anwenderreportage
Paul Horn Stechsystem 316: Sonderwerkzeug als Bearbeitungsturbo
Türöffner für weitere Projekte: Fünf Sekunden pro Werkstück eingespart, Werkzeugkosten halbiert und Maschinenstillstandzeiten reduziert. Das erreichte das Projektteam (Horn-FSB), welches sich mit der Optimierung des Fertigungsprozesses eines Führungsansatzes für einen Türdrücker beschäftigte. Sebastian Rothkegel und Frederic Schunicht von FSB (Franz Schneider Brakel GmbH) aus Brakel, setzten für die Umsetzung des Prozesses auf das Know-how und die Erfahrung der Paul Horn GmbH, in Österreich vertreten durch die Wedco.
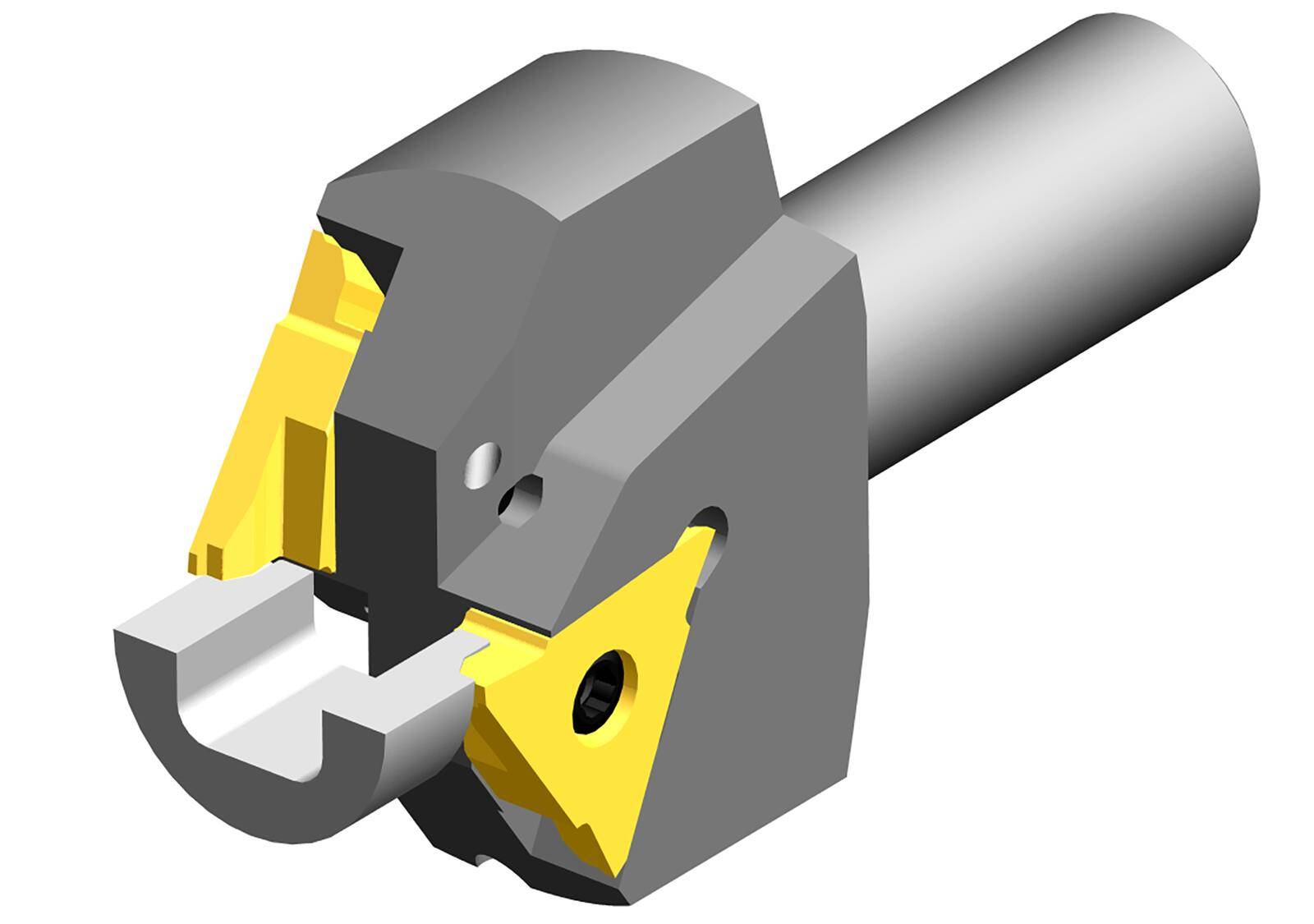
Das Sonderwerkzeug des Typs 316 brachte FSB bei der Fertigung eines Führungsansatzes hohe Einsparungen.
Shortcut
Aufgabenstellung: Prozessoptimierung bei der Fertigung eines Führungsansatzes.
Lösung: Doppelschneidiges Sonderwerkzeug des Typs 316 von Horn.
Vorteil: Fünf Sekunden pro Werkstück eingespart, Werkzeugkosten halbiert und Maschinenstillstandzeiten reduziert.
Vor Ort unterstütze Thomas Dück den Hersteller von hochqualitativen Türdrückern und Schliesssystemen. Der Außendienstmitarbeiter von Horn löste die Aufgabe zur Prozessoptimierung mit einem doppelschneidigen Sonderwerkzeug des Typs 316. „Das Sonderwerkzeug hat auf Anhieb eingeschlagen und bietet eine hervorragende Standzeit“, berichtet der Vorarbeiter Frederic Schunicht.
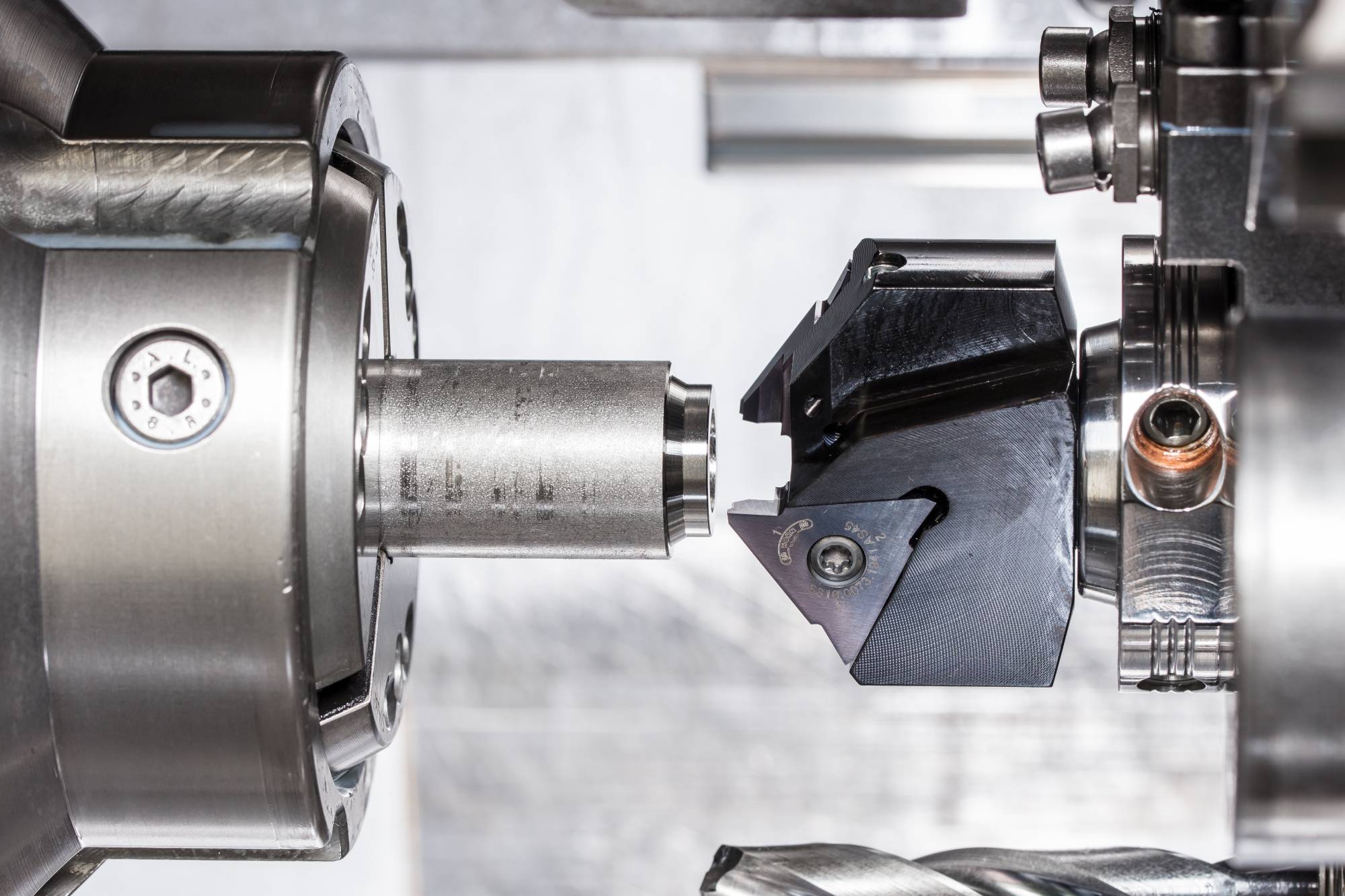
Zwei gegenüberliegende Schneiden sorgen für einen ausbalancierten Schnittdruck und doppelten Vorschub.
Sonderwerkzeuge innerhalb von fünf Werktagen
Sonderwerkzeuge ähnlich wie von FSB verwendet, werden in Österreich durch Wedco vertrieben. Bearbeitungen, die sich mit Standardwerkzeugen nicht mehr lösen lassen bzw. aufgrund der Losgrößen nicht mehr wirtschaftlich durchführbar sind, werden von den Zerspanungsspeziallisten von Wedco geprüft und in Zusammenarbeit mit Horn als Sonderlösung realisiert. Dabei wird nicht nur die tatsächliche Bearbeitung in Augenschein genommen, sondern auch auf Kundenwünsche eingegangen – auch andere Rahmenbedingungen wie Vorbearbeitung und Taktzeiten werden berücksichtigt. Durch die schnellen Durchlaufzeiten in der Fertigung von Horn können die freigegebenen Sonderwerkzeuge zum Teil innerhalb von fünf Werktagen fertig geleifert werden. Wedco konnte so bereits bei vielen Kunden aus der Automobilindustrie, der Medizintechnik, dem Werkzeug- und Formenbau, aber auch bei Lohnfertigern, Einsparungen in der Fertigung bringen.
Hohe Qualität
Architekten und Bauherren greifen bevorzugt nach den Produkten aus Brakel. Die hohe Qualität und Langlebigkeit sind in öffentlichen Gebäuden, Hotels sowie in Privathaushalten geschätzt. Edelstahl, Messing, Bronze oder Aluminium sind die Werkstoffe der Türdrücker, welche täglich Millionen Menschen in die Hand nehmen. Zur Fertigung der Drücker kommen bei FSB mehrere Produktionsverfahren zum Einsatz. Neben dem klassischen Guss und dem Schweißen sind einige Baureihen auch fünfachsig aus dem Vollen gefräst. Viele Arbeitsschritte geschehen bei FSB jedoch in Handarbeit. Je nach Design und Kundenbestellungen sind die Drücker von Hand poliert oder gebürstet.
Bei der Fertigung eines Führungsansatzes bestand das Potential zur Verbesserung. Die Abteilung von Sebastian Rothkegel, Leiter der Edelstahlfertigung bei FSB, fertigt von diesem Bauteil mehrere hunderttausend Stück pro Jahr. Der Führungsansatz dient zur Aufnahme des Vierkantes, mit dem die zwei Drücker einer Tür und deren Beschlag verbunden sind. Der Führungsansatz wird später mit dem Türdrücker verschweißt. Die Außenkontur des Werkstücks aus austenitischem Edelstahl kopierten die Facharbeiter mit ISO-Werkzeugen. „Die Standzeiten waren bei den hohen Stückzahlen nicht zufriedenstellend. Des Weiteren wollten wir die Taktzeit und den Messaufwand der Kontur reduzieren“, erzählt Schunicht.
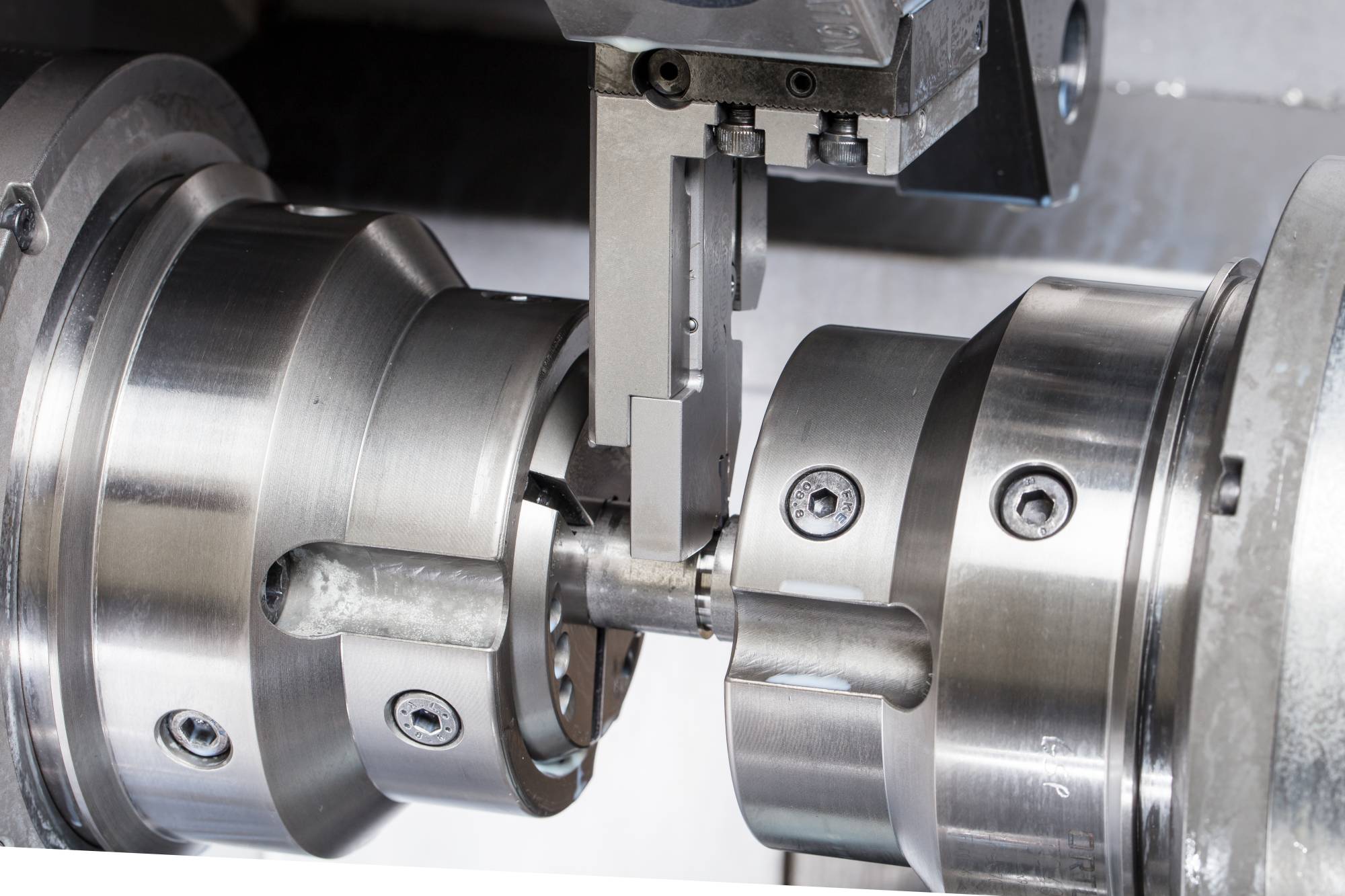
Den Abstich des Führungsansatzes übernimmt ein Horn-Stechsystem mit innerer Kühlmittelzufuhr des Typs S100.
Infos zum Anwender
Das Kürzel FSB steht weltweit als Synonym für funktional hochwertige Systemlösungen für Türen und Fenster. Das Unternehmen gründete Franz Schneider im Jahr 1881 in Iserlohn. Im Jahr 1909 verlegte Schneider den Firmensitz in das ostwestfälische Brakel. Er fügte das B für Brakel zu seiner Signatur hinzu und die Marke FSB war geboren. Heute fertigt das Unternehmen mit 550 Mitarbeitern hochqualitative Tür- und Fensterbeschläge, Schlösser und barrierefreie Ergosysteme. Darüber hinaus entwickelt und fertigt man Lösungen im Bereich des elektronischen Zutrittsmanagements.
www.fsb.de
Doppelter Vorschub durch doppelte Schneiden
Im Jahr 2010 begann die intensive Zusammenarbeit zwischen FSB und Horn. In dieser Zeit konnte Thomas Dück, Außendienstmitarbeiter und technischen Berater bei Horn, schon einige Zerspanungsaufgaben von FSB lösen. „Wir haben damals Horn für Stoßversuche eines Vierkants zu uns eingeladen. Aufgrund des Erfolges hatten wir darauf die Horn-Abstechplatten und weitere Sonderlösungen im Einstechbereich getestet und direkt danach in unsere Fertigung implementiert. Bei neuen Projekten ist Horn definitiv immer einer der ersten Ansprechpartner für uns“, erinnert sich Rothkegel.
Für die Optimierung des Bearbeitungsprozesses kontaktierte Schunicht erneut Thomas Dück. Nach der Analyse der Fertigungsstrategie empfahl dieser, die Kontur mit einem zweischneidigen Sonderwerkzeug zu bearbeiten. Das Profil der präzisionsgeschliffenen Werkzeugschneiden gleicht dem Profil der Werkstückkontur. Damit ist die Außenkontur, inklusive der Planfläche, nach einem Einstich gefertigt. Für die 5 mm tiefe Kontur wählten die Konstrukteure von Horn den dreischneidigen Stechplattentyp 316. Die Auslegung des Werkzeugs gleicht einem Senkwerkzeug, welches die Kontur in einer axialen Bewegung zum Werkstück fertigt. „Durch die zwei identischen Schneiden ist der Schnittdruck ausbalanciert und wir können mit dem doppelten Vorschub fahren“, so Dück weiter. Die Schnittgeschwindigkeiten liegen bei 300 m/min (Durchmesser 24 mm) und 160 m/min (Durchmesser 19 mm). Der Vorschub für die axiale Bewegung liegt bei 0,2 mm pro Umdrehung. Als Maschine dient eine Index C100.

Erfolgreiche Zusammenarbeit (v.l.n.r.): Sebastian Rothkegel, Leiter der Edelstahlfertigung bei FSB, im Gespräch mit Thomas Dück, Außendienstmitarbeiter und technischer Berater bei Horn, und Frederic Schunicht, Vorarbeiter bei FSB.
11.000 Bauteile pro Aufspannung
„Das Sonderwerkzeug hat auf Anhieb eingeschlagen und bietet eine hervorragende Standzeit. Die Projektarbeit war wie immer sehr systematisch und wurde auch in diesem Fall mit einem positiven Ergebnis abgeschlossen“, so Rothkegel. Durch das Sonderwerkzeug resultiert eine Zeiteinsparung von fünf Sekunden pro Werkstück. In Verbindung mit der inneren Kühlmittelzufuhr (80 bar) des Werkzeugträgers direkt auf die Wirkstelle ergibt sich eine Standzeit von 11.000 Bauteilen pro Aufspannung beziehungsweise 33.000 Werkstücken pro Wendeschneidplattenpaar. Trotz Sonderwendeschneidplatten konnten die Werkzeugkosten, im Vergleich zu den ISO-Werkzeugen, um 50 Prozent verringert werden. Darüber hinaus entfällt durch diese Bearbeitungsstrategie der Messaufwand der Kontur. Den Abstich des Werkstücks übernimmt ebenfalls ein Horn-Stechsystem mit innerer Kühlmittelzufuhr des Typs S100.
Eine reduzierte Maschinenstillstandzeit und ein geringerer Rüstaufwand sind weitere positive Effekte der Umstellung des Prozesses. Die umfangsgeschliffenen Schneidplatten des Typs 316 bieten durch die präzisen Plattensitze hohe Wechselgenauigkeit beim Drehen der Platte. Zur Aufnahme in einem Spannfutter ist der Werkzeugträger mit einem Rundschaft mit 20 mm Durchmesser versehen. In Verbindung mit einem Hydrodehnspannfutter entfällt das Ausmessen des Werkzeugs beim Werkzeugwechsel, da der Horn-Werkzeugträger auf Anschlag in dem Futter gespannt ist.
Hohe Lösungskompetenz
Horn bietet, neben 20.000 Standardlösungen, mit über 120.000 Sonderlösungen eine hohe Kompetenz, Werkzeuge direkt auf den Fertigungsprozess des Kunden anzupassen. Sonderwerkzeuge können in Serienproduktionen, aber auch in Kleinserien, Bearbeitungsschritte optimieren und einsparen. Nahezu jeder Horn-Schneidplattentyp lässt sich speziell abstimmen. Der Werkzeugträger ist hierbei frei auf die Anwendung gestaltbar. Die Grenze setzt bei der Auslegung nur die Schnittstelle und Bauform der Maschine sowie die Bearbeitungsart. Das dreischneidige Stechsystem 316 basiert auf dem System 315. Die Werkzeuge gehören fast seit der Gründung der Paul Horn GmbH zu dem Portfolio des Tübinger Werkzeugherstellers und wurden stetig weiterentwickelt. Sie zeichnen sich durch ihre Vielseitigkeit in der Werkzeugauslegung und die drei Schneidkanten aus.
Teilen: · · Zur Merkliste