anwenderreportage
Kennametal KSEM: Gratwanderung im Bohren gemeistert
Die optimale Abstimmung von Schnittdaten zu Werkzeugstandzeit ist der Schlüssel für eine wirtschaftliche Zerspanung. Wenn es gilt, unglaubliche 290.000 Durchgangsbohrungen herzustellen, sind diese Faktoren umso bedeutender. Der Linzer Großteilefertiger Bilfinger Maschinenbau erhielt den Zuschlag für dieses nicht alltägliche Bearbeitungsprojekt. Das modulare Bohrsystem KSEM™ von Kennametal konnte dabei seine Stärken absolut ausspielen. Von Ing. Robert Fraunberger, x-technik

In jede der 16 zu fertigenden Halbrundplatten mit Durchmesser 8.000 mm und Dicke von 100 bzw. 115 mm aus SA-516 Gr.70 (DIN 1.0565) wurden rund 18.000 Bohrungen eingebracht. Die hohe Verschleißfestigkeit und Flexibilität des Bohrsystems KSEM vor allem bei den großen Bohrtiefen und -durchmessern war ein wesentlicher Erfolgsfaktor.
Shortcut
Aufgabenstellung: Wirtschaftliche Bohrungsbearbeitung von Durchmesser 27,5 bzw. 34,6 mm, Bohrtiefe 100 bzw. 115 mm. Anzahl: 290.000 Bohrungen.
Material: SA-516 Gr.70 (DIN 1.0565)
Lösung: Modulares Bohrsystem KSEM™ von Kennametal bei Durchmesser 27,5 mm, Bohrtiefe 115 mm: WSP KSEM2765HPGM, Sorte KC7315, Halter KSEM275R5WN32M, Nachschliff BXK232
Nutzen: Hohe Standzeit und Wirtschaftlichkeit; hohe Prozesssicherheit; Nachschleifservice innerhalb zwei Wochen.
Die Bilfinger Maschinenbau GmbH & Co KG (Anm.: ehemals MCE) mit Sitz in Linz ist seit 2010 ein Unternehmen der Bilfinger SE und auf die Herstellung sowie Bearbeitung großer, schwerer und komplexer Bauteile hauptsächlich aus Stahl spezialisiert. Mit rund 200 Mitarbeitern, davon 60 in der mechanischen Fertigung, ist man ein zuverlässiger Engineering- und Fertigungspartner für den schweren Maschinen-, Apparate- und Anlagenbau sowie den Bereich Maschinenmontage. „Unser Leistungsspektrum ist äußerst umfangreich und umfasst Flugzeugteile, Laufräder für Wasserturbinen, große und schwere Gehäuse für Gas- und Dampfturbinen, verschiedenste Schweißkonstruktionen, Behälter, Wärmetauscher und Reaktoren für die petrochemische Prozessindustrie sowie Zement- und Edelerzmühlen“, zeigt Johann Gattringer, Leitung mechanische Fertigung, auf.
Neben der eigentlichen Fertigung bieten die Linzer ebenso eine fachspezifische Beratung und Unterstützung bei der Erstellung fertigungsgerechter Zeichnungen und Spezifikationen an. „Auf Wunsch übernehmen wir gerne Engineering-Dienstleistungen oder Konstruktionsaufgaben“, skizziert Gattringer, der mehr als 30 Jahre Erfahrung in der Großteilebearbeitung mitbringt, die kundenorientierte Ausrichtung von Bilfinger Maschinenbau. Detailengineering, Fertigungsberatung, Werkstoffprüfungen, Maschinenmontagen und Reparaturen ergänzen somit das Angebot. Diese breite Leistungspalette ermöglicht die sichere und kostengünstige Verarbeitung von vor allem hochwertigen Stählen, aber auch Aluminiumkomponenten, Super Alloys, Sphäroguss- oder Nickelwerkstoffe.
Die aktuelle wirtschaftliche Situation ist laut Gattringer sehr gut, obwohl der Energiebereich in den letzten Jahren generell stagniert. „Wir sehen vor allem aufgrund der aktuell stattfindenden Marktbereinigung wieder gute Wachstumschancen und sind sehr positiv für die Zukunft gestimmt.“

Das modulare Bohrsystem KSEM von Kennametal überzeugte im Projekt durch hohe Schnittwerte bei gleichzeitig hoher Standzeit. Auch die Möglichkeit, die Schneidkörper bis zu zweimal nachzuschleifen, war für Bilfinger Maschinenbau ein wichtiges Entscheidungskriterium.

Modulares Bohren mit Vollhartmetal-Performance
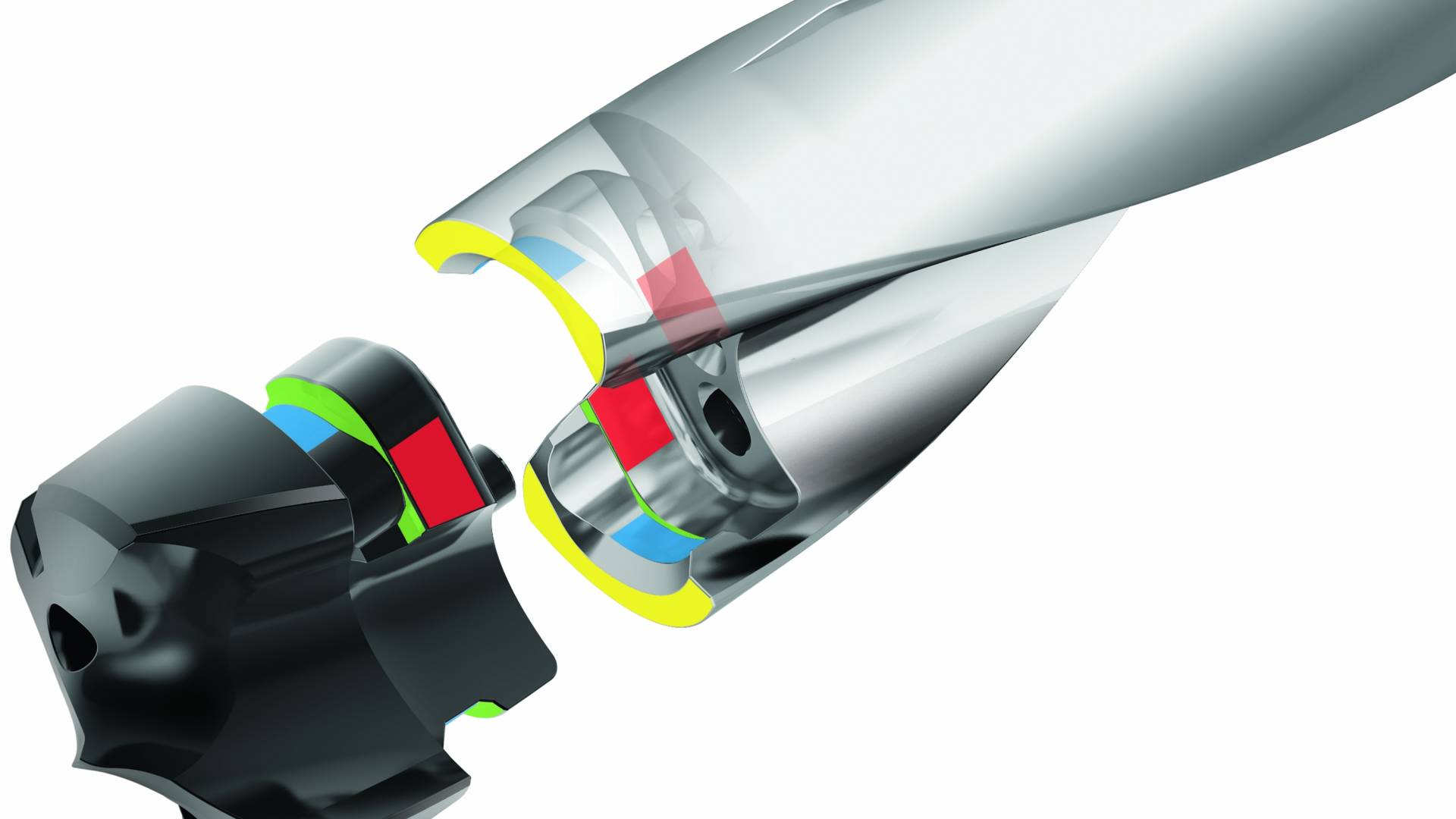
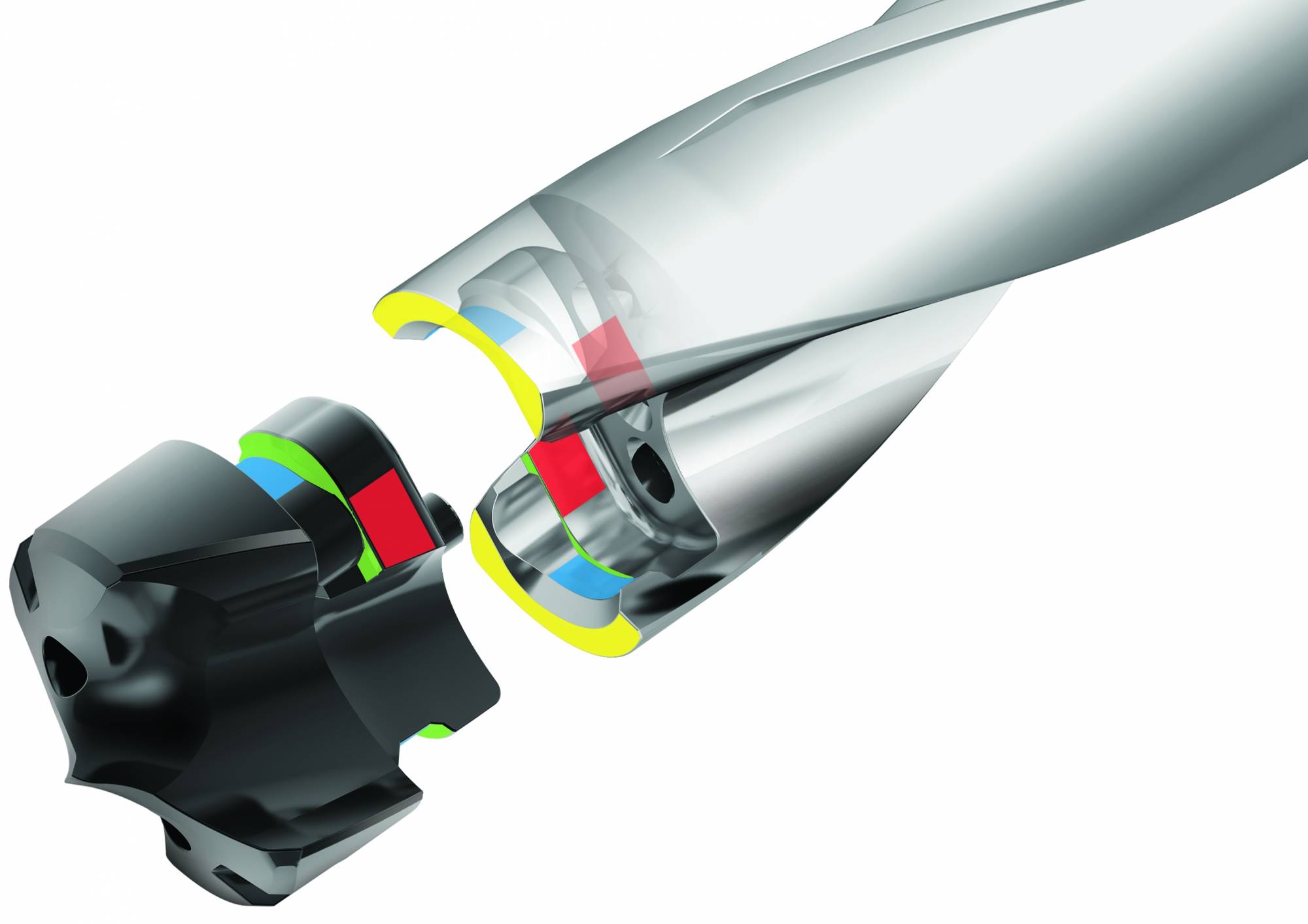
Die Kompetenz im Bereich Bohren hat Kennametal bei Bilfinger Maschinenbau auch mit dem neuen Wechselkopfbohrer KenTip FS bewiesen. Bei speziellen Anwendungen konnten mit dem neu entwickelten Bohrwerkzeug bereits erste positive Ergebnisse in Stahl und rostfreiem Stahl mit Bohrtiefen von 12xD erzielt werden.
Auf den ersten Blick unterscheidet sich der KenTIP FS nur wenig von sonstigen modularen Bohrsystemen. Doch der KenTIP FS verfügt nicht nur über zwei Kühlmittelauslässe, sondern ist mit gleich vier Kühlmittelkanälen ausgestattet: zwei an der Spitze und zwei in der Spannut unmittelbar unterhalb des Schneideinsatzes. Diese Mehrfachkühlung ermöglicht einen deutlich höheren Kühlmitteldurchsatz, die Bildung von Spänenestern wird verhindert, die Wärmeabfuhr verbessert, die Lebensdauer des Werkzeugs somit verlängert und die Bohrungsqualität gesteigert.
Mechanische Bearbeitung von Großteilen
Die Präzisionsbearbeitung von außergewöhnlich großen Werkstücken ist die eigentliche Spezialität der Linzer. „Der leistungsfähige Maschinenpark sowie vor allem auch die jahrelange Erfahrung unserer Mitarbeiter gewährleisten höchste Qualität und Termintreue“, betont der Fertigungsleiter. Das Bearbeitungsangebot reicht, wie bereits erwähnt, von Turbinenlaufrädern aller Art über Bauteile mit komplexen Freiformflächen bis hin zu schwersten Gehäusen und Komponenten für Kraftwerke. Demensprechend ist auch der Maschinepark ausgerüstet.
In den großzügigen Fertigungshallen, die für das Handling von Stückgewichten bis 300 t ausgelegt sind, befinden sich Karusselldrehmaschinen, Bohr-Fräswerke und verschiedene Bearbeitungszentren, die eine Zerspanung von Bauteilen und Komponenten bis 17,5 m Durchmesser, 24 m Länge und 6,5 m Höhe ermöglichen.

Späne ohne Ende: Das Bohrsystem KSEM sorgte für die hohe Prozesssicherheit. Kennametal konnte laut Bilfinger Maschinenbau bei diesem Projekt seine Kompetenz im Bereich der Bohrungsbearbeitung einmal mehr unter Beweis stellen.
Nicht alltägliches Projekt
Im Frühjahr 2019 hat man in Linz einen zwar typischen Auftrag über Großteilebearbeitung erhalten, welcher jedoch aufgrund der enormen Anzahl der zu erstellenden Bohrungen nicht alltäglich war. Denn rund 18.000 Durchgangsbohrungen mussten in jede der 16 zu fertigenden Halbrundplatten mit Durchmesser 8.000 mm und Dicke von 100 bzw. 115 mm aus SA-516 Gr.70 (DIN 1.0565) eingebracht werden. In Summe also unglaubliche 290.000 Bohrungen mit zwei unterschiedlichen Durchmessern von 27,5 bzw. 34,6 mm.
Dem Team bei Bilfinger Maschinenbau war von Anfang an klar, dass hier für einen wirtschaftlichen Erfolg ein optimal abgestimmtes Bearbeitungskonzept mit gleichzeitig effizienten Bohrwerkzeugen erforderlich ist. Als Bohrwerk wurde eine Skoda W200T definiert – der Werkzeugpartner war jedoch offen.
Roland Breitenbaumer, verantwortlich für die CNC-Programmierung dieser Bauteile, lud daher die in Frage kommenden Hersteller ein, um ein prozesssicheres Bearbeitungskonzept samt Werkzeugauslegung auszuarbeiten. „Vorrangig kontaktierten wir unsere langjährigen Werkzeuglieferanten. Denn neben einer hohen Wirtschaftlichkeit war uns natürlich auch entsprechendes Know-how und Verlässlichkeit sehr wichtig.“

Zufrieden mit dem Ergebnis (v.l.n.r): Johann Gattringer, Roland Breitenbaumer, Andreas Peterseil, (alle Bilfinger Maschinenbau) sowie Stefan Lesser und Florian Grabmair (Kennametal).

Roland Breitenbaumer
CNC Programmierung bei Bilfinger
„Wir sind mit der Zusammenarbeit mit Kennametal sehr zufrieden. Die Leistungsdaten und Standzeiten der Bohrwerkzeuge haben uns definitiv überzeugt. Auch das Nachschleifservice verlief zuverlässig und mit zwei Wochen extrem schnell.“
Überzeugende Schnittwerte und Standzeiten
In dem Auswahlverfahren samt Probebearbeitungen konnte sich schließlich Kennametal Österreich mit dem für Bilfinger überzeugendsten Angebot durchsetzen. Ausschlaggebend war einerseits die möglichen Schnittwerte im Verhältnis zur Standzeit und somit die Bearbeitungszeit, andererseits aber auch die Möglichkeit, die Schneidkörper zweimal nachzuschleifen. „Als wir von dem Projekt erfahren haben, war uns sofort klar, dass hier das unserer Meinung nach stabilste Bohrsystem der Branche zum Einsatz kommen muss“, bringt sich Stefan Lesser, Technische Beratung und Verkauf bei Kennametal Österreich, ein.
Konkret hat Kennametal für die beiden Durchmesser zwei Bohrwerkzeuge basierend auf dem modularen Bohrsystem KSEM™ ausgelegt. Mit einer Hauptzeit pro Bohrung von 11 bzw. 12 sec. bei einer Schnittgeschwindigkeit (vc) von bis zu 130 m/min und einem Vorschub pro Umdrehung (fn) von bis zu 0,5 mm/U hat man damit einen Standweg von 50 m erreicht. „Das modulare Bohrsystem KSEM™ überzeugt generell durch eine hohe Verschleißfestigkeit und Flexibilität vor allem bei großen Bohrtiefen und -durchmessern. Aufgrund des extrem robusten Plattensitzes mit vier Anlageflächen sind zudem sehr lange Standzeiten der auswechselbaren Schneidkörper und des Werkzeugkörpers möglich“, erklärt Florian Grabmair, Anwendungstechniker bei Kennametal. Das Standard-Werkzeugprogramm bietet Bohrungstiefen bis 10 x D bei einem Durchmesserbereich von 12,5 bis 40 mm an.
Zum Einsatz kommt die Sorte KC7315™, die über eine PVD-Mehrlagenschicht auf TiAIN-Basis verfügt. „Diese ermöglicht speziell in der Anwendung bei Stahl sehr hohe Schnittgeschwindigkeiten“, ergänzt Lesser weiter. Die Schneidplatte in HP-Ausführung gewährleistet geringe Axialkräfte und verhindert somit eine Durchbiegung des Werkstücks. Zusätzlich erhöht die gute Eigenzentrierfähigkeit die Genauigkeit der Bohrungen. In der praktischen Anwendung erfolgte dann aufgrund von unterschiedlichen Gefügen bzw. Materialspannungen noch eine genaue Abstimmung der Schnittwerte, um auch eine optimale Standzeit zu erreichen. „Mehr als erschwerend für die Berechnung der Standzeit vorab war die Tatsache, dass wir es hier mit 18.000 Eintritten und natürlich 18.000 Austritten pro Bauteil zu tun hatten (Anm.: Stichwort Späneklemmer). Da mussten wir zu Beginn natürlich noch feinjustieren und optimieren“, zeigt Lesser die enorme Quantität des Auftrags auf.
Die Kompetenz im Bereich Bohren hat Kennametal bei Bilfinger Maschinenbau auch mit dem neuen Wechselkopfbohrer KenTip FS bewiesen.
Nachschleifbare Schneidkörper
Sehr positiv war für Bilfinger Maschinenbau, wie bereits erwähnt, die Tatsache, dass die verwendeten Schneidkörper bis zu zweimal nachgeschliffen werden können – inklusive Abholservice. „Das reduzierte natürlich unsere Verschleißkosten erheblich. Kennametal ist uns hier mit einer Bearbeitungszeit von lediglich zwei Wochen sehr entgegengekommen“, freut sich Roland Breitenbaumer über die hohe Flexibilität des Werkzeugpartners.

Auf den ersten Blick unterscheidet sich der KenTIP FS nur wenig von sonstigen modularen Bohrsystemen. Doch der KenTIP FS verfügt nicht nur über zwei Kühlmittelauslässe, sondern ist mit gleich vier Kühlmittelkanälen ausgestattet.

Stefan Lesser
Technische Beratung und Verkauf Kennametal Österreich
„Das Projekt war für uns aufgrund der Anzahl der Bohrungen definitiv einzigartig. Wir sind sehr froh, dass wir mit unserem modularen Bohrsystem KSEM unseren Beitrag für eine wirtschaftliche Bearbeitung leisten konnten.“
Erfolgreiche Zusammenarbeit
„Das Projekt war für uns aufgrund der enormen Anzahl an Bohrungen definitiv einzigartig und anfänglich hatten wir ehrlicherweise auch Bedenken, ob unsere berechneten Werte passen. Wenn man da zehn Meter Standweg pro Schneide daneben liegt, kann man sich den Schaden vorstellen. Wir mussten daher die Gratwanderung zwischen optimaler Bearbeitungszeit und Standzeit meistern. Und ich denke, dass wir da ein sehr gutes Mittel gefunden haben und somit das Projekt erfolgreich abschließen konnten“, zeigt sich Stefan Lesser zufrieden.
Auch wenn man die anfänglich prognostizierten Werte aufgrund von Maschinenstabilität, Werkstoffeigenschaften etc. nicht ganz erreichen konnte, ist man seitens Bilfinger Maschinenbau mit der Zusammenarbeit absolut zufrieden: „Neben einer vorbildlichen Kommunikation und Unterstützung seitens der Anwendungstechnik von Kennametal verlief auch das Nachschleifservice tadellos. Kennametal hat bei diesem Projekt seine Kompetenz im Bereich der Bohrungsbearbeitung definitiv einmal mehr unter Beweis gestellt“, bestätigt Roland Breitenbaumer abschließend.
Infos zum Anwender
Die Bilfinger Maschinenbau GmbH & Co KG mit Sitz in Linz ist ein zuverlässiger Engineering- und Fertigungspartner für den schweren Maschinen-, Apparate- und Anlagenbau sowie den Bereich Maschinenmontage. Das Leistungsspektrum umfasst Flugzeugteile, Laufräder für Wasserturbinen, Bearbeitung von großen und schweren Gehäusen für Gas- und Dampfturbinen, Schweißkonstruktionen, Behältern, Wärmetauschern und Reaktoren für die petrochemische Prozessindustrie sowie Zement- und Edelerzmühlen. Das Unternehmen beschäftigt rund 200 Mitarbeiter.
Teilen: · · Zur Merkliste