anwenderreportage
Heller FP 6000: Dem Ziel schon sehr nahe
Fertigungskosten durch 5-Achs-Bearbeitungszentren FP 6000 gesenkt: Mit einer neuen Bearbeitungslinie inklusive Automatisierung sollten die Verfügbarkeit erhöht und die Fertigungskosten deutlich gesenkt werden. Gleichzeitig produziert man bei der Fette Compacting in sehr anspruchsvollen Toleranzbereichen. Entsprechend war auch das Anforderungsprofil an die Maschinenhersteller. Entschieden hat man sich aus unterschiedlichen Gründen für die 5-Achs-Bearbeitungszentren FP 6000 von Heller, in Österreich vertreten durch Jarosch Maschinen.

Mit den 5-Achs-Bearbeitungszentren FP 6000 von Heller, der Paletten-Automation sowie neuen Werkzeugtechnologien konnten bei Fette Compacting 32 Prozent der Fertigungskosten eingespart werden.

Klaus Dresel
verantwortlich für Arbeitsvorbereitung und CNC-Programmierung bei Fette Compacting
„Wesentlichen Anteil an den Einsparungen haben einerseits die weniger benötigen Aufspannungen durch die 5. Achse und die höheren Schnittwerte. Andererseits ist es aber auch die Kombination aus Automation und neuer Werkzeugtechnologien, dass die Prozesse so optimiert werden konnten.“
Arzneimittelhersteller benötigen höchst effiziente Technologien und Prozesse, um dem hohen Kostendruck am Generikamarkt zu begegnen. Als Anbieter von integrierten Lösungen für die industrielle Tablettenherstellung entwickelt und produziert Fette Compacting in Schwarzenbek deshalb kontinuierlich neue Lösungen im Bereich der Tablettierung und Kapselfülltechnik. Mit Anlagen für Produktionsleistungen von 400.000 Kapseln oder mehr als 1,6 Millionen Tabletten pro Stunde gilt man weltweit als führend. Derartige Ausbringungsmengen setzen bereits an der Basis, also bei der Bearbeitung der Bauteile ein Höchstmaß an Präzision voraus.
Als besonders sensible Bauteile gelten in Schwarzenbek die Matrizenscheiben und Oberstempelaufnahmen. Die Toleranzbereiche in Teilkreisen und bei Lagersitzen bewegen sich innerhalb weniger µm bis zu zwei Hundertstel Millimetern. Deshalb wurde für die Investition in eine neue Bearbeitungslinie ein außergewöhnlich hohes Anforderungsprofil erstellt. Primär ging es dabei beispielsweise um den Platzbedarf, die Tischbelastung, die gewünschte Automation, die mögliche Verkettung mit einer zweiten Maschine, die Präzision, aber auch um den Service und die Betreuung.

Bei der Wahl zum Schuler LoadMaster Compact war den Verantwortlichen eine gute Zusammenarbeit zwischen Heller und Schuler wichtig.


Infos zum Anwender
Als Teil der LMT-Group ist Fette Compacting mit mehr als 5.000 installierten Maschinen der weltweit führende Anbieter von integrierten Lösungen für die industrielle Tablettenherstellung in der Pharmaindustrie. Das Angebot umfasst Tablettenpressen und Kapselfüllmaschinen, Tablettierwerkzeuge, Formteile und Prozessequipment sowie Service-, Trainings- und Beratungsleistungen.
www.fette-compacting.com
Matrizenscheibe als Referenzbauteil
Auf Grund dieser Kriterien bzw. deren Erfüllung reduzierten die Verantwortlichen die ursprünglichen fünf Anbieter in einem zweiten Schritt auf nur noch drei Werkzeugmaschinenhersteller. Entschieden hat man sich dann 2014 und 2015 für zwei 5-Achs-Bearbeitungszentren FP 6000 von Heller. Die Matrizenscheiben waren es, die als ideales Abnahmeteil für neue Maschinen standen. „Zunächst fertigen wir ein sehr großes Teilespektrum, das auf den Maschinen laufen muss“, betont Klaus Dresel, verantwortlich für Arbeitsvorbereitung und CNC-Programmierung bei Fette Compacting, und führt weiter aus: „Diese Matrizenscheiben werden bislang aber ausschließlich auf dem Heller Bearbeitungszentrum MCH 400 gefertigt. Diese Maschine ist nun aber schon 13 Jahre alt. Deshalb waren wir bei dieser Investition auch auf der Suche nach einer Ausweichmöglichkeit und haben die Matrizenscheibe als Referenzbauteil vorgegeben. Eine Maschine, die das fertigen kann, kann auch den Rest. Das hat sich bestätigt. Wir fertigen auf unseren beiden FP 6000 bislang größere Serienbauteile und haben dafür besonderes Lob aus unserer Qualitätssicherung bekommen.“

Auf den FP 6000 werden bislang größere Serienbauteile gefertigt.
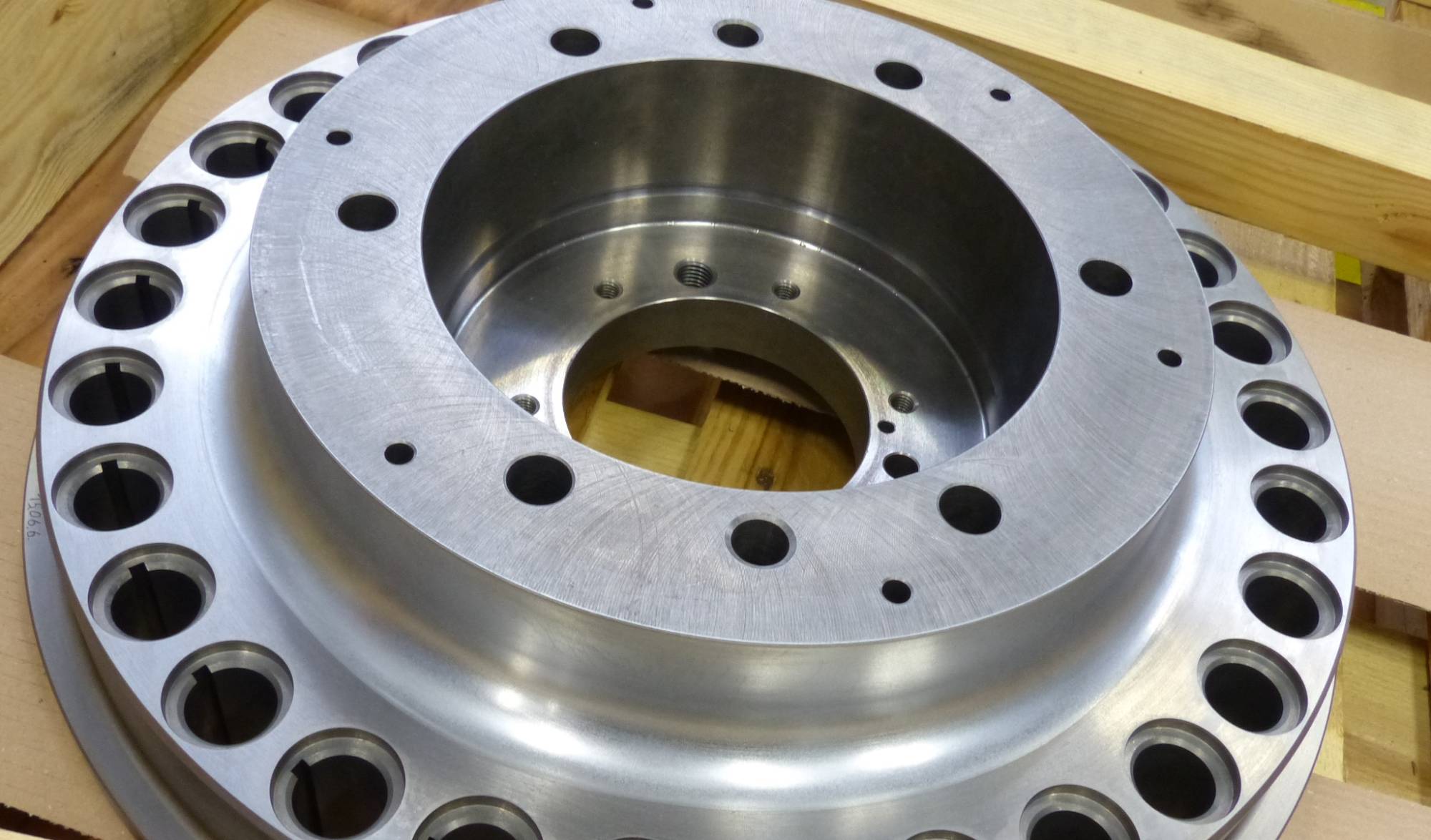
Die Toleranzbereiche in den Teilkreisen und bei den Lagersitzen liegen zwischen wenigen µm bis zwei Hundertstel Millimeter.
32 Prozent eingespart
Nun werden bei Fette die unterschiedlichsten Werkstoffe, vorrangig Guss und Edelstahl, zerspant. Deshalb standen sowohl das Werkzeugmagazin, die Leistung der Maschine aber auch die Automatisierungsmöglichkeiten auf dem Prüfstand. Mit 425 Werkzeugen war das Heller Werkzeugmagazin ausreichend und mit der PCU-Spindel (10.000 min-1, 38 kW, 242 Nm) lotet man mittlerweile die Grenzen der Werkzeuge aus.
„Wie die Maschinen mit der Automation laufen, ist ein Traum. Wir sind derzeit bei einer technischen Verfügbarkeit von 98 bis 99 Prozent, fertigen 180 Stunden die Woche, ohne Wochenende. Unserem Ziel, 200 Stunden die Woche bzw. 5.000 Stunden Maschinenlaufzeit im Jahr, sind wir so schon sehr nahe“, erläutert Projektleiter Nicholas Warnken, verantwortlich für Prozessoptimierung in der Produktion bei der Fette Compacting. „Noch wichtiger aber erscheint mir, dass wir durch die fünfte Achse, die Automation aber auch durch eine neue Werkzeugtechnologie etc. 32 Prozent unserer Fertigungskosten einsparen konnten. Dadurch war es uns auch möglich, Bauteile aus der Fremdfertigung zurückholen.“
Eines dieser Einsparpotenziale ist beispielsweise ein Kurventräger, dessen Bearbeitung mit einer 5-fach-Spannung bisher 163 Minuten dauerte. Durch weniger Aufspannungen und modifizierte Schnittwerte inklusive geringerer Rüstzeiten konnte die Bearbeitungszeit auf 50 Minuten reduziert werden. Die Anzahl an Aufspannungen war bislang ohnehin eine Achillesferse in Schwarzenbek, denn aus Gründen der besseren Reinigung der Tablettenpressen werden überwiegend schräge Kanten gefertigt.

Ulrich Rönner, Nicolas Warnken und Klaus Dresel (v.l.n.r.) sind sich einig: „Wesentlichen Anteil an diesen enormen Einsparungen sind einerseits weniger Aufspannungen durch die 5. Achse und höhere Schnittwerte, die man fahren kann. Andererseits ist es aber auch die Kombination aus Automation und neuer Werkzeugtechnologien, dass die Prozesse so optimiert werden konnten.“

Derzeit ist man mit beiden Maschinen bei einer Verfügbarkeit von 98 bis 99 Prozent. Das sind 180 Stunden die Woche ohne Wochenende. Dem Ziel, 200 Stunden pro Woche bzw. 5.000 Stunden im Jahr, ist man so schon sehr nahe.
Automatisierung ausschlaggebend
Wesentlichen Anteil an den enormen Einsparungen hat allerdings auch die Automatisierung mit dem Schuler LoadMaster Compact. Die Verantwortlichen tendierten relativ schnell zu diesem Automatisierungskonzept, deshalb war es ihnen wichtig, dass Heller hier in alle Richtungen offen war und mit Schuler eine intensive Zusammenarbeit pflegt. Besonders interessant scheint aber auch die Tatsache, dass man in Schwarzenbek demnächst plant, auch die Fertigung genannter Matrizenscheiben neben anderen Serienbauteilen auf die 5-Achs-Bearbeitungszentren FP 6000 zu verlagern. Regelmäßige Maschinenvermessungen mittels Quick-Check haben ergeben, dass die Ergebnisse besser als erwartet sind.
Gleichzeitig hat Heller allerdings auch noch ganz andere, zunächst nicht geplante Ergänzungen realisiert. Dazu zählt unter anderem, dass man auf den 5-Achs-Bearbeitungszentren mit vier unterschiedlichen Messtastern gleichzeitig fahren kann. „Da die Halle ja nicht klimatisiert ist, war es natürlich ein weiter Weg zu dieser Präzision. Bei Fette hatte man da aber vollstes Vertrauen in uns. Mit einigen Klimmzügen, wie temperierten Vorschubantrieben, Volumenkompensation und diversen Software-Features haben wir es dann ja auch geschafft“, gibt sich Ulrich Rönner, Gebietsverkaufsleiter bei Heller abschließend selbstbewusst.
Teilen: · · Zur Merkliste