anwenderreportage
Heller H 8000: Höchste Stabilität in vier Achsen
Die Premiere wird zum vollen Erfolg: Es war die erste Investition in ein Bearbeitungszentrum von Heller. Knapp ein Jahr später sieht man bei der high-tech-metals GmbH in Kirchbichl in Tirol diese Entscheidung als einen wesentlichen Schritt in die Zukunft. Stabilität, Zuverlässigkeit und Präzision überzeugen, Service und Kundennähe gehen nicht besser. Auch deshalb ist man jetzt schon sicher: Wenn alles so bleibt, wird das nächste 4-Achs-Bearbeitungszentrum wieder eine Heller.

Das 4-Achs-Bearbeitungszentren H 8000 von Heller. Bei Losgrößen über 200 Stück läuft die Maschine bei der high-tech-metals GmbH im Zwei-Schicht-Betrieb fünf Tage die Woche.
Shortcut
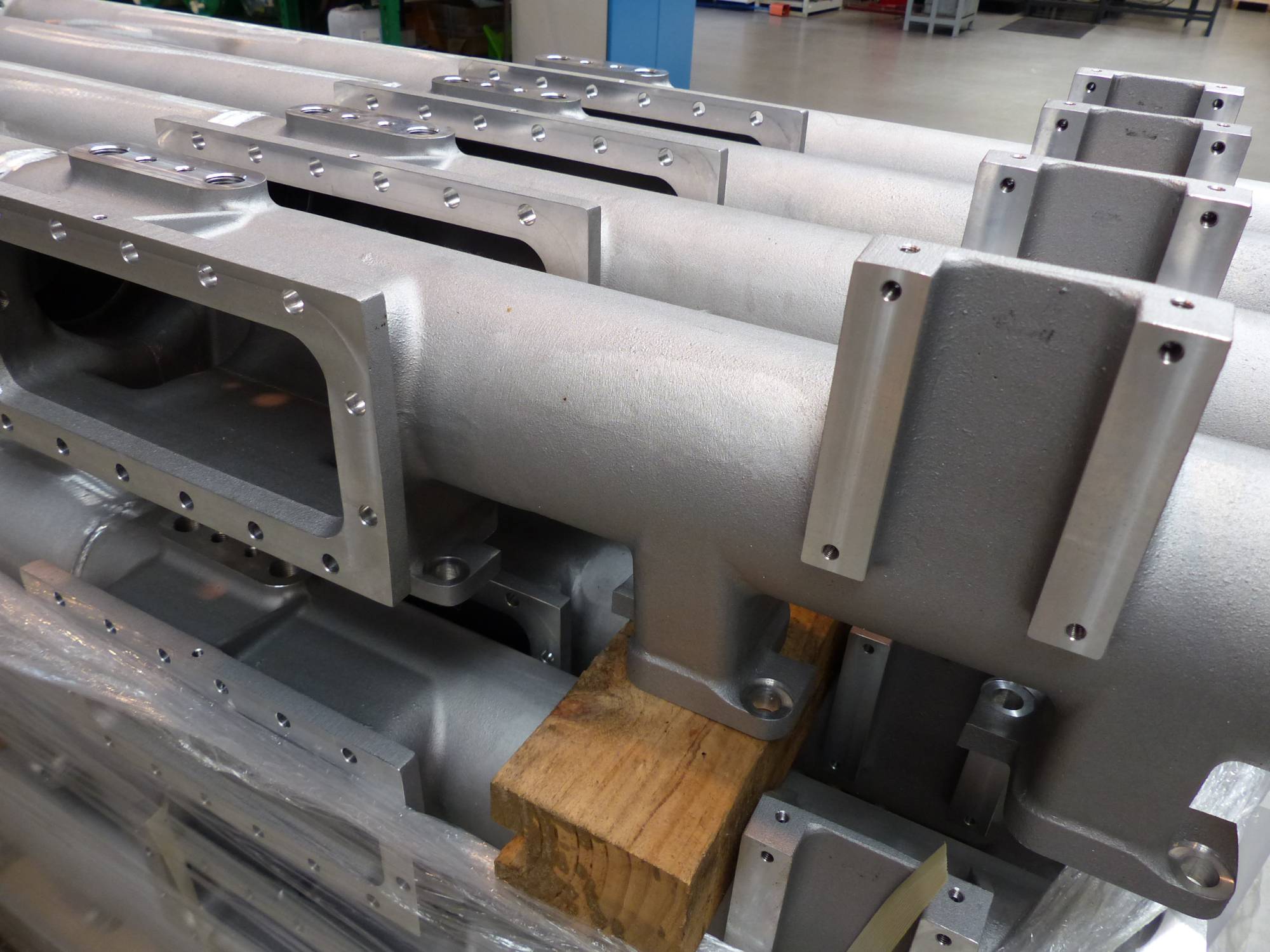
Aufgabenstellung: Serienfertigung von Lagerbügeln für Kurbelwellengehäuse aus GGG50.
Lösung: 4-Achs-Bearbeitungszentrum H 8000 von Heller.
Nutzen: Stabilität, Zuverlässigkeit und Präzision.
Wenn jemand mit Werkzeugmaschinen seit Jahrzehnten erfolgreich in der Automobilindustrie vertreten ist, müssen diese Maschinen zuverlässig funktionieren. Das waren 2018 die ersten Gedanken von Karl Raich, Geschäftsführer von high-tech-metals in Kirchbichl, als er sich mit der Investition in ein neues 4-Achs-Bearbeitungszentrum beschäftigte. Die bis dahin eingesetzte Maschine war in die Jahre gekommen und bei einem Maschinenstillstand von 15 bis 20 Prozent musste etwas getan werden. Mit Heller war er in der Vergangenheit schon öfter im Gespräch und so investierte Raich im Mai 2019 in das 4-Achs-Bearbeitungszentrum H 8000.

Gefräst wird u. a. anderem mit einem 80er Eckmesserkopf. Das sind Dimensionen, die der Spindel mit 60 kW und einem Drehmoment von 1.146 Nm keine Schwierigkeiten bereiten.

Karl Raich
Geschäftsführer von high-tech-metals
„Man darf nicht vergessen, dass es bei uns um Schwerzerspanung und damit richtig zur Sache geht. Die Maschine muss aber trotzdem exakt fahren. Die H 8000 von Heller macht da aber einen wirklich guten Job.“
Bauteile, die es in sich haben
Ein Jahr später sieht sich Raich in seiner Entscheidung mehr als bestätigt. Bei Losgrößen über 200 Stück läuft die Maschine im Zwei-Schicht-Betrieb fünf Tage die Woche. Konkret werden darauf u. a. Lagerbügel für Kurbelwellengehäuse aus GGG50 für einen großen österreichischen Hersteller von Gasmotoren gefertigt. Das sind Bauteile, die es allerdings in sich haben. Das Rohteil wiegt 20 kg, das Fertigteil noch 12 kg. Gefräst wird u. a. mit einem 80er WD-Eckmesserkopf. Das sind Dimensionen, die der Spindel mit 60 kW und einem Drehmoment von 1.146 Nm keine Schwierigkeiten bereiten. „Dass Heller im 4-Achs-Bereich stark ist, wusste ich. Die Herausforderung bei diesen Bauteilen sind aber die sehr anspruchsvollen Form- und Lagetoleranzen“, betont Raich. „In Konzentrizität und Parallelität bewegen wir uns bei ≤ 0,02 mm, in der Ebenheit zwischen 5 bis 8 µm. Man darf nicht vergessen, dass es bei uns um Schwerzerspanung und damit richtig zur Sache geht. Die Maschine muss aber trotzdem exakt fahren. Bei der Konzentrizitätsanforderung dürfen wir in beiden Achsen (x und y) nur max. 0,006 mm Abweichung haben, um in der geforderten Toleranz zu bleiben. Die H 8000 macht dabei wirklich einen guten Job. Wir fahren die Maschine Montagmorgen hoch und dann haben wir fast ohne Nachjustieren über mehrere Tage eine sehr stabile Produktion.“
Von dieser Stabilität und Kontinuität der Maschine war man in Kirchbichl von Beginn an begeistert. Vom Rundtisch hatte man zwar etwas mehr Agilität erwartet. Das ist für die Verantwortlichen allerdings mittlerweile zweitrangig, denn dieses vermeintliche Manko gleicht die H 8000 in mehreren Bereichen problemlos aus. Das beginnt zum Beispiel beim Werkzeugwechsel. Das Kettenmagazin fasst 150 Plätze, ist stabil, robust und schnell. Außerdem hat man in Kirchbichl von einer vierfach auf eine achtfach Aufspannung umgestellt und somit die Nebenzeiten enorm reduziert. So erwirtschaftet man nun den kalkulierten Stundensatz.

Die H 8000 bietet auch für den Maschinenbediener eine hervorragende Arbeitsumgebung.
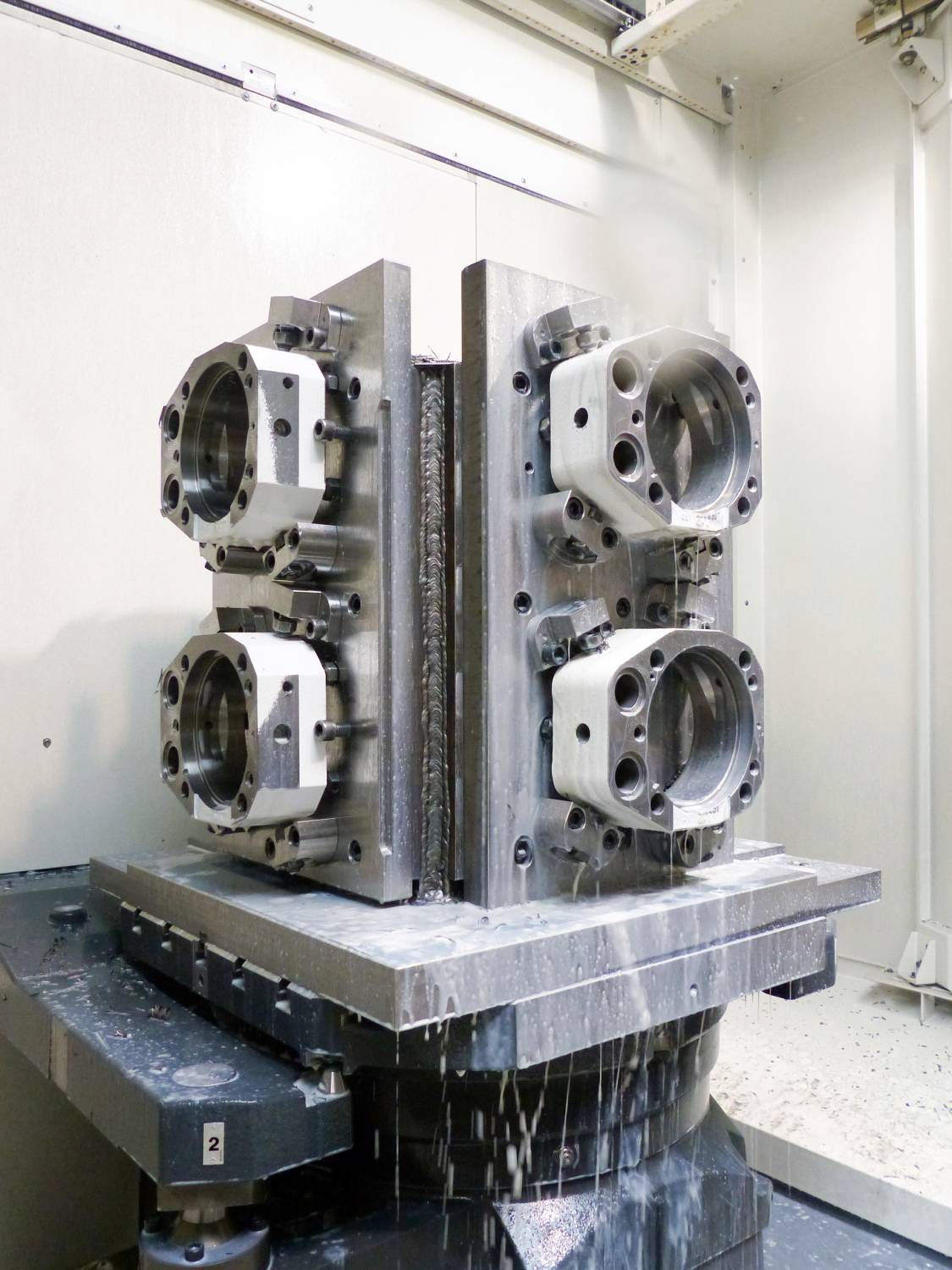
In Kirchbichl hat man von einer vierfach auf eine achtfach Aufspannung umgestellt und somit die Nebenzeiten enorm reduziert. So erwirtschaftet man nun den kalkulierten Stundensatz.

Bauteile aus GGG50, die es in sich haben. Das Rohteil wiegt 20 kg, das Fertigteil nur noch 12 kg.

Vertrauensvolle Zusammenarbeit: Karl Raich (links), Geschäftsführer von high-tech-metals, und Erich Stolz, Gebietsvertriebsleiter für Österreich und Südtirol bei Heller.

Erich Stolz
Gebietsvertriebsleiter für Österreich und Südtirol bei Heller
„Eine Investition in das Heller Condition Dependent Services (CDS) Paket ist sinnvoll, da man damit immer auf der sicheren Seite ist. Bei prozessrelevanten Grenzverletzungen benachrichtigt Heller den Anwender proaktiv.“
Für die Zukunft gerüstet
Als Lohnfertiger plant high-tech metals bei Investitionen natürlich in die Zukunft. Einerseits muss man weiter flexibel sein. Andererseits beabsichtigt man mit der H 8000 die nächsten 15 bis 20 Jahre zu fertigen. Deshalb hat man bei der neuen Heller in Kirchbichl auch einige Optionen gezogen: Neben der Erweiterung des Kühlmittelmanagements durch Hochdruckpumpen zählt dazu zum Beispiel auch das Werkzeugmagazin mit einer Werkzeug-Gewichterhöhung auf 35 kg sowie einer Erweiterung der Werkzeuglänge auf 800 mm. Obwohl der Werkzeugwechsler mit dem Kettenmagazin bereits im Standard robust und stabil ausgelegt ist, war das Karl Raich noch nicht genug: „Wir haben mit der Maschine jetzt den Vorteil, dass wir darauf die großen schweren Teile bearbeiten können. Aktuell kommen bei uns u. a. ein 62er-Wendeplattenbohrer und auch ein 100er-Walzstirnfräser mit großer Ausladung zum Einsatz. Bei solch kopflastigen Werkzeugen hätte unsere alte Maschine beim Werkzeugwechsel nicht mehr mitgespielt.“
Vorsorglich hatte man sich zudem, hinsichtlich der Optionen, auch über das Genauigkeitspaket unterhalten. Das war demnach nicht notwendig, da die H 8000 allein durch den Grundaufbau und die Mechanik die Präzision bringt, die man benötigt.



Infos zum Anwender
Die high-tech-metals Handels- und Fertigungs-GmbH wurde 1998 als Handelsbetrieb gegründet, beschäftigt 16 Mitarbeiter und hat sich seit 2001 in der Auftragsfertigung auf komplexe Großteile mit erhöhtem Bearbeitungsaufwand spezialisiert. Das Leistungsspektrum umfasst neben der spanabhebenden Bearbeitung auch die Teilevermessung, die auch als eigene Dienstleistung angeboten wird. Zum Kundenkreis zählen der allgemeine Maschinenbau, die Automobilindustrie, Energie & Offshore Industrie, Pharmaindustrie, Verkehrstechnik, Sondermaschinenbau, Textilindustrie, Wasserkraftbau und Zulieferer für Werkzeugmaschinenhersteller.
Verfügbarkeit von über 95 Prozent
Nun ist das Unternehmen high-tech-metals auf die Fertigung von Einzel- und komplexen 5-Achs-Großbauteilen spezialisiert. Mit dem 4-Achs-Bearbeitungszentrum von Heller konzentriert man sich aber auf den zweiten Geschäftsbereich, die Serienfertigung. Und wie bei solchen Investitionen üblich, hatte sich Karl Raich vor der Investition nicht nur über die technischen Daten, sondern auch über den Service von Heller informiert. Denn für ihn beginnt die Katastrophe bereits bei fünf Prozent Maschinenstillstand.
Über den Service von Heller hatte er aber nichts Negatives gehört. Im Gegenteil, aus dem Bekanntenkreis gab es dafür ausschließlich Lob. Nach einem Jahr unter Span liegt man mit der H 8000 bei einer Verfügbarkeit von über 95 Prozent. Dass dies auch weiter so bleibt, hat man sich aktuell für einen Wartungsvertrag mit Heller entschieden. „Eine Investition in das Heller Condition Dependent Services (CDS) Paket ist sinnvoll, da man damit immer auf der sicheren Seite ist. Die Vorschubachsen werden kontinuierlich auf Verschleiß überprüft und die Spindel ist mit einem Schwingungssensor ausgestattet. Zur Ermittlung des Zustandes einzelner Maschinenkomponenten werden Zustandsdaten mit Hilfe automatisierter Uploads und regelmäßiger Testserien erfasst bzw. generiert. Bei prozessrelevanten Grenzverletzungen benachrichtigt Heller den Anwender proaktiv“, erklärt Erich Stolz, Gebietsvertriebsleiter für Österreich und Südtirol bei Heller.
So scheint Karl Raich mit der Investition in die H 8000 alles richtig gemacht zu haben. Zumal er nach einem Jahr eben schon sicher ist, dass wenn alles so bleibt, auch das nächste 4-Achs-Bearbeitungszentrum aus Nürtingen kommen wird.
Teilen: · · Zur Merkliste