Index-Traub G420: Flexible Komplettbearbeitung mit hoher Produktivität
Die Trends – höhere Variantenzahl, größere Leistungsdichte bei kleineren Abmaßen, gestiegene Qualitätsanforderungen – lassen den Betrieben nahezu keine anderen Möglichkeiten, als sich vermehrt der Komplettbearbeitung zu öffnen. Für die Ingenieure der Index Werke Grund genug mit der G420 ein neues Dreh-Fräszentrums zu entwickeln.
Als Antwort auf den aktuellen Trend zur Komplettbearbeitung in weiten Bereichen der modernen Metallbearbeitung entwickelten die Index Werke das neue Dreh-Fräszentrum G420.

Dr. Ing. Dirk Prust
Geschäftsführer Technik und Sprecher der Geschäftsführung der Index-Werke GmbH & Co. KG
„Bei einem Maschinengewicht von zirka 22 t bei einer Grundfläche von um die 15 m² bietet das Konzept der G420 die besten Durchbiegungswerte aller vergleichbaren Maschinen auf dem Markt und sichert zusammen mit den großzügig dimensionierten Linearführungen in den X- und Z-Achsen die sehr guten Stabilitäts- und Dämpfungseigenschaften.“
Die Basis der neuen G420 bildet dabei ein Mineralgussbett in Monoblockbauweise. Die gewählte Geometrie und Bauweise sorgt für eine hohe Eigenstabilität: die Maschine kann bei der Aufstellung vom Haken genommen werden und ohne Fundament über die Dreipunkt-Auflage installiert werden. „Bei einem Maschinengewicht von zirka 22 t bei einer Grundfläche von um die 15 m² bietet dieses Konzept die besten Durchbiegungswerte aller vergleichbaren Maschinen auf dem Markt und sichert zusammen mit den großzügig dimensionierten Linearführungen in den X- und Z-Achsen die sehr guten Stabilitäts- und Dämpfungseigenschaften der G420. Zudem verspricht der Faktor deutlich über 5 bei dem Verhältnis ruhende zu bewegte Massen nicht nur eine exzellente Steifigkeit, sondern ermöglicht glänzende Dynamikwerte bei einer ausgeprägten Schwingungsarmut“, veranschaulicht Dr. Ing. Dirk Prust, Geschäftsführer Technik und Sprecher der Geschäftsführung der Index-Werke GmbH & Co. KG.
Der vertikale Arbeitsraum in Verbindung mit zwei Revolvern unten weist keine schrägen Vorbauten auf und stellt so einen optimalen Spänefall sicher. Dank des Polymerbettes und trotz des hohen Maschinengewichtes konnte ein günstiges Verhältnis von Arbeitsraum zu Außenabmessung erreicht werden. Zudem kann der Späneförderer je nach Kundenvorgaben links oder rechts angebaut werden, so dass der Kunde die zur Verfügung stehende Aufstellfläche optimal nutzen kann.
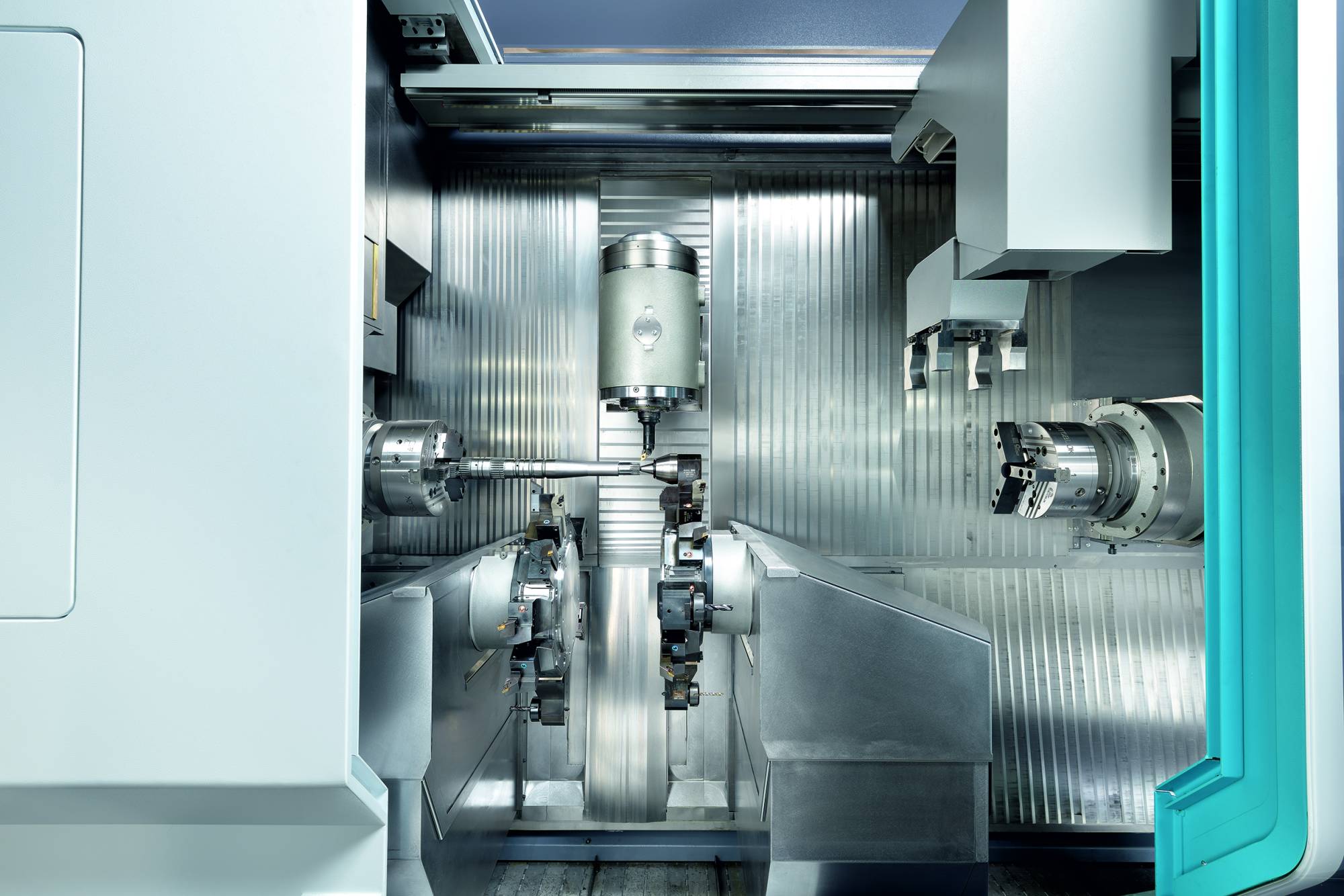
Dank des großen Arbeitsraumes und dem Abstand zwischen der Haupt- und Gegenspindel kann kollisionsunkritisch mit der Motorfrässpindel und den Werkzeugrevolvern zeitgleich an der Haupt- und Gegenspindel bearbeitet werden.
Ergonomisch ausgereift
Viel Augenmerk wurde bei der Neukonstruktion auf die Ergonomie gelegt. Alle relevanten Komponenten wie Haupt- und Gegenspindel, Revolver, Motorfrässpindel und Werkzeugmagazin sind für den Bediener leicht erreichbar, wobei die niedrige Störkante in Verbindung mit der gewählten, tiefen Spindellage nicht nur den modernsten Erkenntnissen der Ergonomie entspricht, sondern auch für einen technisch günstigen Schwerpunkt sorgt. Zudem wurde auch der Be- und Entladeplatz zum Rüsten der Werkzeuge für die Motorfrässpindel auf Spindelhöhe und damit ergonomisch gut positioniert.
Der Z-Achsenschlitten mit der Motorfrässpindel und der hydrodynamisch gelagerten Y/B-Achse sind als Portal symmetrisch ausgestaltet und ist oberhalb der Drehachse angeordnet. Mit ihrem leistungsstarken Antrieb (max. 26 kW, 110 Nm und 12.000 min-1) sowie mit der über einen Torquemotor direkt angetriebenen und hydrodynamisch gelagerten B-Achse lassen sich die unterschiedlichsten Bohr- und Fräsbearbeitungen durchführen. „Mit einem Y-Hub von +/-170 mm, einem Schwenkbereich der B-Achse von +/- 115 Grad sowie einem großem X-Verfahrweg von 750 mm können darüber hinaus auch alle Geometrien bis hin zur Fünfachsbearbeitung problemlos und produktiv hergestellt werden“, ergänzt Prust.

Optional kann eine 2-Achs-Handhabungseinheit für das Be- und Entladen sowie Reststückentnahme bis zu einem Teilegewicht von 20 kg integriert werden, so dass die G420 alles für den mannarmen Betrieb mitbringt.
Auch für kleine Losgrößen
Mit Motorfrässpindel und den beiden Revolvern kann die G420 auf insgesamt drei Werkzeugträger zugreifen. Die Motorfrässpindel bedient sich dabei hauptzeitparallel aus einem ein- oder optional zweireihigen Werkzeugmagazin, das Platz für 58 oder 116 Werkzeuge (HSK-T63 oder Capto C6) bietet. Im Standard können Werkzeuge bis zu einem Werkzeuggewicht bis 10 kg und einer Länge von 500 mm genutzt werden. Damit ist auch der Einsatz von lang auskragenden Werkzeugen kein Problem, was insbesondere für die mehrachsige Bearbeitung Vorteile bietet. Die Y/B-Pinole wird dabei von einem Torquemotor mit direktem Messsystem bewegt. Da zudem jeder Revolver mit je zwölf Werkzeugplätzen ausgestattet ist, stehen mehr als genügend Werkzeuge zur Verfügung, um auch anspruchsvolle Aufgabenstellungen ohne zusätzlichen Rüstaufwand abzudecken.
Die beiden Revolver sind mit VDI 40 Werkzeugaufnahmen ausgestattet und stellen je Werkzeugrevolver zwölf Stationen zur Verfügung, die alle mit angetriebenen Werkzeugen bestückt werden können. Hierfür stellen die beiden Werkzeugträger 7,5 kW, 35 Nm und Drehzahlen bis zu 5.400 min-1 zur Verfügung. Die beiden Werkzeugrevolver sind nicht nur in X- und Z-Richtung, sondern auch mittels einer linearen Y-Achse +/- 70 mm verfahrbar.
Kollisionsunkritische Bearbeitung
„Für die effektive Komplettbearbeitung von langen oder wellenförmigen Werkstücken können bis zu drei Werkzeugträger – alle mit Y-Achse – eingesetzt werden. Ferner kann eine Revolverlünette als zusätzliches Werkzeug auf den Revolvern aufgebaut werden. Dank des großen Arbeitsraumes und dem Abstand zwischen der Haupt- und Gegenspindel kann kollisionsunkritisch mit der Motorfrässpindel und den Werkzeugrevolvern zeitgleich an der Haupt- und Gegenspindel bearbeitet werden. Durch das Abtauchen der Werkzeugrevolver kann jeder Werkzeugträger frei an beiden Spindel bearbeiten“, hebt Prust die konstruktiv bedingten Merkmale hervor.
Beide Arbeitsspindeln sind fluidgekühlt und bieten einen Stangendurchlass von 102 mm. Im Standardfall kann ein Spannmittel der Baugröße 340 eingesetzt werden. Die max. Spannfuttergröße beträgt 400. Die maximale Drehlänge von 1.600 mm erlaubt so die wirtschaftliche Bearbeitung eines breitgefächerten Teilespektrums. Die Motorspindeln der Haupt- und Gegenspindel stehen durch ihre Dynamik, Leistung (34 kW) und Drehmoment (35 Nm) für eine produktive Drehbearbeitung.
Mannarmer Betrieb
Optional kann zudem eine 2-Achs-Handhabungseinheit für das Be- und Entladen sowie Reststückentnahme bis zu einem Teilegewicht von 20 kg integriert werden, so dass die G420 alles für den mannarmen (zum Teil gar mannlosen) Betrieb mitbringt. Als Steuerung ist eine Siemens 840D SL adaptiert, die über das Index-System iXpanel bedient wird. Dank der ganzflächig berührungsempfindlichen Oberfläche ermöglicht iXpanel dem Anwender über Softkeys ein komfortables Einrichten und Steuern.
Teilen: · · Zur Merkliste