Walter Tiger.tec: Die richtige Wendeschneidplatte als Erfolgsfaktor
Egal ob drehen, fräsen oder bohren: Wer Metall wettbewerbsfähig bearbeiten will, braucht eine optimal auf sein Bauteil und seinen Werkstoff abgestimmte Kombination aus Maschine und Werkzeuglösung. Eine Schlüsselrolle kommt dabei dem Bestandteil zu, der im direkten Kontakt mit dem Werkstück steht: der Schneide – bzw. der Wendeschneidplatte, ihrem auswechselbaren Pendant. Doch Wendeschneidplatte ist nicht gleich Wendeschneidplatte: Ihre Funktionalität wird durch die jeweils unterschiedliche Kombination der Anzahl der Schneidkanten, der Geometrien, der Beschichtungen und der Plattengrundformen definiert. Doch wer weiß, was die Wendeschneidplatte im konkreten Prozess leisten muss, findet sich schnell in der Vielzahl der Möglichkeiten zurecht.

Spanbruch ist beim Fräsen zumeist kein Thema, dafür bringt die Vielfalt der möglichen Bearbeitungen Variabilität bei Schneidkanten, Spanwinkel und anderen Faktoren. Eck- oder Planfräsen, Taschenfräsen, Plungen oder Rampen stellen unterschiedliche Anforderungen (im Bild Walter M2132 mit Tiger.tec® Silver-Technologie).

Michael Fink
Manager Produktmarketing bei Walter
„Jede Wendeschneidplatte besteht aus vier Elementen, aus deren Eigenschaften und die Abstimmung aufeinander sich ihr optimaler Einsatzbereich ergibt. Hier liegen auch die Stellschrauben, an der die Entwicklung von Schneidplatten ansetzt – je nachdem, was für ein Einsatzprofil gefragt ist. “
Beim Drehen, Fräsen und Bohren werden grundsätzlich unterschiedliche Anforderungen an die Wendeschneidplatte gestellt. Überschneidungen sind selten. Mit anderen Worten: Jeder Anwendungsbereich hat eigene, ganz spezifische Wendeschneidplatten. „Bei Drehbearbeitungen geht es zuallererst darum, mit dem Schneideinsatz einen guten Spanbruch zu erzielen, damit sich der Span nicht um das stehende Werkzeug oder das Werkstück wickeln kann. Beim Fräsen dagegen rotiert das Werkzeug. Spanbruch ist schon deshalb kein Thema, weil – anders als beim Drehen – stets mehrere Zähne im Einsatz sind, die ins Material ein- und wieder austreten. Spanbruch geschieht so automatisch“, erklärt Michael Fink, Manager Produktmarketing bei Walter.
Die Art der Bearbeitung ist daher das erste Auswahlkriterium. Steht das Werkzeug bereits fest, bestimmen dessen technische Voraussetzungen die Auswahl der Wendeschneidplatten maßgeblich. Das andere zentrale Auswahlkriterium ist der Werkstoff. Eine scharfe Schneide, die z. B. für Aluminium gut funktioniert, tut das nicht in sehr hartem Stahl. Will ich nur schlichten, also wenig Material abtragen? Oder richtig viel Material wegschruppen? Dann ist wiederum die Oberflächenqualität vergleichsweise egal. Die Kombination von Werkstoff und Bearbeitungsschritt bestimmt, welche Schneidplatte optimal geeignet ist.
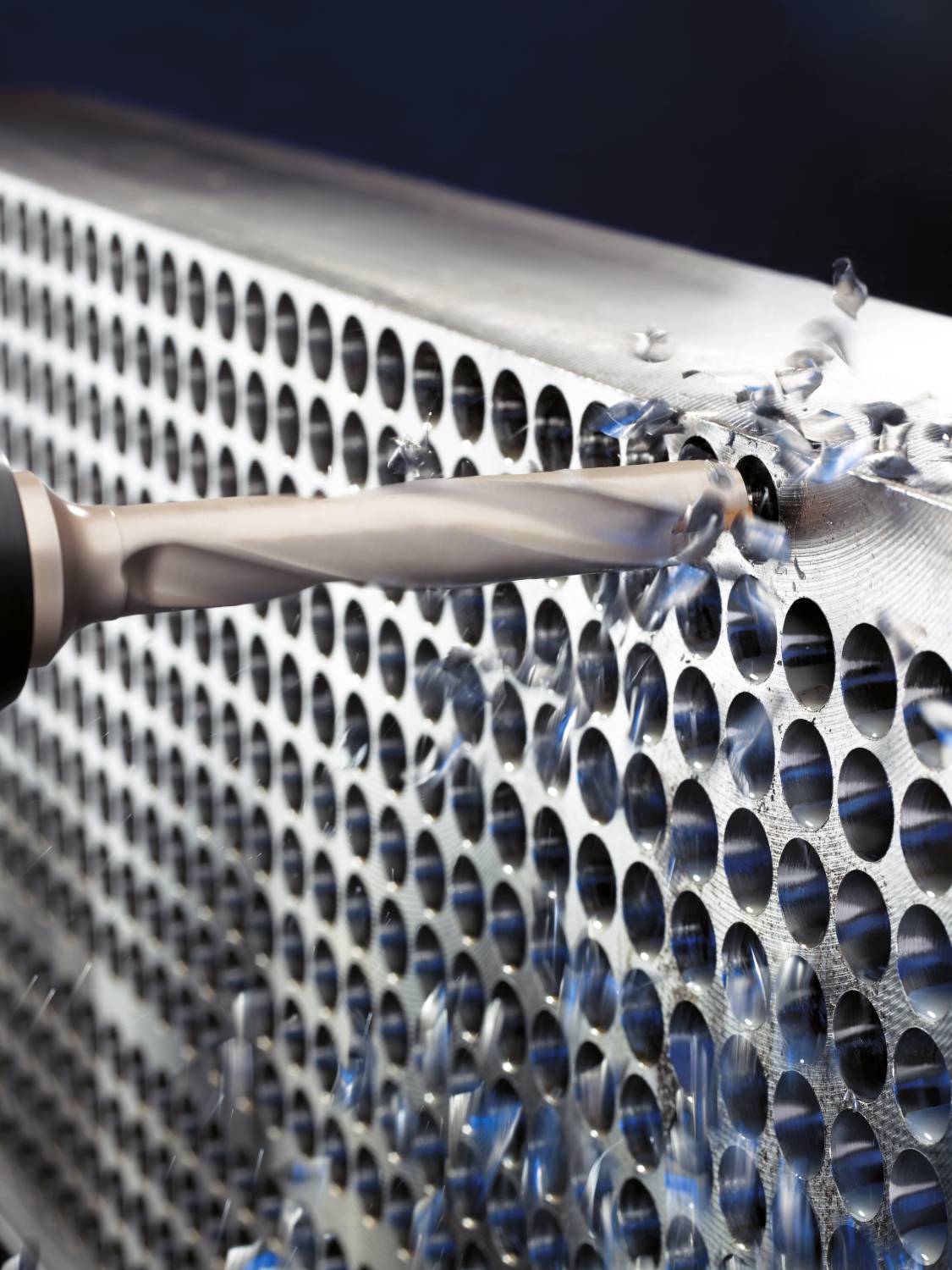
Auch beim Bohren werden unterschiedliche Anforderungen an die Wendeschneidplatte gestellt. Die richtige Wahl der Geometrie ist dabei entscheidend (im Bild Walter B4015 mit Tiger.tec® Gold-Technologie).
Die vier Grundelemente einer Wendeschneidplatte
„Jede Wendeschneidplatte besteht aus vier Elementen, aus deren Eigenschaften und die Abstimmung aufeinander sich ihr optimaler Einsatzbereich ergibt“, so Fink weiter. „Hier liegen auch die Stellschrauben, an der die Entwicklung von Schneidplatten ansetzt – je nachdem, was für ein Einsatzprofil gefragt ist: z. B. möglichst hohe Stückzahlen und/oder kurze Bearbeitungszeiten, hohe Prozesssicherheit oder höchste Präzision.“ Die Anforderungen spiegeln sich in den Merkmalen der Wendeschneidplatte: Das Substrat, aus dem die Platte besteht, bestimmt u. a. deren Härte und Zähigkeit. Die Grundform ist einerseits angepasst für eine spezielle Bearbeitung. Gleichzeitig gibt sie vor, in welchem Werkzeug die Platte eingesetzt werden kann. Die Geometrie bestimmt mechanische Schneideigenschaften sowie Spankontrolle und Spanbruch (z. T. auch die Kühlung). Die Beschichtung ist maßgeblich für die Verschleißfestigkeit, aber auch für die Einsetzbarkeit in einem bestimmten Material.
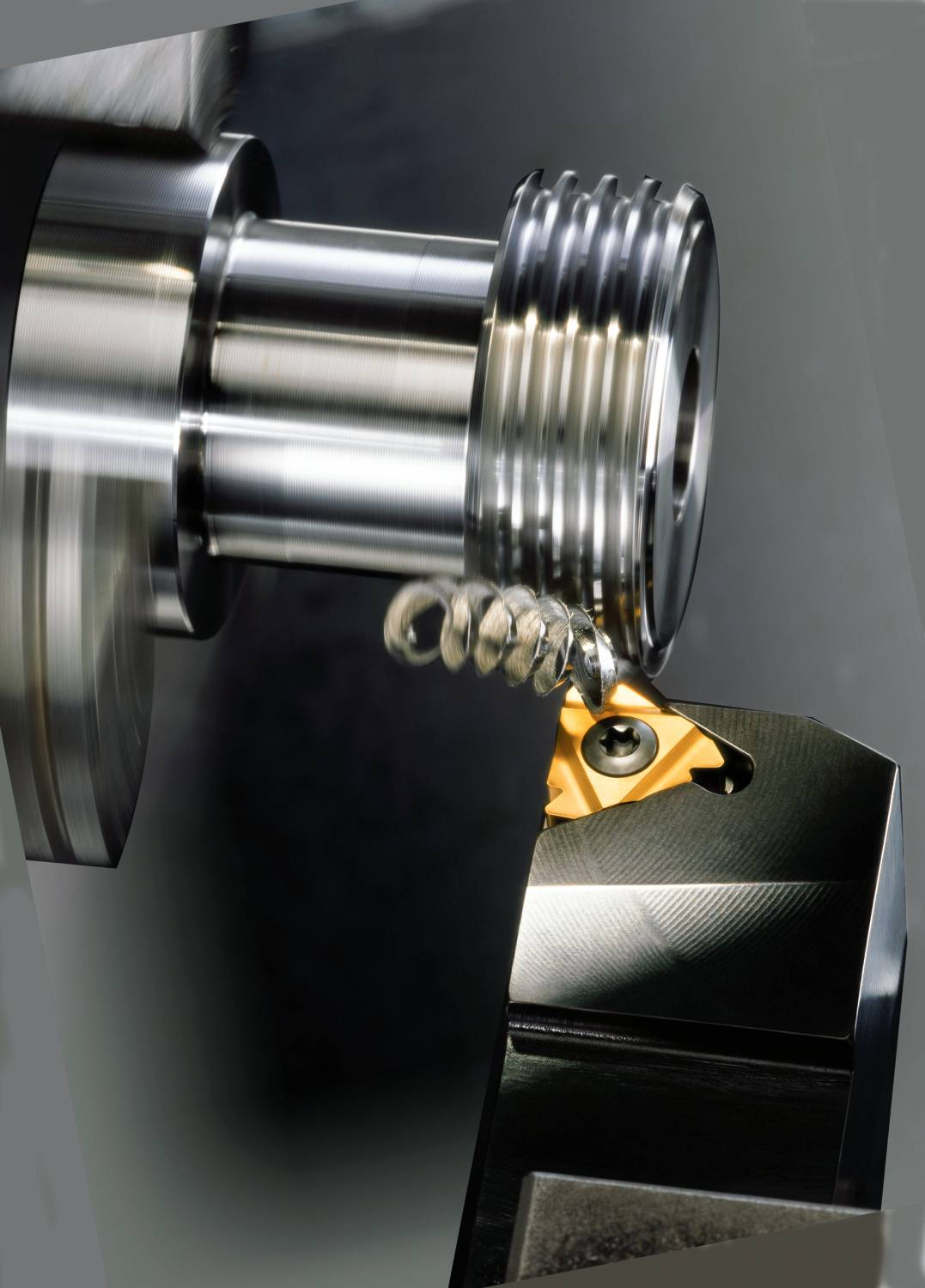
Wendeschneidplatten zum Drehen haben jeweils sehr konkrete Einsatzprofile, denn die jeweiligen Zerspanungsstrategien beziehen eine Vielzahl von Faktoren ein (im Bild Walter NTS Gewindedrehen mit Tiger.tec® Gold-Technologie).
Komplexes Anforderungsprofil
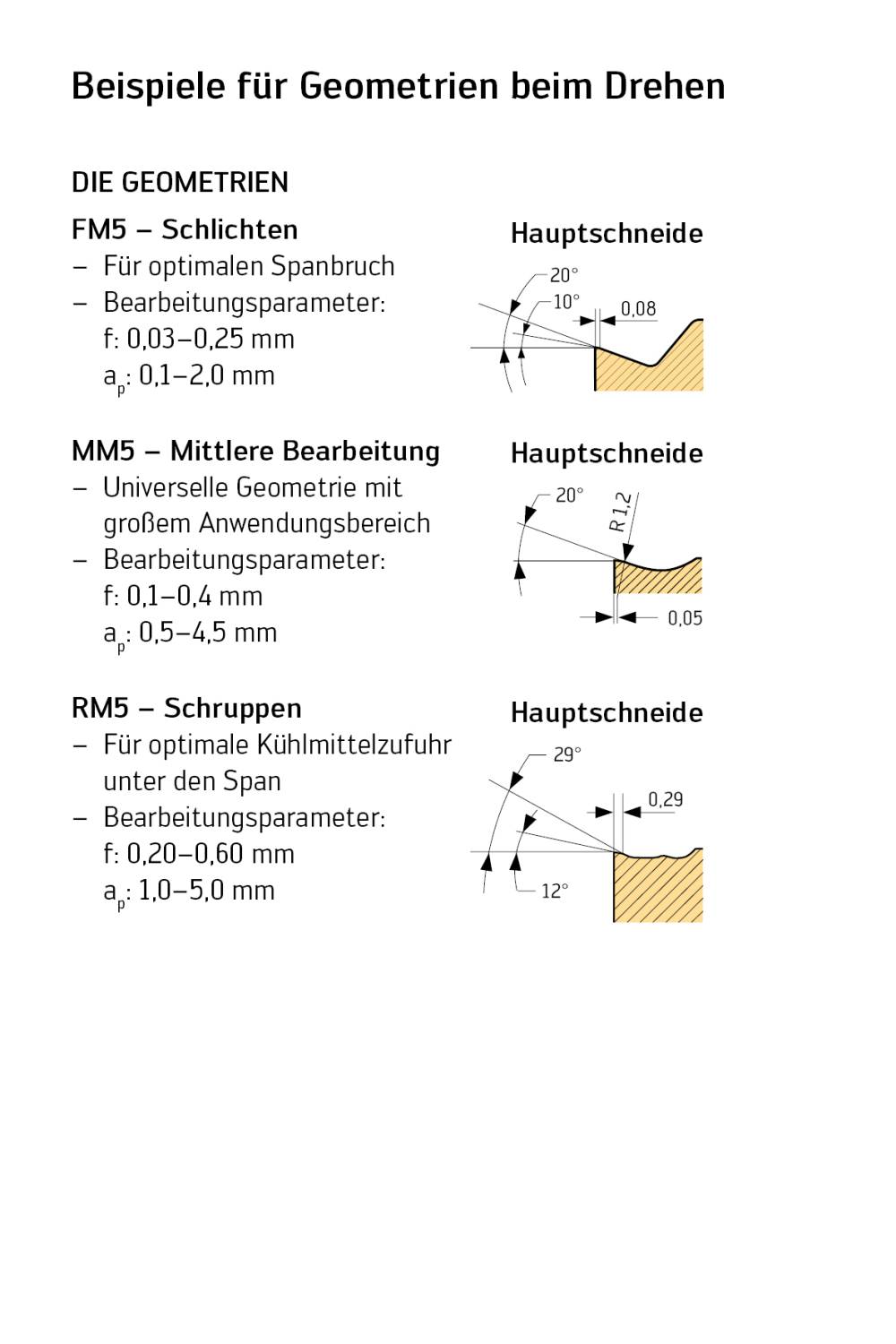
Wendeschneidplatten, die für das Drehen geeignet sind, haben jeweils sehr konkrete Einsatzprofile, denn die jeweiligen Zerspanungsstrategien beim Drehen beziehen eine Vielzahl von Faktoren ein: Längs-, Plan- oder Kopierdrehen, Materialeigenschaften, Art der Bearbeitung und gewünschter Oberflächenqualität, Anforderungen an Prozesssicherheit und Wirtschaftlichkeit. All das beeinflusst die Auswahl der Platte, was Schneideigenschaften, Standzeit, Schnittdaten (vor allem ap, f und vc) sowie die Oberflächenqualität am Bauteil angeht. Nachgelagerte, je nach Anwendungsfall aber entscheidende Kriterien für die Geometrie-Auswahl können auch eine möglichst optimale Kombination von Platte und Kühlung (z. B. durch das Weiterleiten des Kühlmittelstrahls in die Schnittzone bzw. auf den Span) oder die Reduzierung der mechanischen Belastung (bei Abdrängung, Vibrationsneigung usw.) sein.
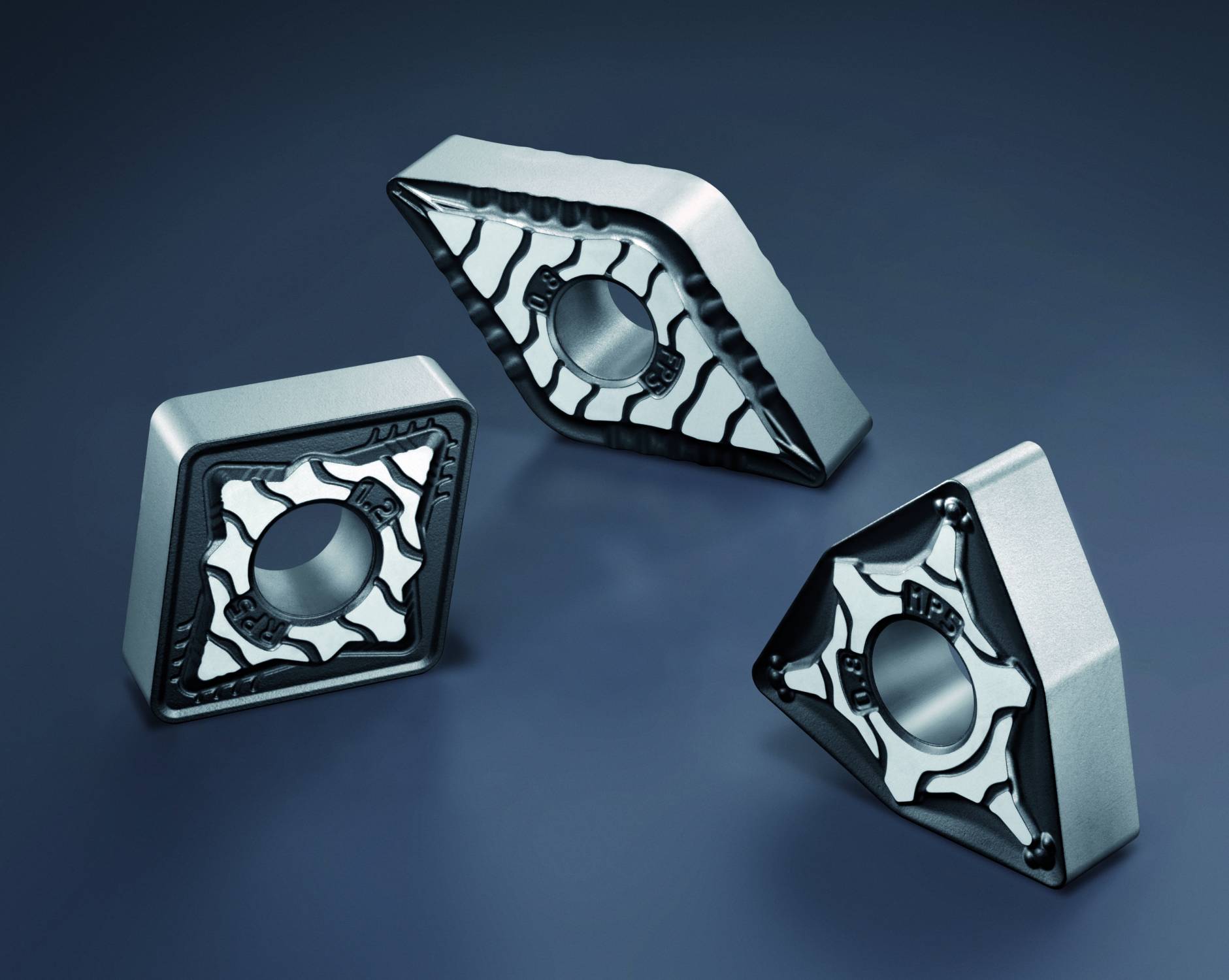
Qual der Wahl: Wendeschneidplatten gibt es in großer Vielfalt.
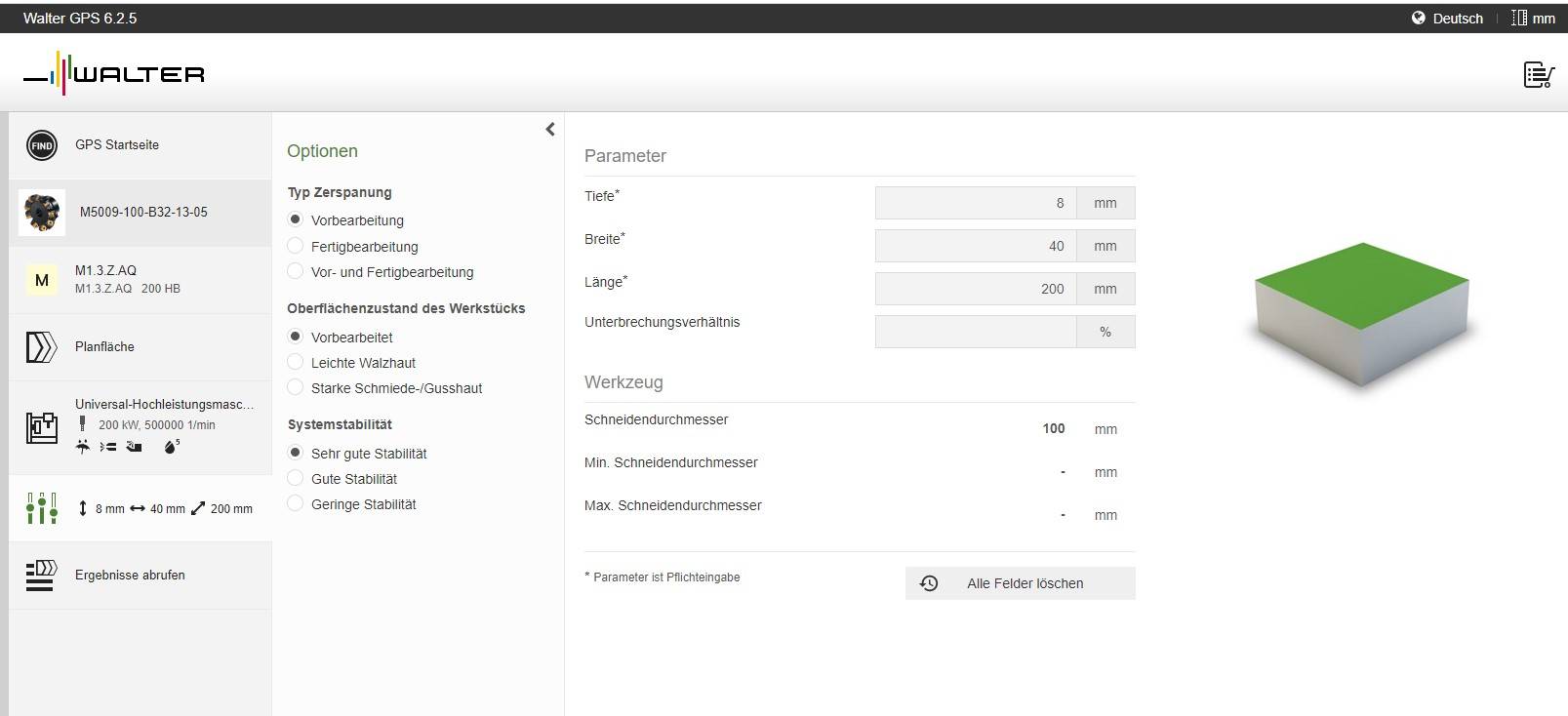
Die kostenfreie App Walter GPS wählt die passende Lösung anhand von Werkstoff und Werkzeug, beabsichtigter Bearbeitung und Bearbeitungsbedingungen aus.
Beim Drehen, Fräsen und Bohren werden unterschiedliche Anforderungen an die Wendeschneidplatte gestellt. Die richtige Wahl der Geometrie ist dabei entscheidend.
Universelle Geometrien, variabel einsetzbar
Spanbruch ist beim Fräsen kein Thema, dafür bringt die Vielfalt der möglichen Bearbeitungen Variabilität bei Schneidkanten, Spanwinkel und anderen Faktoren. Eck- oder Planfräsen, Taschenfräsen, Plungen oder Rampen stellen unterschiedliche Anforderungen, genauso wie die dabei zu erreichende Oberflächenqualität und die Abtragsmenge (Schruppen, Vorschlichten, Schlichten). Auch die Bearbeitungsstrategie ist ein wichtiger Faktor: Für dynamisches oder High-Speed-Fräsen sind andere Parameter gefragt als bei Standard-Fräserfahren oder beim spiralförmigen Eintauchen. Dazu kommen noch die konkreten Bearbeitungsbedingungen: Können sich im Bauteil oder im Werkzeug Vibrationen aufbauen? Oder ist die Aufspannung eher labil? Ist die Kühlmittelzufuhr oder grundsätzlich der Einsatz mit Kühlmittel ein relevanter Faktor bei der Bearbeitung, wirkt sich auch dies auf die Wahl der Platte aus.
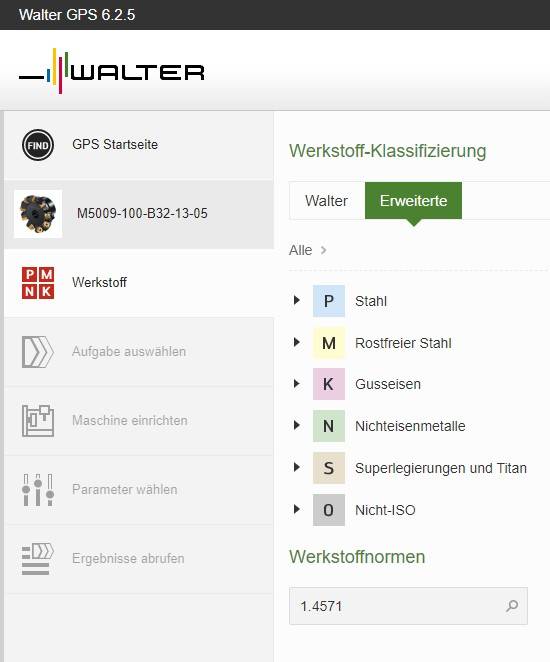
Die kostenfreie App Walter GPS wählt die passende Lösung anhand von Werkstoff und Werkzeug, beabsichtigter Bearbeitung und Bearbeitungsbedingungen aus.
Sorte und Anzahl der Schneidkanten
Zähigkeit bzw. Verschleißfestigkeit der Wendeschneidplatte werden durch ihre Sorte bestimmt. Darunter verbirgt sich die spezielle Kombination aus Substrat und Beschichtung, aus denen sie besteht. „Als Faustregel gilt: Je mehr Kobalt das Substrat enthält, umso zäher ist die Platte. Gleichzeitig aber auch weniger verschleißfest – und umgekehrt. Je härter, das heißt verschleißfester eine Sorte ist, umso spröder ist sie. Mit anderen Worten: Sie bricht leichter als das zähe Hartmetall“, betont der Manager für Produktmarketing. Für die Bearbeitung bedeutet das: Zähe Sorten (bei Walter z. B. mit der Endung P30) eignen sich eher zum Schruppen, also für hohen Materialabtrag (bspw. bei Stahl). Verschleißfestere Sorten (wie P05 oder P10) setzt man eher für Schlichtbearbeitungen mit geringem Materialabtrag ein.
Die Anzahl der Schneidkanten – und damit die Kosten pro Schneide – haben direkte Auswirkungen auf die Wirtschaftlichkeit: Doppelseitig nutzbare Platten bieten dem Anwender den Vorteil von mehr Schneidkanten, einfach, indem er die Platte umdrehen kann. „Doch eine höhere Anzahl an indexierbaren Schneidkanten bedeutet nicht automatisch doppelte Wirtschaftlichkeit“, verdeutlicht Fink. „Doppelseitige Wendeschneidplatten haben häufig eine geringere nutzbare Schnitttiefe und sind in der Anwendungsvielfalt eingeschränkt.“ Je nach geforderter Bauteilform oder Anwendung (z. B. Taschenfräsen) sowie zur Verfügung stehender Maschinenleistung können ein- oder doppelseitige Wendeschneidplatten eingesetzt werden.
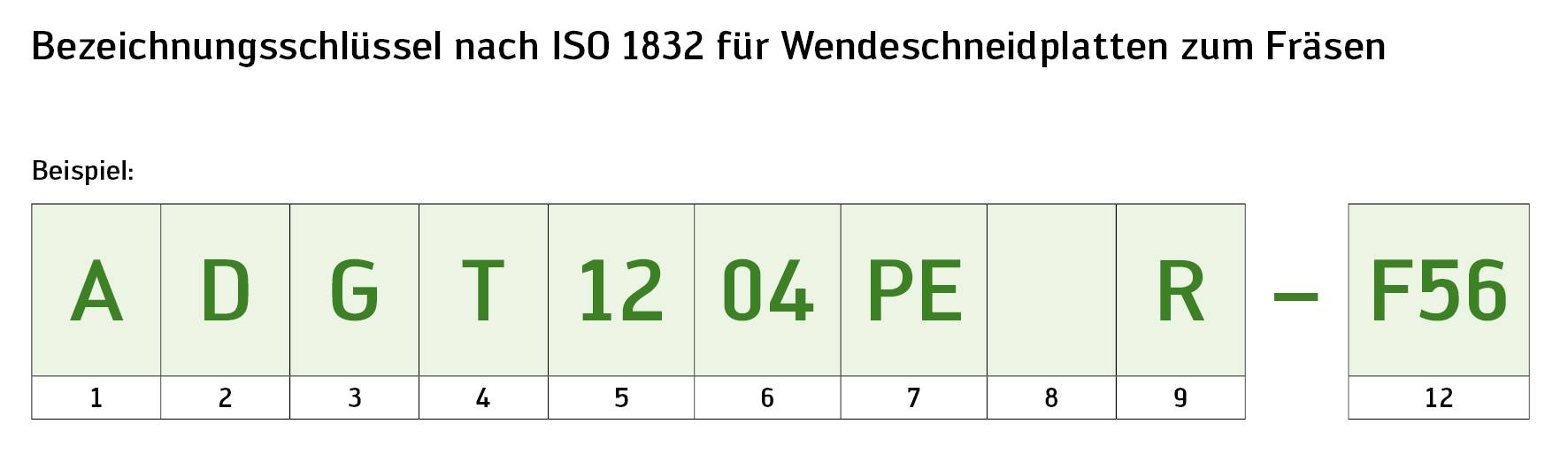
Bezeichnungsschlüssel für Wendeschneidplatten enthalten wichtige Informationen zu: Plattenform, Freiwinkel, Toleranzen, Befestigungsart, Schneidkantenlänge, Plattendicke, Eckenrundung, Schneidenausbildung, Schneidrichtung, ggf. Fasenbreite und -winkel (hier nicht vorhanden) und Geometrie (1 bis 12 – von links nach rechts).
Hilfe im Auswahl-Dschungel
Werkzeughersteller wie Walter haben im Laufe der Jahre sehr viele neue Platten, Geometrien und Beschichtungen entwickelt. Um die Prozesssicherheit, Schnittdaten und Standzeiten zu verbessern – aber auch, um die Kosten zu minimieren. Selbst erfahrene Anwender tun sich deshalb zuweilen schwer, die richtige Kombination aus Substrat, Geometrie und Beschichtung für ihren Anwendungsfall auszuwählen. Hersteller verwenden unterschiedliche Systeme, um Wendeschneidplatten schnell und übersichtlich zu kategorisieren: Bezeichnungsschlüssel, welche die wichtigsten Informationen (Plattenform, Materialeignung usw.) enthalten, sind eines davon. Darüber hinaus gibt es Farbsysteme für die ISO-Werkstoffe, in denen sie einsetzbar sind, und vieles mehr.
Die optimal geeignete Wendeschneidplatte kann neben gedruckten „Systemen“ (eines der bekanntesten ist Walter Select) auch mit Hilfe digitaler Tools ermittelt werden. Bei Walter z. B. über die kostenfreie App Walter GPS. Sie wählt die passende Lösung anhand von Werkstoff und Werkzeug, beabsichtigter Bearbeitung und Bearbeitungsbedingungen aus. „Tatsächlich fangen die wenigsten Anwender bei null an, wenn sie eine Wendeschneidplatte auswählen. Entweder sie haben dieselbe oder eine ähnliche Bearbeitung schon einmal durchgeführt. Dann orientieren sie sich an der Platte, die sie dabei eingesetzt haben – und ihren Erfahrungen damit. Hat sie gut funktioniert? Dann nehme ich sie wieder. War sie schnell verschlissen? Dann analysiere ich die Art des Verschleißes und versuche diesen gezielt zu minimieren“, verdeutlicht Fink den Auswahlprozess abschließend. „Digitale Walter-Tools sind dabei sehr hilfreich: Die Verschleißoptimierungs-App nennt Ursachen für und Maßnahmen gegen bestimmte Verschleißarten. Die Insert-Konverter-App zeigt für Wendeschneidplatten des Wettbewerbers, mit der Anwender evtl. nicht zufrieden waren, äquivalente Alternativen von Walter auf.“
Teilen: · · Zur Merkliste