anwenderreportage
MCU Toolinspect: Prozesssicherheit als oberste Priorität
Bifrangi vertraut bei der Werkzeugbruchkontrolle auf Toolinspect: Der italienische Zulieferer Bifrangi ergänzte seinen hochmodernen Maschinenpark im Produktionswerk Althofen (Kärnten) um zwei Emag-Fertigungslinien. So entstehen nun in Kärnten aus Schmiederohlingen montagefertige Radlagerkomponenten – und zwar komplett automatisiert sowie rund um die Uhr überwacht durch die Werkzeugbruchkontrolle Toolinspect von MCU.

Auf 5.000 qm produzieren in Althofen 14 verkettete Produktionslinien aktuell in 15 bis 21 Schichten pro Woche. Die Innen- und Außenringbearbeitung des Radlagers haben jeweils ihre eigene Linie. In Nummer 13 sind vier Vertikaldrehmaschinen VL 4 von Emag per Automatisierungstechnik miteinander verkettet, ebenso die Anlagen zum Räumen und Induktionshärten.
Shortcut
Aufgabenstellung: Stets reproduzierbar die vorgegebene Qualität sicherzustellen.
Lösung: Toolinspect von MCU.
Vorteil: Überwachungsaufwand halbiert.
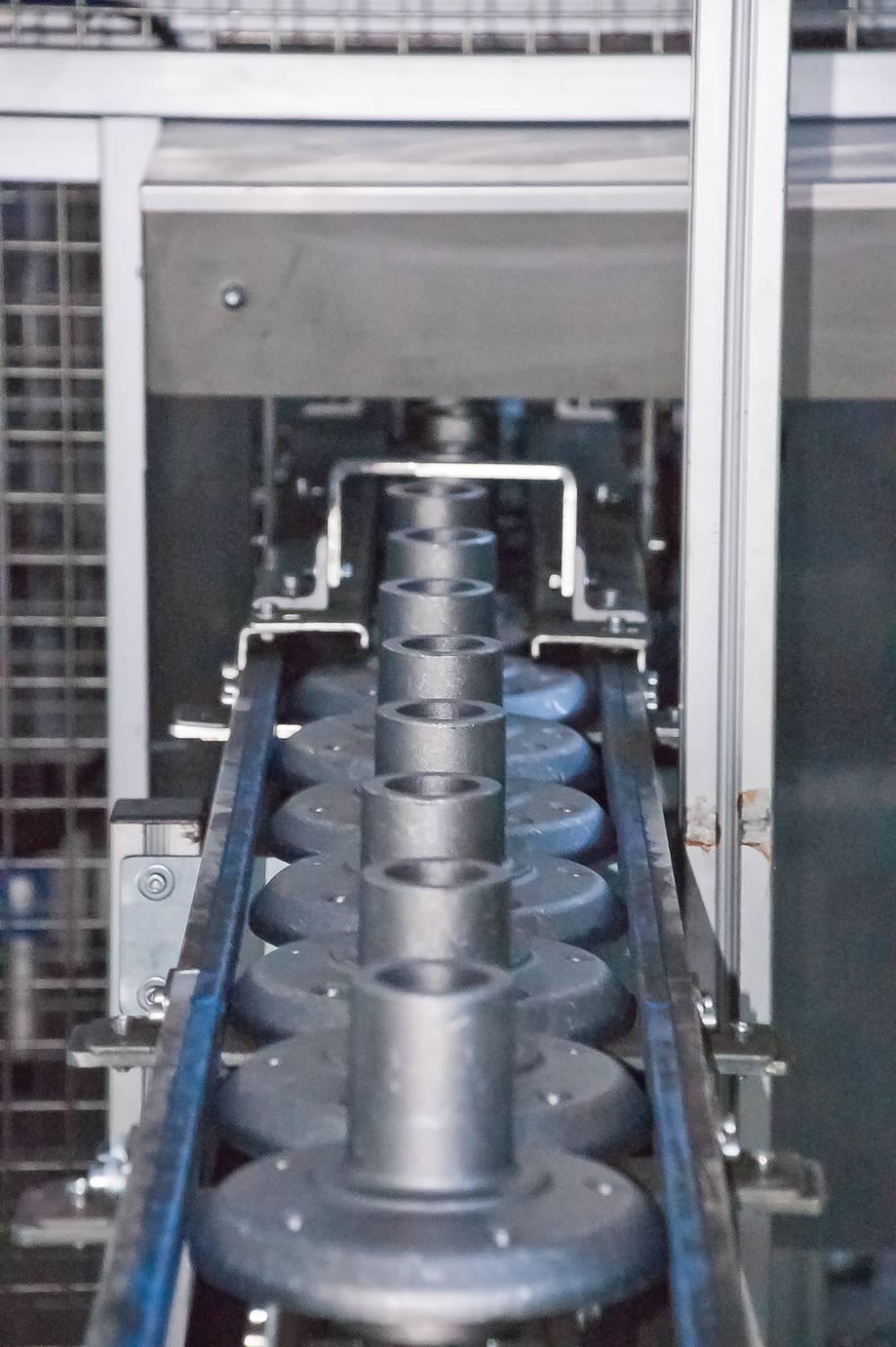
„Nach der Gründung von Standorten in den USA und Großbritannien sind wir hier in Althofen das jüngste Werk von Bifrangi. Der Spatenstich war 2013, zwischen 2014 und 2018 haben wir dann insgesamt 14 Produktionslinien, verteilt auf 5.000 qm Produktionsfläche, verkettet”, berichtet Betriebsleiter Jochen Schritliser. „Wir produzieren auf diesen komplett automatisierten Linien in 15 bis 21 Schichten pro Woche jährlich zwischen 20.000 und 1,2 Millionen Teile, die vorwiegend im Antriebsbereich von Fahrzeugen Verwendung finden.“ Das können Radlager, Getriebeverbinder oder Zahnkränze sein. Die Rohteile, meist aus dem warm gewalzten Vergütungsstahl C 55 (1.0535) – die zwischen nur 200 g oder auch schon mal 40 kg auf die Waage bringen können – kommen direkt aus der Schmiede von Bifrangi in Italien und werden in Althofen gedreht, gefräst, geräumt und induktiv gehärtet.

Das fertig bearbeitete und vom Kunden montierte Radlager, inklusive ABS-Halterung, Langzeitfett und Walze, wie es in den Volkswagen Crafter eingebaut wird.

Thomas Messner vor dem Display der Fanuc-CNC, auf dem in Toolinspect gerade im Status ‚Lernen aktiv‘ läuft. Zu sehen ist zudem das Diagramm des aufgerufenen Bearbeitungskanals der Emag-Drehmaschine.
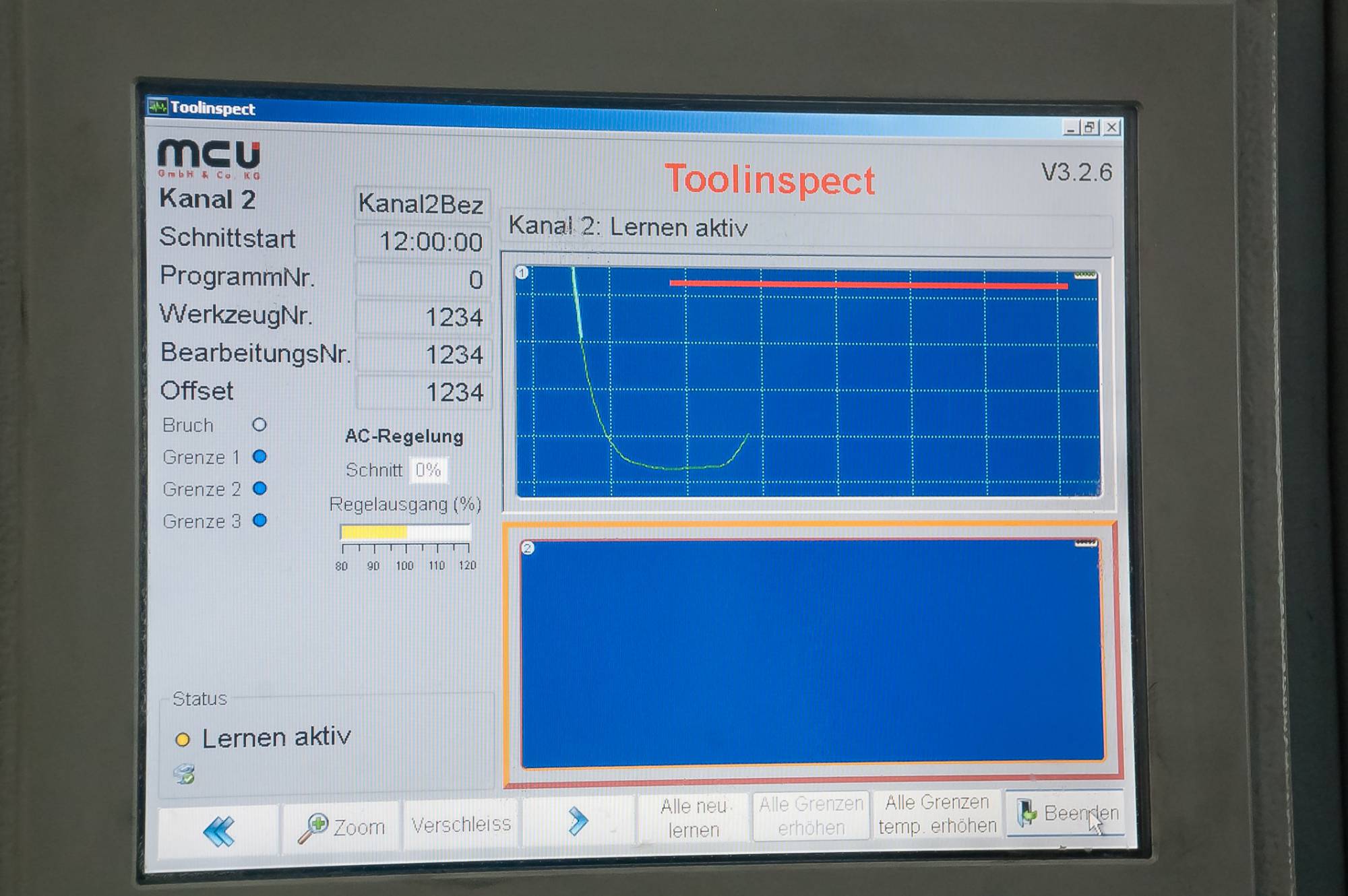
Toolinspect auf dem Display der Fanuc-CNC: Der Status ‚Lernen aktiv‘ bedeutet, dass die Maschine ein neues oder geändertes NC-Programm abfährt und das System daraus seine Referenzkurve zur Bruchüberwachung ableitet beziehungsweise optimiert.

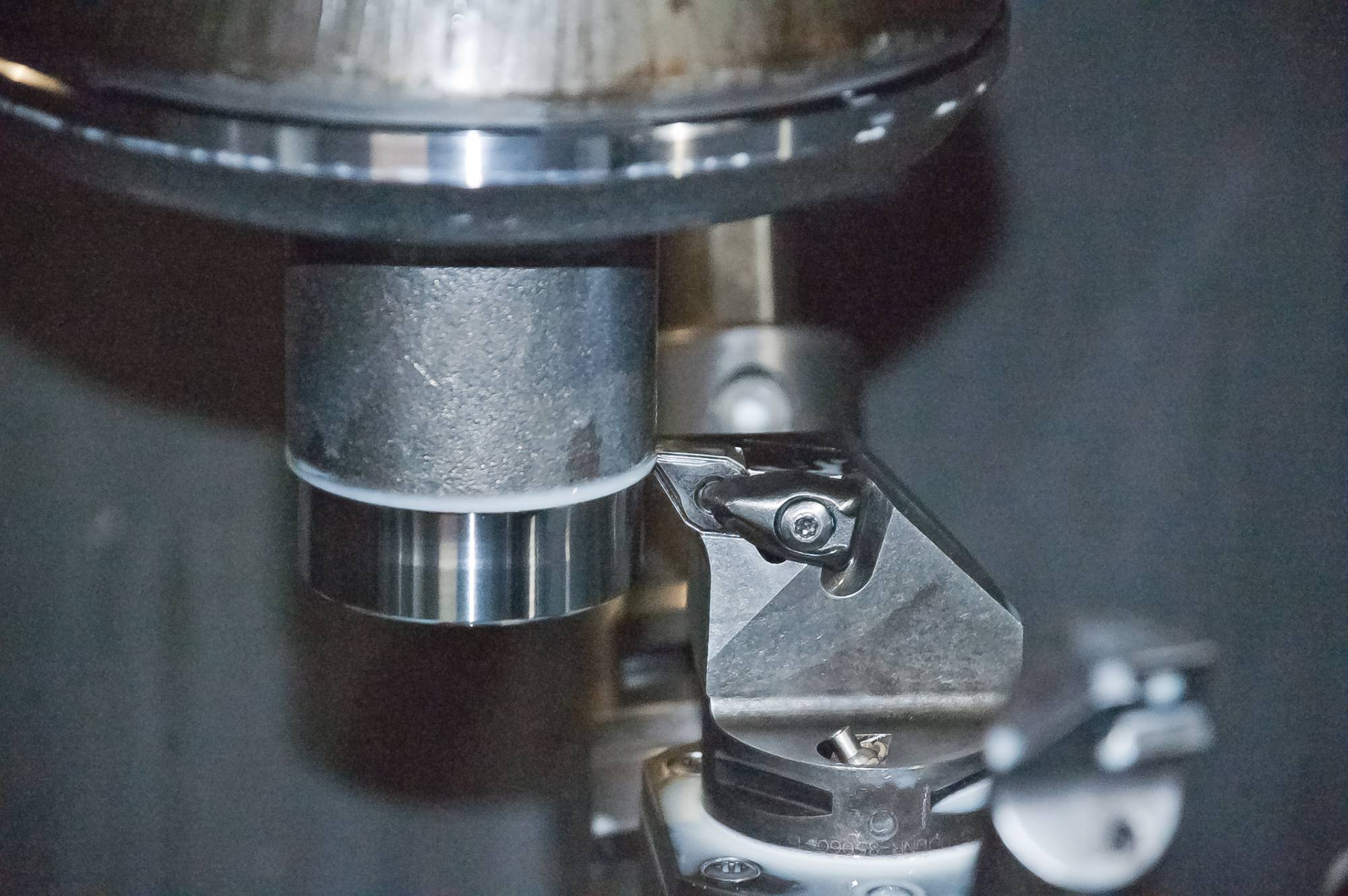
Betriebsleiter Jochen Schritliser vor dem Qualitätsmanagementsystem, das sich direkt neben der Emag-Linie befindet. Bereiche des Radlagers, die mit den Walzen in Kontakt stehen, werden in einer Genauigkeit von 8,0 μm gedreht.

V.r.n.l.: Jochen Schritliser, Betriebsleiter bei Bifrangi im Produktionswerk Althofen, Armin Braun, Technischer Vertrieb MCU, Thomas Messner, im Werk Althofen für die Maschineneinstellung verantwortlich, sowie MCU-Vertriebsleiter Robert Elgass.

Der klimatisierte Messraum ist im Werk Althofen unter anderem mit zwei CNC-Koordinatenmessgeräten ausgerüstet.


Die Rohteile für das Radlager sind geschmiedet und werden aus dem Bifrangi-Werk Mussolente (Venetien) angeliefert.

Auf 5.000 qm produzieren in Althofen 14 verkettete Produktionslinien aktuell in 15 bis 21 Schichten pro Woche.

Auf den Linien 13 und 14 entstehen in Althofen die Komponenten für das Radlager, das in den Volkswagen Crafter eingebaut wird. (Bild: Volkswagen)

Jochen Schritliser
Betriebsleiter bei Bifrangi im Produktionswerk Althofen
„Man kann sagen, dass sich dank Toolinspect der Überwachungsaufwand bei uns halbiert hat. Aktuell setzen wir das System ausschließlich zur Werkzeugbruchkontrolle ein. Jedoch beherrscht Toolinspect auch Disziplinen wie Kollisionsüberwachung, Werkzeugverschleißerkennung und Maschinenzustandsanalysen bis hin zu neuen Industrie 4.0 Themen.
“
Stabile Prozesse
In Althofen gilt, dass gleichbleibend stabile Prozesse ein absolutes Muss sind, um bei der spanenden Bearbeitung stets reproduzierbar die vorgegebene Qualität sicherzustellen. Deshalb setzen vor allem Serienfertiger gerne auf eine automatische Werkzeugbruchkontrolle, nicht zuletzt zur Absicherung mannloser Prozesse. „Es geht dabei aber auch ganz klar darum, eventuellen Schäden am Werkzeug, Spannsystem oder an der ganzen Maschine vorzubeugen. Besonders wichtig ist, dass so ein System mit der CNC lückenlos verzahnt ist und sich leicht und quasi intuitiv bedienen lässt“, erläutert Robert Elgass, Leiter Marketing und Vertrieb bei MCU in Maierhöfen. „Dies muss zudem direkt auf dem Display der Steuerung stattfinden. Denn wenn die Werkzeugbruchkontrolle umständlich außerhalb der Maschinensteuerung bedient wird, ist es mit der Akzeptanz bei den Mitarbeitern meist schnell vorbei.“ Fehler sind so quasi vorprogrammiert.
Vor diesem Hintergrund brachte MCU bereits Mitte der 2000er-Jahre mit Toolinspect ein System zur Werkzeug- und Prozessüberwachung auf den Markt. Mit Toolinspect lassen sich im Prinzip alle Zerspanprozesse überwachen, also Bearbeitungstechnologien wie Drehen, Fräsen, Bohren, Gewindefertigen oder Räumen, wobei mehrkanalige Drehmaschinen inklusive aller Revolver oder die zahlreichen Achsen von Bearbeitungszentren ebenso unterstützt werden wie automatische Fertigungslinien. Aktuell ist Toolinspect mit den CNCs von Fanuc, Bosch, Heidenhain und Siemens kompatibel. Unterstützt werden die einschlägigen Feldbusanbindungen wie Profibus-DP oder Profinet. Mit den CNCs von Fanuc kann Toolinspect zudem über die spezielle MOD-Bus/TCP-Server-Schnittstelle kommunizieren, was den Anwenderkreis noch einmal erweitert.


Teil des Lastenheftes
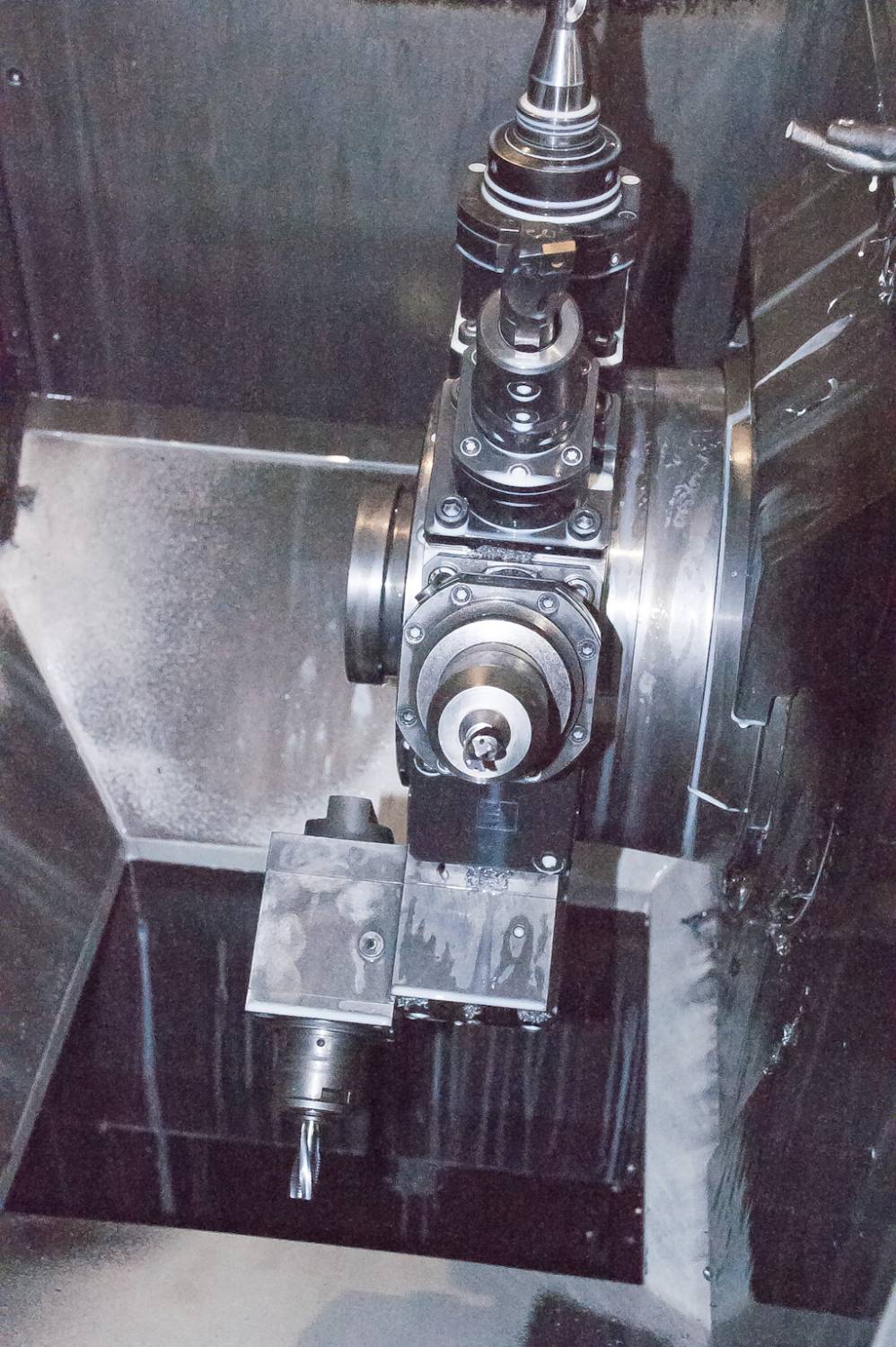
Auf den Linien 13 und 14 entstehen in Althofen die Komponenten für das Radlager, das in den Volkswagen Crafter eingebaut wird. Dies sind die neuesten Linien im Kärntner Produktionswerk, die von Emag speziell für die beiden Lagerteile konzipiert und geliefert wurden. Wie bei Bifrangi üblich, hat jedes Teil seine eigene Linie: „In Nummer 13, wo der Innenring für das Wälzlager entsteht, sind vier Vertikaldrehmaschinen VL 4 von Emag per Automatisierungstechnik miteinander verkettet, ebenso die Anlagen zum Räumen und Induktionshärten. In der zweiten Linie zur Produktion des Außenrings bilden zehn EMAG VL 4 den Maschinen-Backbone“, erläutert Jochen Schritliser. „Damit die Prozesse werkzeugseitig absolut stabil laufen, setzen wir in beiden Linien auf allen VL 4-Maschinen Toolinspect zur Bruchkontrolle ein. Wir sind mit diesem System von Beginn an sehr zufrieden und richtig froh, dass wir es haben.“
Damit meint der Betriebsleiter, dass man sich in Althofen gar nicht gezielt für dieses System entschieden hatte. Vielmehr war die automatische Werkzeugbruchkontrolle Teil des Lastenheftes und Emag rüstet die Maschinen von Haus aus grundsätzlich mit Toolinspect aus. MCU kooperiert direkt mit vielen Maschinenherstellern und stimmt das System exakt auf den jeweiligen Maschinentyp und die verwendete CNC ab.


Robert Elgass
Leiter Marketing und Vertrieb bei MCU
„Bei der automatischen Werkzeugbruchkontrolle geht es darum, eventuellen Schäden am Werkzeug, Spannsystem oder an der ganzen Maschine vorzubeugen. Besonders wichtig ist, dass so ein System mit der CNC lückenlos verzahnt ist und sich leicht und quasi intuitiv bedienen lässt.“
Anwenderfreundliche Handhabung
Gerade durch seine einfache Bedienbarkeit beeindruckt Toolinspect die Kärntner. So drängen sich nicht zuletzt Vergleiche mit einer Smartphone-App auf. Vor allem aber vermag das System einen Werkzeugbruch in jeder Situation sofort zu erkennen und die Maschine innerhalb weniger Millisekunden anzuhalten. Dies wird umso höher geschätzt, da in Althofen noch ein zweites, ähnliches System im Einsatz ist, mit dem werksseitig die Famar-Maschinen ausgerüstet sind. Allerdings erfordert dieses aufgrund der vielen Einstellmöglichkeiten bei jeder Änderung recht tief in die Materie einzusteigen. Daher hat Toolinspect in Sachen Bedienfreundlichkeit eindeutige Vorteile. Zumal man aus Bedienersicht bevorzugt, dass auf dem Display der Fanuc-Steuerung im Prinzip nur drei Knöpfe zu bedienen sind. Damit lernt man den Prozess neu an, setzt Grenzen zurück und bei Bedarf verschiebt man die Grenzen noch ein wenig.
Außerdem passt sich Toolinspect bei Programm- oder Technologieänderungen den jeweiligen Betriebssituationen stets automatisch an. „Allerdings kommt dies in Althofen auf den beiden Emag-Linien im Tagesgeschäft kaum vor und reduziert sich zumeist auf den Unterschied zwischen einem verschlissenen und neuen Werkzeug“, betont Armin Braun, der bei MCU für den technischen Vertrieb verantwortlich ist und den Kunden Bifrangi vor Ort betreut. „Dann drückt der Maschinenbediener die Taste ‚temporär erhöhen‘ – das ist alles.“
Da die NC-Programme für die beiden Lagerhälften von Emag gleich mitgeliefert und hausintern von Thomas Messner, dem Verantwortlichen für die Maschineneinstellung und Instandhaltung, in Zusammenarbeit mit Werkzeuglieferanten weiter optimiert wurden, gibt es hier normalerweise selten Änderungen. Darum ist bei Bifrangi ein Teilbereich von Toolinspect passwortgeschützt, auf den nur Thomas Messner Zugriff hat. Treten dennoch Probleme auf, bei denen man selbst nicht mehr weiter kommt, gibt es die Möglichkeit, die Daten aus Toolinspect zu exportieren und per E-Mail direkt an MCU zu senden, wo diese analysiert werden. Diesen Service hat man bisher aber noch nicht nutzen müssen.

Automotivteile aus Kärnten: Der italienische Zulieferer Bifrangi verfügt seit 2014 über einen hochmodernen Produktionsstandort in Althofen. Hier werden aktuell 80 Mitarbeiter beschäftigt.




Infos zum Anwender
Der italienische Zulieferer Bifrangi beschäftigt europaweit rund 1.500 Mitarbeiter. Zu den Kunden zählen bekannte Autohersteller sowie deren Zulieferer. Das in Mussolente nahe Vicenza (Venetien) ansässige Familienunternehmen verfügt seit 2014 über einen hochmodernen Produktionsstandort in Althofen (Kärnten). Hier werden aktuell 80 Mitarbeiter beschäftigt.
www.bifrangi.it
Absolut bewährt
„Man kann sagen, dass sich dank Toolinspect der Überwachungsaufwand bei uns halbiert hat“, zieht Jochen Schritliser ein positives Fazit. „Aktuell setzen wir das System ausschließlich zur Werkzeugbruchkontrolle ein. Jedoch beherrscht Toolinspect auch Disziplinen wie Kollisionsüberwachung, Werkzeugverschleißerkennung und Maschinenzustandsanalysen bis hin zu neuen Industrie 4.0 Themen wie beispielsweise die werkstückbezogene Dokumentation der Bearbeitungskräfte.“
Teilen: · · Zur Merkliste