Fertigungslösung zur Komplettbearbeitung
Die Verbindung zwischen dem 5-Achs-Fräszentrums Maxxmill 400 mit Heidenhain TNC 620 Steuerung und dem Vertikalbearbeitungszentrum VT260 mit Fanuc 31i Steuerung erfüllt die Anforderungen bei der Produktion typischer Teile von Pumpen, E-Motoren, Stellgetrieben im Non-Automotiv-Bereich sowie Getriebeteilen im Automotivbereich optimal.

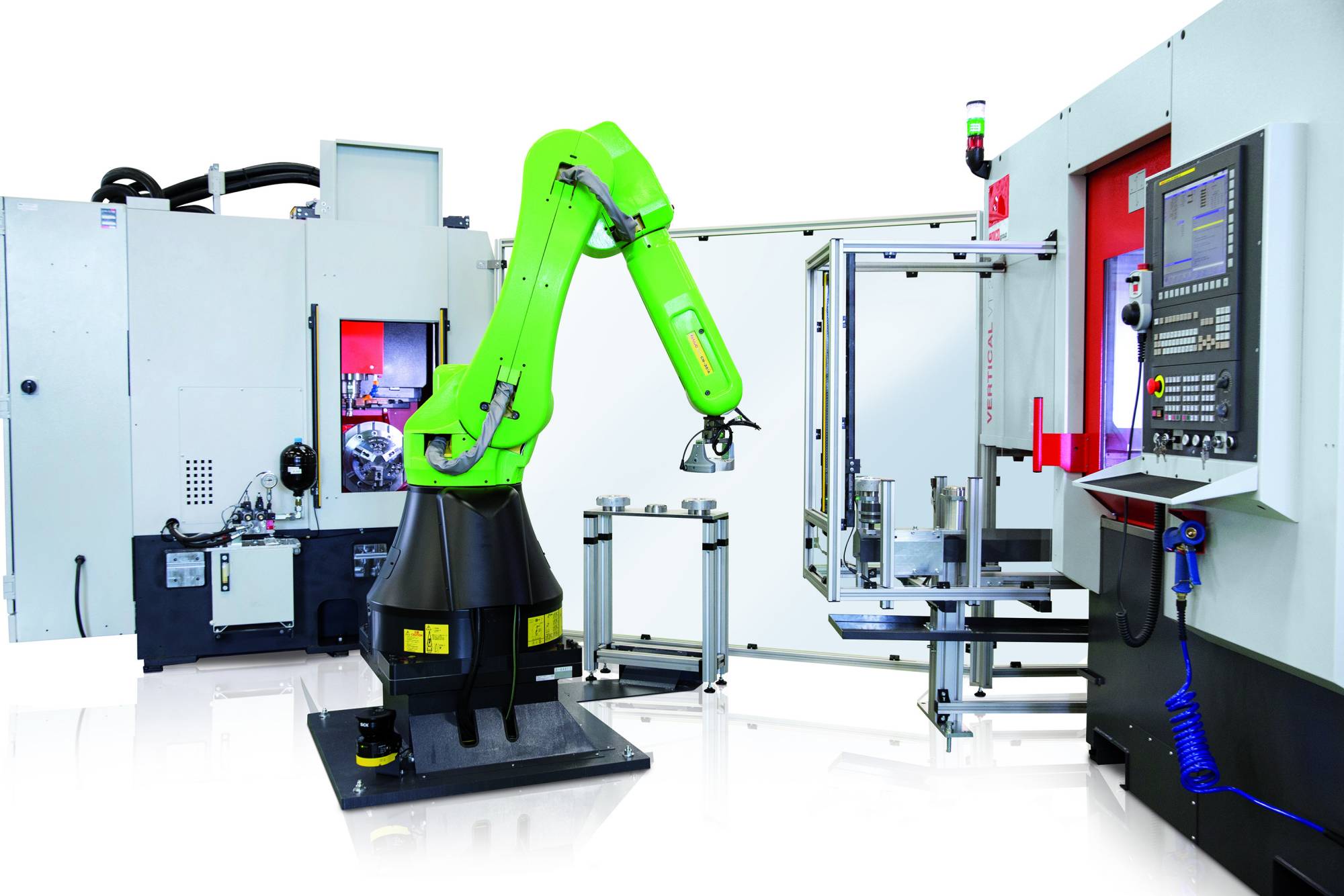
Die automatisierte Fertigungslösung zur Komplettbearbeitung beinhaltet folgende Einheiten: das Fräszentrum Maxxmill 400 mit Heidenhain TNC 620 Steuerung (im Bild rechts), das Vertikaldrehzentrum VT260 mit Fanuc 31i Steuerung (im Bild links) und eine Automation mit kollaborierendem Roboter Fanuc CR-35iA.
Für ein optimales Ergebnis werden den Anforderungen entsprechend die dafür am besten geeigneten Bearbeitungstechnologien eingesetzt. Emco zeigte das auf der AMB 2016 mit einem konkreten Beispiel: Drehbearbeitung – Vertikalbearbeitungszentrum, Fräs- und Bohrbearbeitungen – Fräszentrum. Die beiden Emco Maschinen werden durch einen kollaborierenden Roboter von Fanuc miteinander verbunden.
Durch die Verwendung der jeweils für die Bearbeitung optimalen Maschine in Kombination mit fortschrittlicher Mensch-Maschine-Interaktion und intelligenter Kommunikation zwischen den Maschinen adressiert die Anlage gleich mehrere Industrie 4.0-Themen.
Keine Einzäunungen oder Zugangsbarrieren
Durch die intelligente Nutzung von Sicherheitseinrichtungen in Kombination mit dem kollaborierenden Roboter benötigt die Anlage keine starren Einzäunungen oder Zugangsbarrieren. Der Roboter verfährt grundsätzlich mit Industriegeschwindigkeit (750 mm/s). Wird der Sicherheitsbereich (z. B. für Bedienungsaufgaben an den Werkzeugmaschinen) betreten, geht der Roboter automatisch in den kollaborierenden Modus (250 mm/s) über. Das hat den Vorteil, dass die Gesamtanlage bei diesem Vorgang weiterläuft. Mensch, Automatisierungseinheit und Fertigungsmaschinen können somit gleichzeitig, miteinander und nebeneinander ihre Aufgaben erfüllen.

Robot Connection
Die Bedienung des Roboters (Bewegen, Programme, I/O-Monitoring, Alarme) kann über die Funktion Robot Connection von Fanuc auch direkt an der Bedientafel der VT260 vorgenommen werden. Die intelligente Verbindung zwischen Robotersteuerung und Maschinensteuerung erfolgt dabei über die Fanuc FL-Net Schnittstelle. Eine ähnliche Lösung kann auch zwischen einem Kuka Roboter und einer Siemens Sinumerik Steuerung mit der Funktion Run MyRobot umgesetzt werden.
Durch die Verwendung der jeweils für die Bearbeitung optimalen Maschine in Kombination mit fortschrittlicher Mensch-Maschine-Interaktion und intelligenter Kommunikation zwischen den Maschinen adressiert die Anlage gleich mehrere Industrie 4.0-Themen.
Bearbeitungsablauf
Die Rohteile werden auf einer Bereitstellposition am Ablagetisch gepuffert und vom Roboter zum Shuttle der Vertical Turn 260 transportiert. Mit dem Shuttle erfolgt die Be- und Entladung der VT260. Das Halbfertigteil wird anschließend mit dem Roboter auf der Bereitstellposition am Ablagetisch abgelegt. Das in der MM400 zu bearbeitende Halbfertigteil wird vom Roboter direkt in die Spannvorrichtung eingelegt und von der Maschine bearbeitet. Danach entnimmt der Roboter das Fertigteil aus der MM400 und legt es auf der Fertigteilposition am Ablagetisch ab.
Teilen: · · Zur Merkliste