Kennametal HARVI Ultra 8X: Kennametals neuester Walzenstirnfräser bietet hohes Zerspanungsvolumen
Kennametals neuer Walzenstirnfräser HARVITM Ultra 8X verspricht ein extremes Zerspanungsvolumen. Bei einem Leistungstest überzeugte das Schruppwerkzeug nun bei der Berabeitung eines Titanblocks Ti-6Al-4V mit einer Abtragsleistung von mehr als 1.000 cm³ Material. Mit einer axialen Schnitttiefe von 95 mm, einer radialen Schnitttiefe von 200 mm und einer Vorschubrate von 423 mm/min arbeitete sich ein HARVI Ultra 8X mit einem Durchmesser von 80 mm in knapp drei Minuten durch diese für die Luft- und Raumfahrt entwickelte und nur schwer zu bearbeitende Superlegierung.

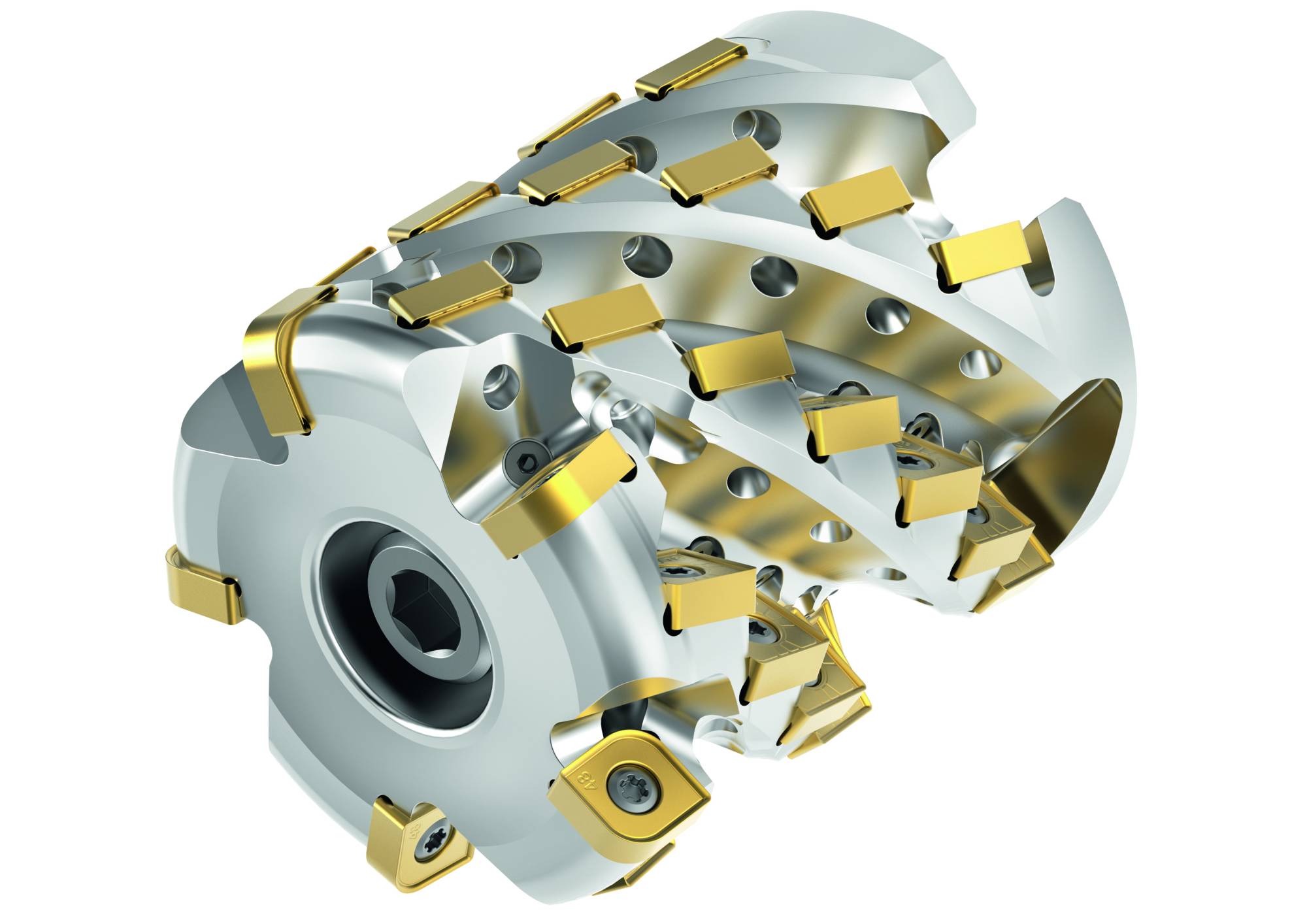
Wenn es um besonders hohe Zerspanraten geht, geht kein Weg am Walzenstirnfräser HARVI Ultra 8X von Kennametal vorbei.
Tim Marshall, verantwortlich für den Bereich Wendeplattenfräsen bei Kennametal, hat den HARVI Ultra 8X bei zahlreichen Kunden getestet und dabei die Einsatzmöglichkeiten des neuen Fräsers immer weiter ausgebaut. Nun können mit dem Walzenstirnfräser vom Edelstahl des Typs 15-5 PH über Gusseisen bis hin zu Sonderlegierungen des Typs Aermet 100 (hochfester Stahl) die unterschiedlichsten Werkstoffe bearbeitet werden.
„Kennametal hat den HARVI Ultra 8X entwickelt, um den unterschiedlichen Anforderungen des Marktes gerecht zu werden“, erklärt Marshall. „So werden in der Luft- und Raumfahrtindustrie angesichts des steigenden Bedarfs an Flugzeugen Werkzeuge benötigt, die höchste Zerspanungsleistungen bei exzellenter Standzeit bieten. Demgegenüber brauchen Werkzeugmaschinenhersteller und einige andere Anwender Werkzeuge, die hohen Schnittgeschwindigkeiten standhalten, aber gleichzeitig nur geringe Bearbeitungskräfte erzeugen, um den Verschleiß an Maschinenkomponenten auch unter extremen Schnittbedingungen gering zu halten. Der neue HARVI Ultra 8X erfüllt all diese Anforderungen, kann jedoch noch viel mehr.“
Sowohl beim Nutenfräsen als auch beim Profilfräsen lassen sich mit dem HARVI Ultra 8X immer bis zu 328 cm3 Titan pro Minute zerspanen. Dabei beträgt die Standzeit mindestens eine Stunde.
328 cm³ pro Minute in Ti-6Al-4V
Auch wenn bei der Bearbeitung viele Späne anfallen, sollte ein Werkzeug nach Möglichkeit länger als drei Minuten im Eingriff verbleiben können. Und das ist laut Marshall mit dem HARVI Ultra 8X ohne weiteres möglich. „Mit diesem Werkzeug können pro Minute 328 cm³ Ti-6Al-4V entfernt werden und dennoch wird eine Standzeit von 60 Minuten pro Schneide erreicht.“ Diese guten Werte seien der besonderen Konstruktion des neuen Fräsers zu verdanken.
Die doppelseitigen Wendeschneidplatten verfügen über einen positiven Spanwinkel, zudem sind die Kosten pro Schneide gering. Gleichzeitig sinkt der Energieverbrauch um bis zu 50 Prozent. Die verwendetet AlTiN+TiN PVD-Beschichtung zeichnet sich durch exzellente thermische Beständigkeit aus. Im Gegensatz zu anderen Sorten am Markt führt die Kennametal Hochleistungs-Hartmetallsorte KCSM40 laut Marshall zudem zu einer deutlich längeren Standzeit.
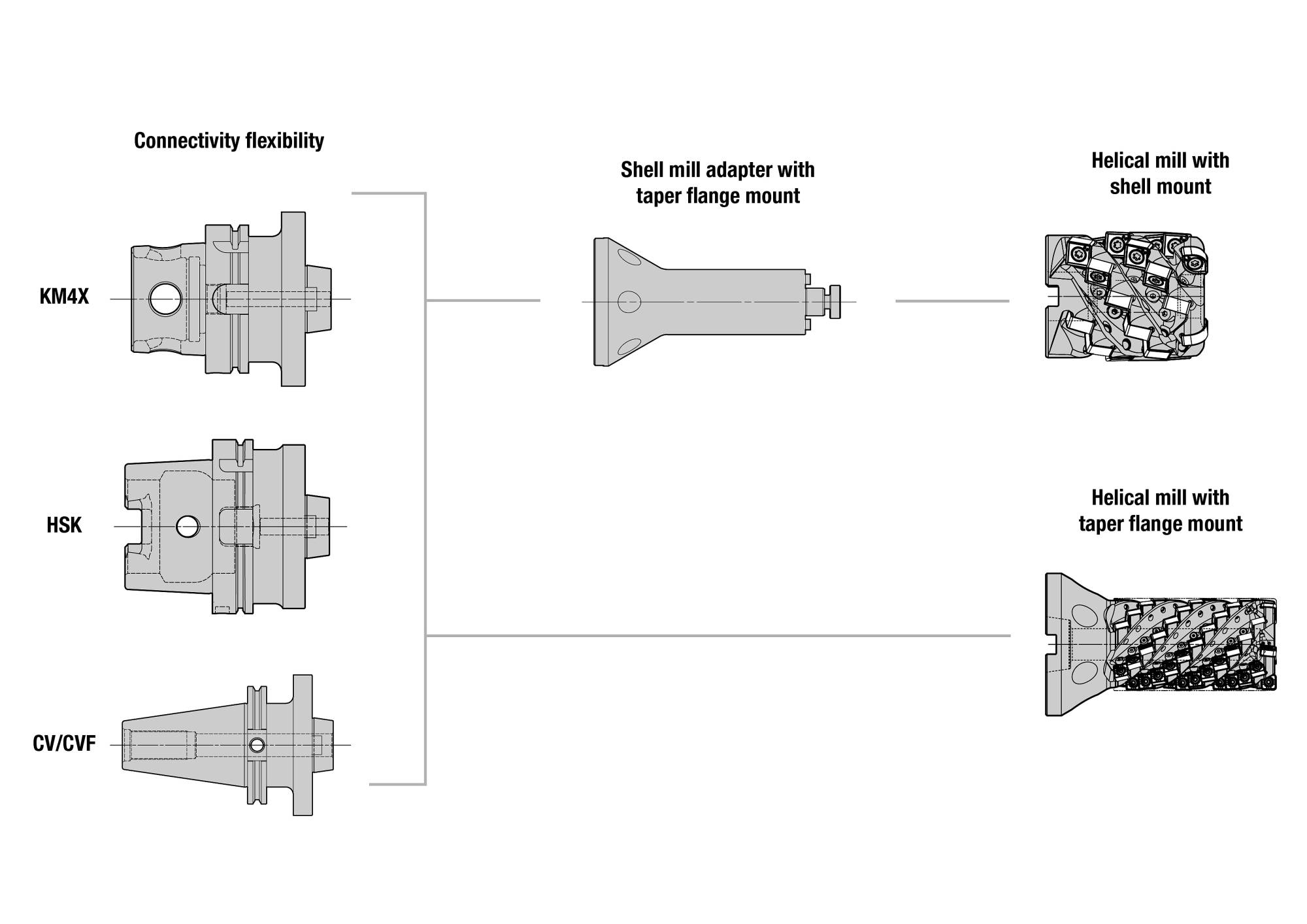
Der Fräskörper des HARVI Ultra 8X ist aus einem hochwertigen Stahl gefertigt. Daraus ergibt sich selbst bei hohen Schnittkräften eine verbesserte Steifigkeit. Zusätzlich bietet die aufschraubbare Kegelflansch-Aufnahme im Vergleich zu den übrigen, in aller Regel aufsteckbaren Aufnahmen eine hervorragende Biegesteifigkeit.
Durch die variable Helix-Ausführung des HARVI Ultra 8X werden Vibrationen und Resonanzschwingungen reduziert. „Es verlängert sich die Werkzeugstandzeit, die Teilequalität steigt und der Durchsatz erhöht sich“, so Marshall.

Die Kegelflanschaufnahme und der KM4X-Anschluß sorgen für höchste Stabilität.
Geringere Schnittkräfte
Der zuletzt genannte Punkt seien besonders wichtig, denn durch die variable Helix-Geometrie wird ein Schwingungsaufbau, der das Hartmetall beschädigen würde, deutlich reduziert. Förderlich ist in diesem Zusammenhang auch die Verwendung von 10 mm und 12 mm Wendeschneidplatten. Da dank der verringerten Größe finden mehr Platten im Fräskörper Platz und jede einzelne Wendeschneidplatte ist demnach bei der Schwerzerspanung geringeren Belastungen ausgesetzt.
Dank einer präzisen Zuführung das Kühlmittels gelangt die Kühlung genau an die richtigen Stellen. Ein verbessertes Nutdesign sorgt für eine effiziente Spanabfuhr. Die großen M4 Torx Plus Schrauben gewährleisten eine hohe Stabilität. Für Fälle, in denen eine besonders hohe Stabilität der Werkzeugaufnahme gefordert ist, steht eine Aufnahmeausführung mit KM4X-Anschluß zur Verfügung. Die speziell für die Sorte KCSM40 ausgelegte Schneidkantenpräparation steigert die Standzeit. Eckradien von 0,8 mm bis 6,4 mm lassen machen das Werkzeug für nahezu alle Bearbeitungen einsatzfähig.
Ein Walzenstirnfräser mit achtschneidigen Wendeplatten: Die Wendeschneidplatten sind in den Größen 10 und 12 mm sowie acht verschiedenen Eckenradien erhältlich.
Höchste Zerspanraten bei maximaler Flexibilität – das sind die Stärken des neuen HARVI Ultra 8X.
Das richtige Werkzeug
„Bei der Entwicklung des HARVI Ultra 8X wurde wirklich jedes noch so kleine Detail optimiert“, erklärt Marshall. „Durch die Form der Spannuten und der Kühlmittelkanäle wird eine optimale Spanabfuhr gewährleistet. Und das ist bei hohen Abtragsraten besonders wichtig. Anderenfalls kommt es zum Spänestau und die Maschine steht still. Unsere Hartmetall-Sorte KCSM40 hat sich bei der Bearbeitung von Hochtemperaturlegierungen als äußerst leistungsfähig erwiesen. Doch auch für die Bearbeitung anderer Werkstoffe können wir gleich mehrere, ebenso leistungsfähige Sorten anbieten. Und acht Schneidkanten pro Wendeschneidplatte? Wir sind die einzigen, die einen solchen Walzenstirnfräser im Programm haben.“
Durch den Einsatz von Wendeschneidplatten verringern sich nicht nur die Kosten pro Schneide. Vielmehr können so laut Marshall auch die Schnittgeschwindigkeiten und Vorschubraten auf ein bisher nie dagewesenes Maß erhöht werden. Und da der HARVI Ultra 8X mit verschiedenen Spindelanschlüssen erhältlich ist, kann der Fräser mit nahezu jeder Werkzeugmaschine eingesetzt werden, ohne dass die Steifigkeit darunter leiden würde. „Wenn wir die Ergebnisse mit denen vergleichen, die mit den Werkzeugen der Wettbewerber oder auch mit anderen Werkzeugen aus unserem Sortiment erreicht werden, sind wir überwältigt, wie leistungsstark der HARVI Ultra 8X ist“, führt Marshall aus betont abschließend: „Für alle, die höchste Produktivität zu möglichst geringen Kosten pro Schneide erreichen wollen, ist der HARVI Ultra 8X genau das Richtige.“
Teilen: · · Zur Merkliste