Komet Quatron hi.feed: Schneller zur Nut
Komet Quatron hi.feed WSP-Fräser bewährt sich beim Tauchfräsen: Ob auf Transferstraßen oder in Sonder- und Rundtaktmaschinen, die mechanischen Aussteuerwerkzeuge KomDrive von Komet sind überall dort gefragt, wo große Serien hergestellt werden und hohe Produktivität gefordert ist. Zu diesen Werkzeugen zählen unter anderem die Einfachschieber-Plandrehköpfe PKE. Für die Schruppbearbeitung des PKE-Gehäuses setzt Komet seit kurzem das sogenannte Plunge-Milling-Verfahren und den eigenen Quatron hi.feed Wendeschneidplatten-Fräser ein.
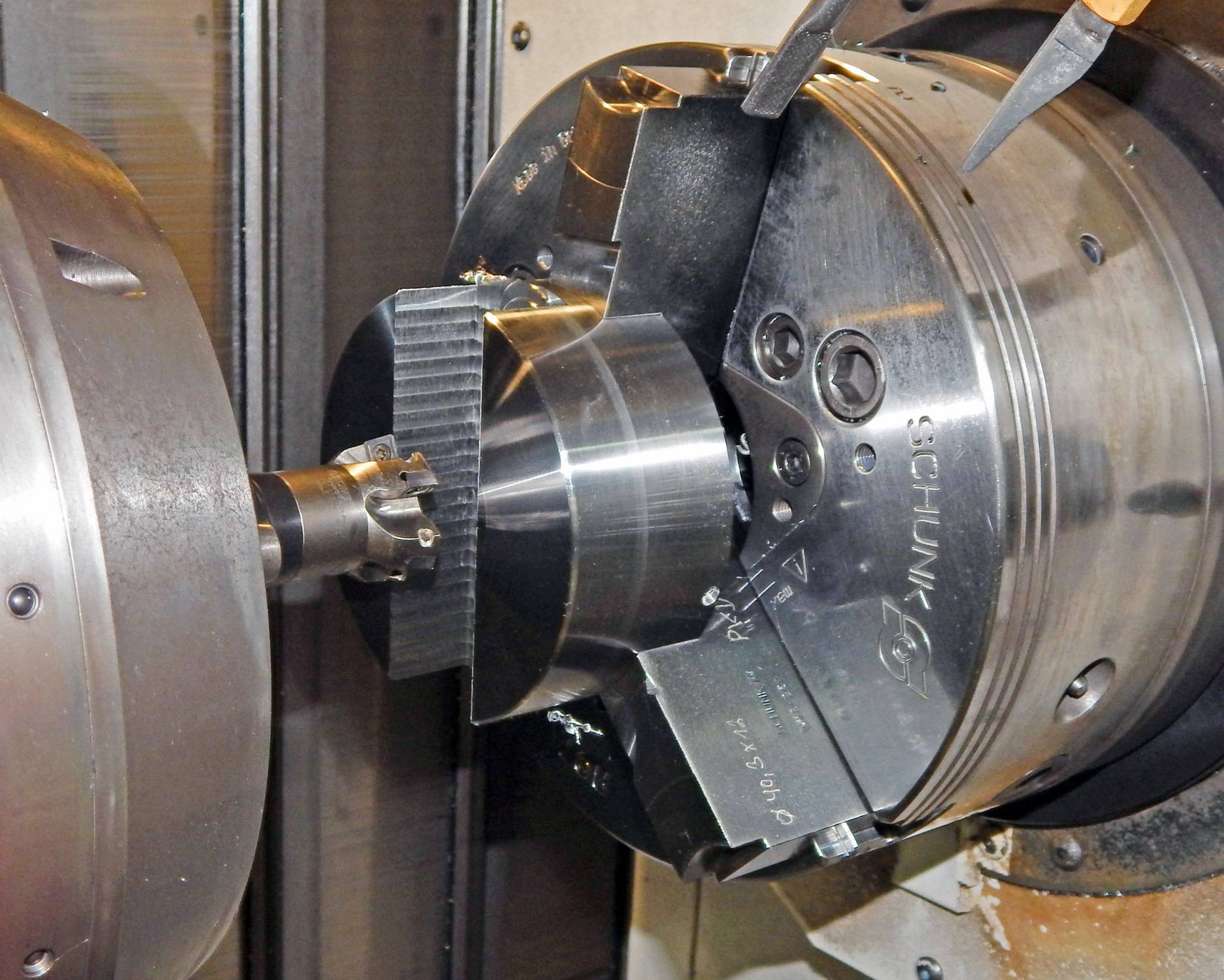
Schruppbearbeitung der Schieberkammer im PKE-Gehäuse: Durch das Plunge-Milling-Verfahren und den Komet Quatron hi.feed Wendeschneidplattenfräser konnte Komet die Bearbeitungszeit um rund 60 Prozent senken.
Shortcut
Aufgabenstellung: Schruppbearbeitung eines PKE-Gehäuses (Plandrehkopf mit Einfachschieber) aus Nitrierstahl.
Lösung: Quatron hi.feed Wendeschneidplatten-Fräser von Komet.
Vorteil: Bearbeitungszeit um rund 60 Prozent verkürzt. Standzeit deutlich erhöht.
Durch ihre großen Aufspannflächen bieten die Einfachschieber-Plandrehköpfe PKE eine stabile Werkzeugbefestigung und erlauben schwere Schnitte im niederen Drehzahlbereich. Um langfristig hohe Genauigkeit zu gewährleisten, müssen diese Plandrehköpfe sehr präzise gefertigt werden. Dies geschieht am Hauptsitz der Komet Group in Besigheim. Dort werden alle Baugrößen – von 80 bis 250 mm und Sonderausführungen bis 500 mm Durchmesser – produziert. Um die Herstellung mit Blick auf die Kosten zu optimieren, nahm sich Projektingenieur Christoph Seybold gemeinsam mit den zuständigen Fachleuten die Weichzerspanung von Gehäuse und Schieber vor: „Wir hatten in erster Linie die Werkzeuge und Bearbeitungsverfahren im Fokus, die zur Zerspanung der Schieberkammer und des Schiebers eingesetzt werden.“ Denn für das spätere, prozesssichere Funktionieren des Plandrehkopfes kommt diesen Details besondere Bedeutung zu.

Der Quatron hi.feed ist ein leistungsstarkes Schruppwerkzeug für das schnelle Abtragen großer Spanvolumen. Er eignet sich ideal zum Tauchfräsen.
Lohnende Bemühungen
Für die Versuche wurde die in der derzeit größten Stückzahl produzierte Baureihe PKE 125 ausgewählt. Bei dieser Variante ist die Schieberkammer im Gehäuse eine Nut mit 62 mm Breite, 140 mm Länge und einer Tiefe von 30 mm. Damit sich der Schieber spielfrei in dieser Nut bewegen kann, müssen beide Komponenten nach dem Härten passgenau geschliffen werden. Doch bereits die Weichbearbeitung ist sehr anspruchsvoll, wie Programmierer Markus Kühnl erklärt: „Wir verwenden für diese Teile einen Nitrierstahl, der ausgesprochen zäh und extrem abrasiv ist. Das bewirkt insbesondere beim großvolumigen Zerspanen, dass die Standzeiten der Fräswerkzeuge sehr kurz ausfallen.“
Ursprünglich wurden die Schieberkammern mit Walzenstirnfräsern aus HSS gefertigt. Danach wurde mit verschiedenen Beschichtungen, sowie mit verschiedenen Wendeplatten- und Vollhartmetallwerkzeugen – teilweise auch vom Wettbewerb – experimentiert. Als Alternative testeten die Zerspanungsspezialisten ein anderes Schruppbearbeitungsverfahren, das Tauchfräsen oder auch Plunge-Milling oder Plunging genannt. Doch auch hier waren die ersten Ergebnisse nicht befriedigend. Die Wendeschneidplatten des zunächst eingesetzten Tauchfräsers hielten nicht einmal für ein einziges Bauteil.
Das verantwortliche Team ließ mit seinen Bemühungen um einen optimierten Schruppvorgang nicht locker: „Komet hat inzwischen ein eigenes umfangreiches Fräser-Programm mit Wendeschneidplatten entwickelt, in dem viel Erfahrung aus der Bohrbearbeitung steckt. Dazu gehört auch der Einschraubfräser Komet Quatron hi.feed, der aus unserem Vollbohrerprogramm KUB Quatron hervorgegangen ist. Er eignet sich ebenfalls für die Bearbeitung mittels Tauchfräsen, weshalb wir damit erneut Versuche gefahren haben.“ Für die Gehäusenut wählten die Verantwortlichen die 42 mm-Ausführung des Fräswerkzeugs. Seine fünf Plattensitze wurden mit den beim Bohren erfolgreichen Quatron-Wendeschneidplatten W8332 bestückt, da das Plunge-Verfahren ähnliche Anforderungen stellt.
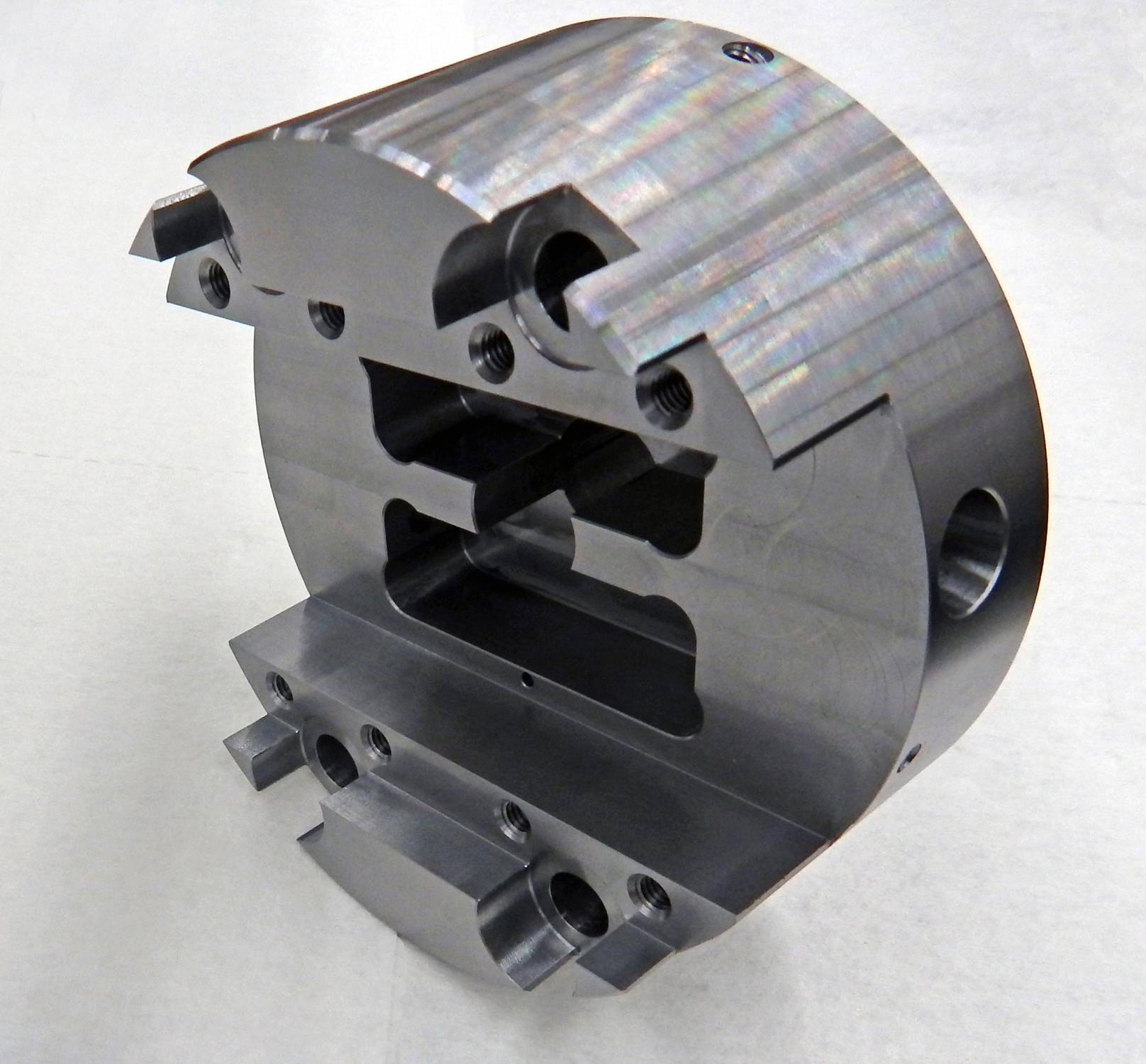
Das Gehäuse der PKE Plandrehköpfe ist aus einem Nitrierstahl, der zäh und abrasiv ist. Das wirkt sich insbesondere beim großvolumigen Zerspanen negativ auf die Standzeiten der eingesetzten Fräswerkzeuge aus.
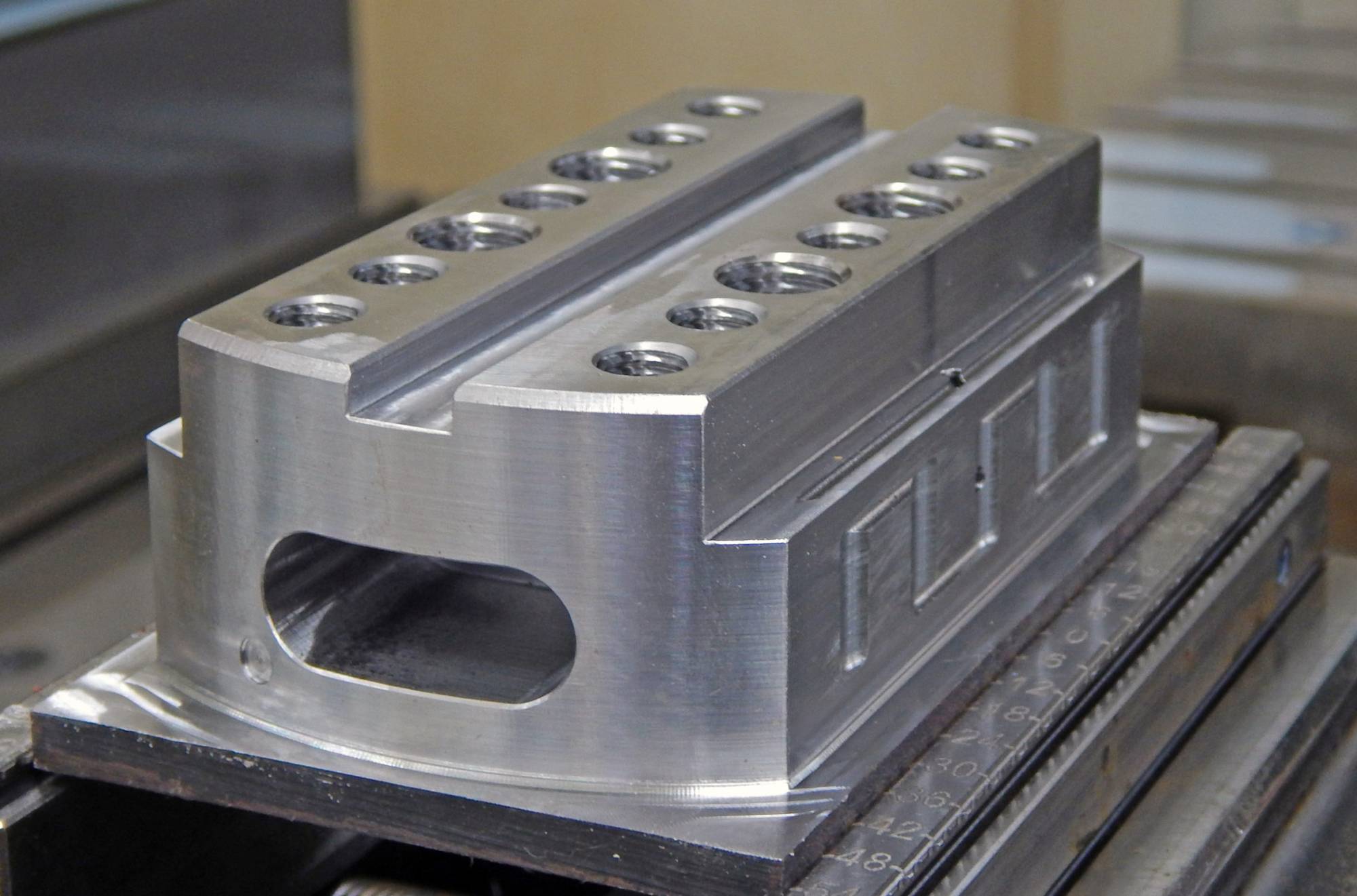
Auch der Werkzeugschieber wird mittlerweile mit den Komet-eigenen Fräswerkzeugen Quatron hi.feed und F.line HPC bearbeitet.

V.l.n.r.: Projektingenieur Christoph Seybold diskutiert mit den Programmierern Walter Sibla und Markus Kühnl die Verbesserungen bei der Bearbeitung des Planschieberwerkzeugs PKE.

Mit Komet PKE Planschieber-Werkzeugen werden zum Beispiel Bremssättel in Stückzahlen von bis zu einer Million pro Sondermaschine pro Jahr hergestellt.

Komet hat sein Fräserprogramm in den letzten Jahren deutlich erweitert, so dass inzwischen für nahezu jede Fräsaufgabe ein passendes Werkzeug geliefert werden kann.
Bearbeitungszeit verkürzt
„Es kam uns entgegen, dass Komet seit kurzem Wendeschneidplatten mit Spezialbeschichtung für Nitrierstähle anbietet“, erklärt Walter Sibla. Der erfahrene Programmierer ist unter anderem für das DMG MORI Dreh-/Fräszentrum NT 4250 SZ zuständig, das der Gehäusebearbeitung dient. Schon die ersten Versuche waren erfolgreicher, als jede andere Bearbeitung zuvor. Heute nutzt Walter Sibla den Quatron hi.feed für die Serienbearbeitung der Gehäuse. „Mit diesem Fräser plungen wir mit 62 m/min Schnittgeschwindigkeit und einem Vorschub von 0,5 mm/Umdrehung. Dabei erzielen wir eine Standzeit von rund 2,5 m pro Schneide. Das klingt nicht nach besonders viel, ist jedoch mit Abstand das Beste, was in diesem schwierigen Material möglich ist.“
Auch Projektingenieur Christoph Seybold ist zufrieden: „Wir konnten im Vergleich zur früheren Schruppmethode die Bearbeitungszeit um rund 60 Prozent verkürzen.“ Für ihn ist dafür in besonderer Weise der neue WSP-Fräser Quatron hi.feed verantwortlich: „Wenn wir Komet-eigene Werkzeuge einsetzen können, tun wir das. Denn wir wissen um die Qualität unserer eigenen Produkte. Auch der Quatron hi.feed hat bewiesen, dass er ähnlichen Fräsern anderer Anbieter überlegen ist. Er spart uns jedenfalls in diesem Einsatzfall Zeit und Geld.“
Zur anschließenden Schlichtbearbeitung steht mit dem Komet F.line HPC-Fräser ein Vollhartmetallfräser zur Verfügung, der mit seiner Schnittleistung (beim erwähnten Nitrierstahl vc = 96 m/min, vf = 0,3mm/U) zu optimierter Wirtschaftlichkeit beiträgt. Und was für die Gehäusebearbeitung gut ist, hat sich mittlerweile auch für die Herstellung des PKE 125 Arbeitsschiebers bewährt. Für seine Zerspanung gelten der Komet Quatron hi.feed WSP-Fräser und Komet F.line HPC-Fräser als gesetzt.
Teilen: · · Zur Merkliste