m&h Inprocess LTS35.60: Wirtschaftlich, prozesssicher und präzise
Laser-Werkzeugvermessung auf der Werkzeugmaschine: Das Messen von Werkzeugen direkt in der Werkzeugmaschine ist in vielen Betrieben bereits zum Stand der Technik geworden. Prozesssichere Verfahren und kostengünstige Standardgeräte haben die früheren, meist teuren Geräte und Sonderlösungen der ersten Generation ersetzt. Maschinenherstellern wie Endanwendern stellen sich täglich neue Herausforderungen, die eine sorgfältige Auswahl des Messsystems aus einem zwischenzeitlich doch recht breiten Angebot verschiedener Spezifikationen, wie sie beispielsweise die m&h Inprocess Messtechnik GmbH anbietet, erfordern, um sicherzustellen, dass auch unter widrigen Umständen immer genau und prozesssicher gemessen wird und Fertigungsabläufe nicht gestört werden.
In den letzten Jahren haben sich die Laser-Messsysteme in den Maschinen zunehmend durchgesetzt.
In den letzten Jahren haben sich die Laser-Messsysteme in den Maschinen zunehmend durchgesetzt, da sie etliche Vorteile gegenüber klassischen, berührend messenden Toolsettern, aber auch zum Teil ergänzend zur Werkzeugvoreinstellung bieten – die erreichbare Genauigkeit ist dadurch besser und die Werkzeugschneiden werden geschont. Einer der wichtigsten Pluspunkte der Werkzeugmessung in der Maschine ist die genaue Erfassung aller Maschinen-immanenten Einflüsse. Etwaige Fehllagen oder leicht schräger Einzug im Spindelkonus und daraus resultierende Taumelfehler gehen ebenso in die Messung ein wie Wärmeeinflüsse der Spindel, die Spindeleinzugskraft und mehr. Das erhöht die Arbeitsgenauigkeit und vermindert den Oberflächenversatz.
Da der eigentliche Messvorgang berührungslos abläuft, können mit den Laser-Messsystemen auch kleinste Werkzeuge und empfindliche Schneidkanten z. B. aus PKD ohne Gefahr von Schneidenbruch gemessen werden. Außerdem ist eine schnelle, aber zuverlässige Bruchkontrolle möglich, um defekte Schneiden sofort zu erkennen und die Werkzeuge für weitere Bearbeitungen zu sperren. Das eröffnet beispielweise der Mikroproduktion kleiner und kleinster Teile neue Möglichkeiten, nicht nur in der automatisierten Fertigung. In diesen Betrieben sind oft Werkzeuge mit wirklich kleinen Durchmessern um 10 µm oder sogar weniger im Einsatz. Berührungsloses Messen ist bei solchen Werkzeugen obligatorisch.

Die zur Hexagon Machining Intelligence gehörende m&h Inprocess Messtechnik GmbH hat in den letzten Jahren eine ganze Baureihe von Laser-Werkzeugmesssystemen für die unterschiedlichsten Aufgabenbereiche und Einbauverhältnisse entwickelt.
Premium Laser-Werkzeugmesssystem
Die zur Hexagon Machining Intelligence gehörende Firma m&h Inprocess Messtechnik GmbH hat in den letzten Jahren eine ganze Baureihe von Laser-Werkzeugmesssystemen für die unterschiedlichsten Aufgabenbereiche und Einbauverhältnisse entwickelt, um für jede Aufgabenstellung das richtige Gerät entsprechend kostengünstig anbieten zu können.
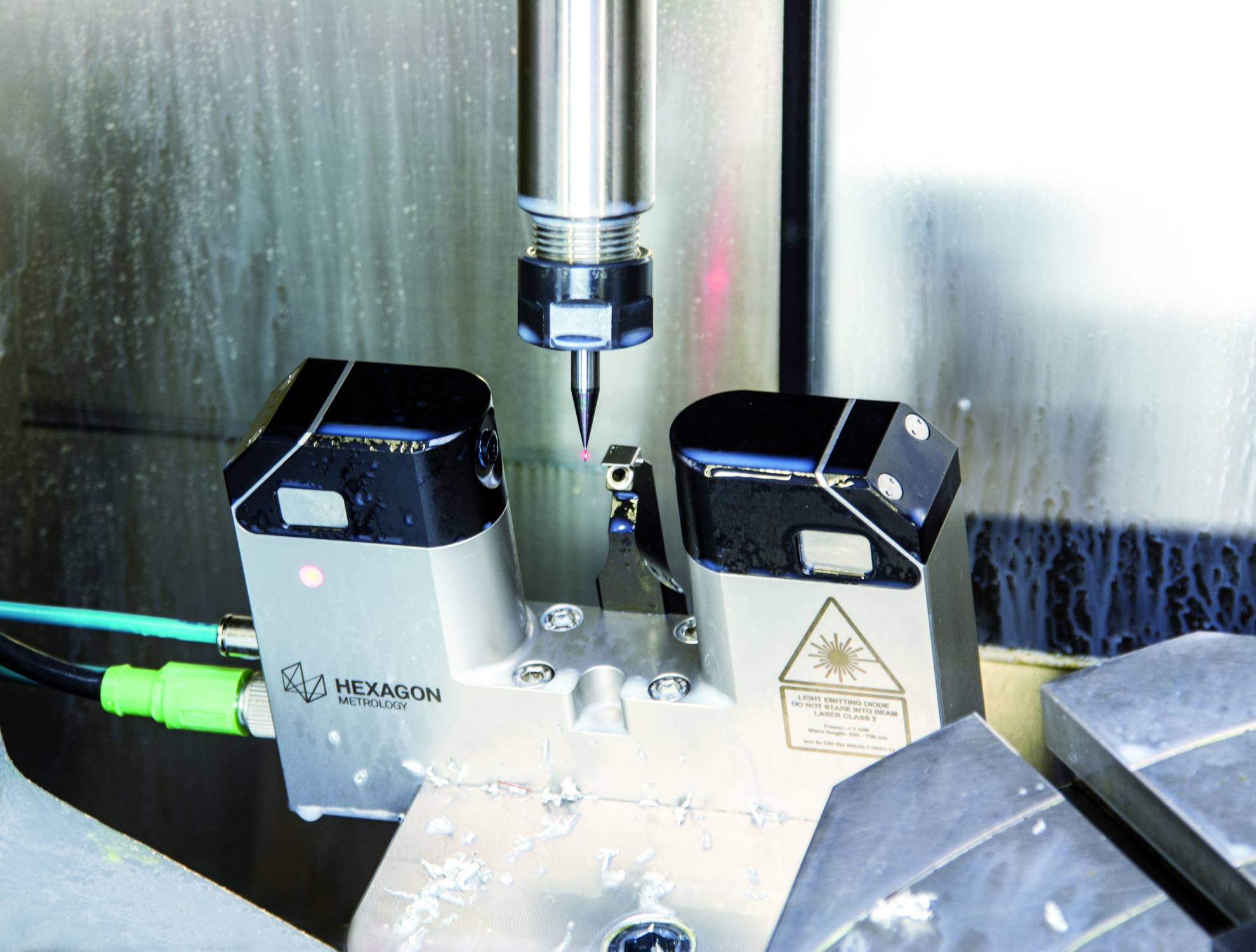
Für kleine und kleinste Werkzeugdurchmesser sowie besonders schwierige Messaufgaben gibt es den kompakten High-End-Laser-Toolsetter LTS35.60. Er besteht aus einem einteiligen Grundkörper aus Edelstahl und verfügt über eine spezielle Lasertechnologie auf Basis eines stark fokussierten Laserstrahls. Der exponierte Fokuspunkt dieses Lasers ermöglicht die prozesssichere Messung auch kleinster Werkzeugdurchmesser sowie eine sichere Bruchkontrolle solch kleiner Schneiden. Der aus Edelstahl bestehende Grundkörper dieses Lasers ist nicht nur robust und widerstandsfähig, vielmehr weist er das gleiche Temperaturverhalten wie die Maschine auf und vermeidet so Verfälschungen der Messergebnisse. Die einteilige Bauweise des LTS35.60 vermeidet die Gefahr möglicher Temperaturdrifts innerhalb des Messgerätes durch unterschiedliche Temperaturen an Baugruppenschnittstellen.
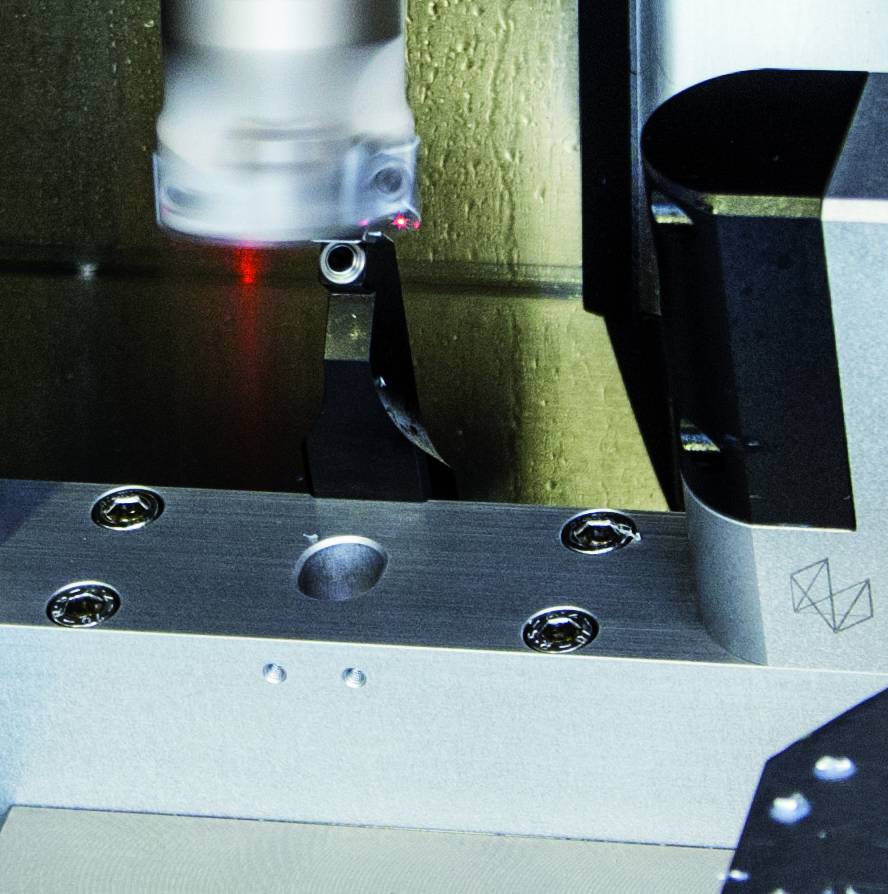
Die Abblaseinrichtungen von m&h verfügen über genau auf den Fokuspunkt gerichtete Blasdüsen in Form einer sogenannten Laval-Düse.
Werkzeugreinigung mit Lavaldüse
In der Praxis kommt es auch häufig zu Fehlmessungen, da statt der tatsächlichen Schneidkannte des Werkzeuges anhaftender Schmutz, Späne oder Kühlmitteltropfen an der Schneide gemessen werden. Da die Werkzeuge üblicherweise mit Nenndrehzahl gemessen werden, führt die Fliehkraft dazu, dass der anhaftende Ölfilm auf der Oberfläche des Werkzeuges nach außen gezogen wird und an der Außenkante des Werkzeuges kumuliert, was die sichtbare Kontur des Werkzeuges für die Laseroptik verfälscht.
Die Laser-Werkzeugmesssysteme von m&h versprechen für diesen Fall wirksame Abhilfe. Sie verfügen nicht nur über einfache Blaslöcher, durch die Druckluft gedrückt wird und die oft relativ weit vom zu messenden Werkzeug sowie der Messstelle montiert sind, sondern über genau auf den Fokuspunkt gerichtete Blasdüsen in Form einer sogenannten Lavaldüse. Diese, von Raumfahrtantrieben bekannte Düsenform, richtet nicht nur den Luftstrahl, sondern beschleunigt ihn auch. So wird in der Strahlmitte sogar Schallgeschwindigkeit erreicht. Dieser scharfe Luftstrahl entfernt zuverlässig anhaftenden Schmutz, Späne oder Kühlmittel. Der Fliehkrafttropfen entsteht nicht mehr und es wird die wahre Schneidengeometrie gemessen.
Geschützte Optikkammer
Zudem sind die Laser-Werkzeugmesssysteme von m&h mit einem Verschlussschieber versehen, der immer, wenn nicht gemessen wird, die Gehäuseöffnungen vor den Laseroptiken sicher und hermetisch verschließt. Hinter diesen Schiebern befinden sich Kammern, die mit Druckluft gefüllt werden. Dieser Überdruck bleibt auch erhalten, wenn das äußere Druckluftsystem abgeschaltet ist. Erst wenn das Laser-Werkzeugmesssystem aufgerufen wird und gemessen werden soll, öffnet der Schieber und gibt den Weg für den Laserstrahl frei. Beim Öffnen der Kammern entlädt sich der Überdruck nach außen und eventuell vor der Optikkammer abgelagerter Schmutz wird durch den Luftstrom zuverlässig entfernt. Gemessen wird dann unter Sperrluft, um ein Eindringen von Schmutz, z. B. Späne oder Kühlmitteltropfen, die während der Messung vom sich drehenden Werkzeug weggeschleudert werden, zu verhindern. Im Ruhezustand wird bei den Systemen von m&h keine Druckluft verbraucht.
Prozesssichere Abläufe, Unempfindlichkeit gegenüber der rauen Maschinenumgebung und die gleichbleibend hohe Genauigkeit der Laser-Messsysteme von m&h machen sie zu einer zukunftssicheren Alternative.
Teilen: · · Zur Merkliste