in nennenswertem Umfang abgebaut werden kann. Letztlich muss aber auch Aluminium nachhaltiger werden, da der Einsatz von Energie für Primäraluminium enorm ist. Das heißt, die Energie muss aus nachhaltigen Quellen stammen und vor allem muss die Recyclingquote steigen. Aluminium ist quasi zu 100 % recyclebar. Recyclingaluminium bedingt einen ca. 90 bis 95 % geringeren Energieeinsatz.
Teilen: · · Zur Merkliste