Mapal stellt auf der EMO 2017 zahlreiche Werkzeuglösungen vor
Zur EMO präsentiert Mapal eine Vielzahl an Neu- und Weiterentwicklungen: angefangen bei einer Wechselkopf-Reibahle mit optimierter Kühlung für die Gussbearbeitung über ein komplettes Programm an ISO-Wendeschneidplatten zum Aufbohren von Stahl, rostfreiem Stahl und hitzebeständigem Stahlguss bis hin zu einer neuen PKD-Planfräsergeneration für höchste Oberflächengüte.

Mapal präsentiert die Wechselkopf-Reibahle CPR500/510 mit optimierter Kühlung für die Gussbearbeitung.
Mapal präsentiert die Wechselkopf-Reibahle CPR500/510 mit optimierter Kühlung für die Gussbearbeitung. Für eine längere Standzeit sind die Vollhartmetall-Wechselköpfe im Durchmesserbereich von acht bis 40 mm mit CVD-Beschichtung ausgeführt. Diese Schicht wurde von Mapal eigens für die Gussbearbeitung entwickelt und wird zum Beispiel beim Fräsen bereits erfolgreich eingesetzt. Mapal hat die CPR500 Wechselköpfe konstruktiv so weiterentwickelt, dass sie über eine hinter den Schneiden angefügte Hülse verfügen. Das Kühlmittel wird durch entsprechende Austritte am Hülsenende über die komplette Schneidkantenlänge verteilt. Die gesamte Schneide und die Bohrungswand des Gussmaterials werden so optimal gekühlt und geschmiert.

Das Bohr-Senk-Werkzeug zur Trockenbearbeitung von CFK-Alu-Stacks vereint die Eigenschaften eines Bohrers für die Bearbeitung von Aluminium mit denen eines Bohrers zur CFK-Bearbeitung.
Prozesssicherheit für die Luftfahrt
Rumpf, Flügel, Landeklappen sowie Höhen- und Seitenleitwerke von Flugzeugen der neuesten Generation sind aus CFK-Alu-Stacks gefertigt. Zur Trockenbearbeitung dieser hat Mapal einen Bohrer mit Senkstufe entwickelt. Die spezielle Geometrie des Werkzeugs sorgt dafür, dass die entstehende Bearbeitungswärme nicht an das Bauteil abgegeben wird. Dadurch kann auf die MMS verzichtet werden, und weder das Bauteil noch die Arbeitsumgebung werden durch Kühlmittel verschmutzt.
Der zweischneidige Bohrer aus Vollhartmetall vereint die Eigenschaften eines Bohrers für die Bearbeitung von Aluminium mit denen eines Bohrers zur CFK-Bearbeitung. Er ist zudem mit einem Doppelspitzenwinkel ausgestattet. Dieser sorgt für eine gute Zentrierung des Bohrers und für den gratarmen Bohrungsaustritt. Durch die speziell ausgeführten Spanräume ist die prozesssichere Abfuhr der Späne sichergestellt. Bei der Senkung im CFK sind vor allem jegliche Delaminationen und Faserüberstände zu vermeiden. Mapal erreicht dies durch eine Spanflächenkorrektur an der Senkstufe. Da CFK ein extrem abrasiver Werkstoff ist, ist der Bohrer diamantbeschichtet. Damit wird gegenüber einem unbeschichteten Bohrer die achtfache Standzeit erreicht. Der Bohrer ist lieferbar im Durchmesserbereich 4,1 bis 11,11 mm mit der dazugehörigen Senkstufe.
Mapal hat einen neuen Schneidstoff entwickelt, der dem Verschleiß bei der Bearbeitung der Kombinationen Aluminium-Guss sowie Aluminium-Sinterstahl entgegenwirkt.
Von 10 auf 700
Um dem Verschleiß bei der Bearbeitung der Kombinationen Aluminium-Guss und Aluminium-Sinterstahl entgegenzuwirken hat Mapal einen neuen Schneidstoff entwickelt. Mit diesem wird die Mischbearbeitung – sowohl bei der Kombination Aluminium-Guss als auch bei Aluminium-Sinterstahl – prozesssicher realisiert. Erreicht wurde dieser Entwicklungssprung zum einen durch angepasste Hartmetallsubstrate und optimierte Mikro- und Makrogeometrien der Schneide mit justierten Spanwinkeln, zum anderen durch eine neu entwickelte PVD-Beschichtung. Diese basiert auf einer TiAlN-Legierung mit einem speziellen Dotierelement. Dadurch wird nicht nur die Bildung einer Aufbauschneide im Aluminium verhindert, sondern der Schneidstoff ist so verschleiß- und hitzebeständig, dass die Bearbeitung des Guss-/Stahlanteils in höchster Qualität erfolgen kann.
Je nach Anwendung kann zwischen standardmäßig verfügbaren ISO-Wendeschneidplatten gewählt werden. Mapal bietet jeweils vier Geometrien für die Kombination Aluminium-Guss sowie für Aluminium-Sinterstahl. Darüber hinaus sind Sonderwendeschneidplatten mit dem neuen Schneidstoff verfügbar. Die Ergebnisse in der Praxis mit dem neuen Schneidstoff überzeugen. Wo bisher lediglich zehn Lagergassenbohrungen aus der Kombination von Sinterstahl und Aluminium mit einer Schneide bearbeitet wurden, sind es mit dem neuen Schneidstoff beeindruckende 700 Bohrungen.

Mapal stellt das komplette Programm an ISO-Wendeschneidplatten zum Aufbohren von Stahl, rostfreiem Stahl und hitzebeständigem Stahlguss vor.
Wirtschaftliches Aufbohren von Turbolader, Caliper & Co.
Nach der neuen Schneidstoffserie zum Aufbohren von Guss stellt Mapal das komplette Programm an ISO-Wendeschneidplatten zum Aufbohren von Stahl, rostfreiem Stahl und hitzebeständigem Stahlguss, wie er beispielsweise bei Turboladern zum Einsatz kommt, vor. Dafür stehen neue ISO-Wendeschneidplatten in Standard- und Sonderausführungen zur Verfügung. Für die Schneidstoffserie hat Mapal nicht nur Beschichtungen in der eigenen Beschichtungsanlage entwickelt, sondern auch das Hartmetallsubstrat der Schneiden für die Bearbeitungen optimiert.
Je nach vorherrschenden Rahmenbedingungen, wie Werkstoff, Stabilität der Maschine, Kühlmittel- und Aufspannsituation sowie eventueller Schnittunterbrechung kann zwischen PVD- und CVD-beschichteten Schneidstoffen gewählt werden. Diese variieren hinsichtlich der Zähigkeit des verwendeten Hartmetallsubstrats. Die CVD-beschichteten ISO-Wendeschneidplatten sind der Standard für alle Aufbohrbearbeitungen und überzeugen durch hohe Verschleißfestigkeit. Für extrem schwierige Rahmenbedingungen wie einem unterbrochenen Schnitt oder instabilen Maschinenverhältnissen stehen die PVD-beschichteten Schneidstoffe zur Verfügung. Diese haben ein besonders ausgewogenes Verhältnis zwischen Verschleißfestigkeit und Zähigkeit und garantieren dadurch eine prozesssichere Bearbeitung.

Mapal stellt das komplette Programm an ISO-Wendeschneidplatten zum Aufbohren von Stahl, rostfreiem Stahl und hitzebeständigem Stahlguss vor.
Dreischneidiger Bohrer für Stahl
Mit dem Tritan-Drill-Steel, der speziell auf die Bearbeitung von Stahl angepasst ist, erweitert Mapal das Programm an dreischneidigen Bohrern. Im Vergleich zu zweischneidigen Bohrern kann der Werkstoff nun wirtschaftlicher bearbeitet werden. Dies wird unter anderem durch die höheren Vorschubwerte erreicht. Drei einzelne Querschneidensegmente, die den Tritan-Drill-Steel sicher zentrieren, verhindern zudem Pendelbewegungen.
Seine Robustheit verdankt der Tritan-Drill-Steel der völlig neu gestalteten Hauptschneidenform, die ihn vom universell einsetzbaren Tritan-Drill-Uni unterscheidet. Die dadurch stabilen Schneidecken reduzieren die Belastungen der Schneiden. Zudem ist die Beschichtung speziell auf die Bearbeitung von Stahl angepasst. So wird die Verschleißfestigkeit bei der Stahlbearbeitung gegenüber dem Tritan-Drill-Uni deutlicher erhöht. Die schnelle und prozesssichere Spanabfuhr wird ebenfalls durch die Form der Hauptschneide, die für kurze, eng gerollte Späne sorgt, und die feinstgeschliffenen Spannuten erreicht. Der Tritan-Drill-Steel wird mit Innenkühlung und der Schaftform HA im Durchmesserbereich 4 bis 20 mm in den Längen 3xD, 5xD, 8xD und 12xD verfügbar sein.

Mit dem Tritan-Drill-Steel, der speziell auf die Bearbeitung von Stahl angepasst ist, erweitert Mapal das Programm an dreischneidigen Bohrern.
Schnell und prozesssicher zur Vollnut
Mapal erweitert sein Programm an Hochleistungs-Schruppfräsern aus Vollhartmetall. Mit dem OptiMill-Uni-Wave ist Vollnutfräsen mit einer Nuttiefe von bis zu 2xD möglich. Um ein hohes Leistungsniveau zu erreichen, hat Mapal ein hochzähes Hartmetallsubstrat entwickelt. Gemeinsam mit einer verschleißbeständigen Beschichtung und besonderer Schneidkantenpräparation erreicht der OptiMill-Uni-Wave so eine um 50 Prozent höhere Standzeit als vergleichbare HPC-Schruppfräser.
Eine neuartige Kordelgeometrie garantiert eine bessere Aufteilung der Schnittkräfte und sorgt für eine optimale Spanbildung. Durch die Geometrie sind hohe Vorschübe möglich. Zudem werden die Maschine, die Aufspannung und das Bauteil deutlich geringeren Belastungen ausgesetzt. Die fünf Schneiden des OptiMill-Uni-Wave sind ungleich geteilt. Bei der Bearbeitung entstehen dadurch weniger Schwingungen und Vibrationen. Der OptiMill-Uni-Wave wird wird in den Baumaßen kurz, lang, überlang und extra lang in der Schaftform HB im Durchmesserbereich 4 bis 25 mm verfügbar sein.

Mit dem neuen OptiMill-Uni-Wave ist Vollnutfräsen mit einer Nuttiefe von bis zu 2xD möglich.
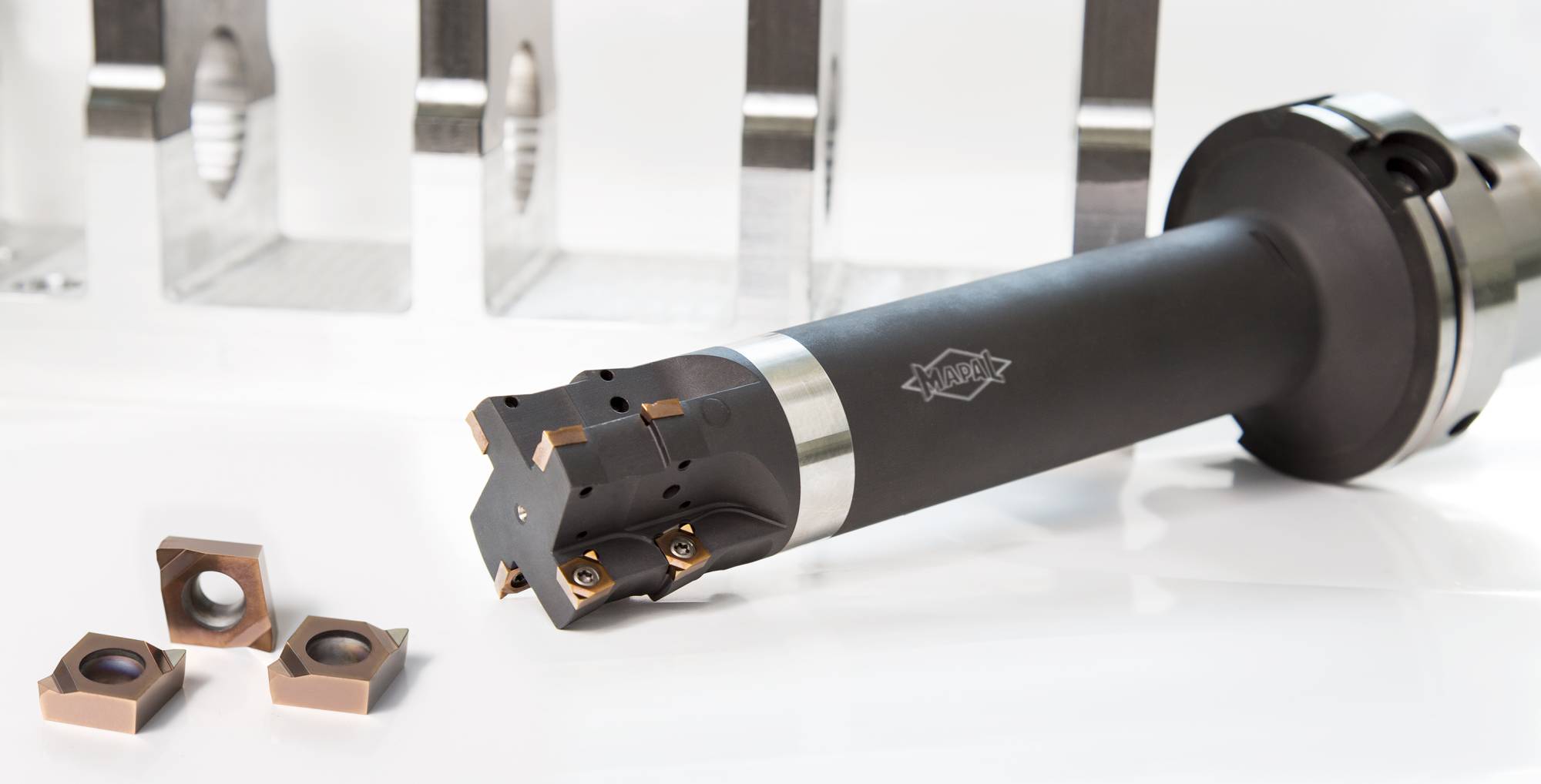
Neue PKD-Planfräsergeneration
Die Planfräser von Mapal mit wechselbaren PKD-Fräseinsätzen eignen sich, um beste Oberflächen bei der Zerspanung von Aluminium im Automobilbereich zu erreichen. Zur EMO wird nun eine neue Generation dieser Fräser für Schnitttiefen bis ap = 4 mm vorgestellt. Optimiert wurde bei der neuen Reihe PowerMill-Blue die Spanleitgeometrie. Der Spanformer ist nicht mehr in den Grundkörper, sondern direkt in die Fräskassetten integriert. Die Späne werden so prozesssicher nach außen abgeführt, Kratzer an der Oberfläche sind genau wie Durchzugsriefen ausgeschlossen.
Statt der bisher zentralen Kühlmittelversorgung werden die Schneiden direkt an der Wirkstelle mit Kühlschmierstoff versorgt. Der Kühlmittelaustritt ist in der Fräskassette lokalisiert. Dadurch eignen sich die neuen Fräser auch optimal für MMS-Bearbeitungen. Wie bei der Vorgängergeneration sind die Fräseinsätze im Aluminiumgrundkörper passgenau gefertigt und garantieren einen optimalen Flugkreis der Schneiden. Die Fräskassetten sind austauschkompatibel mit allen bestehenden PowerMill-Fräsern.
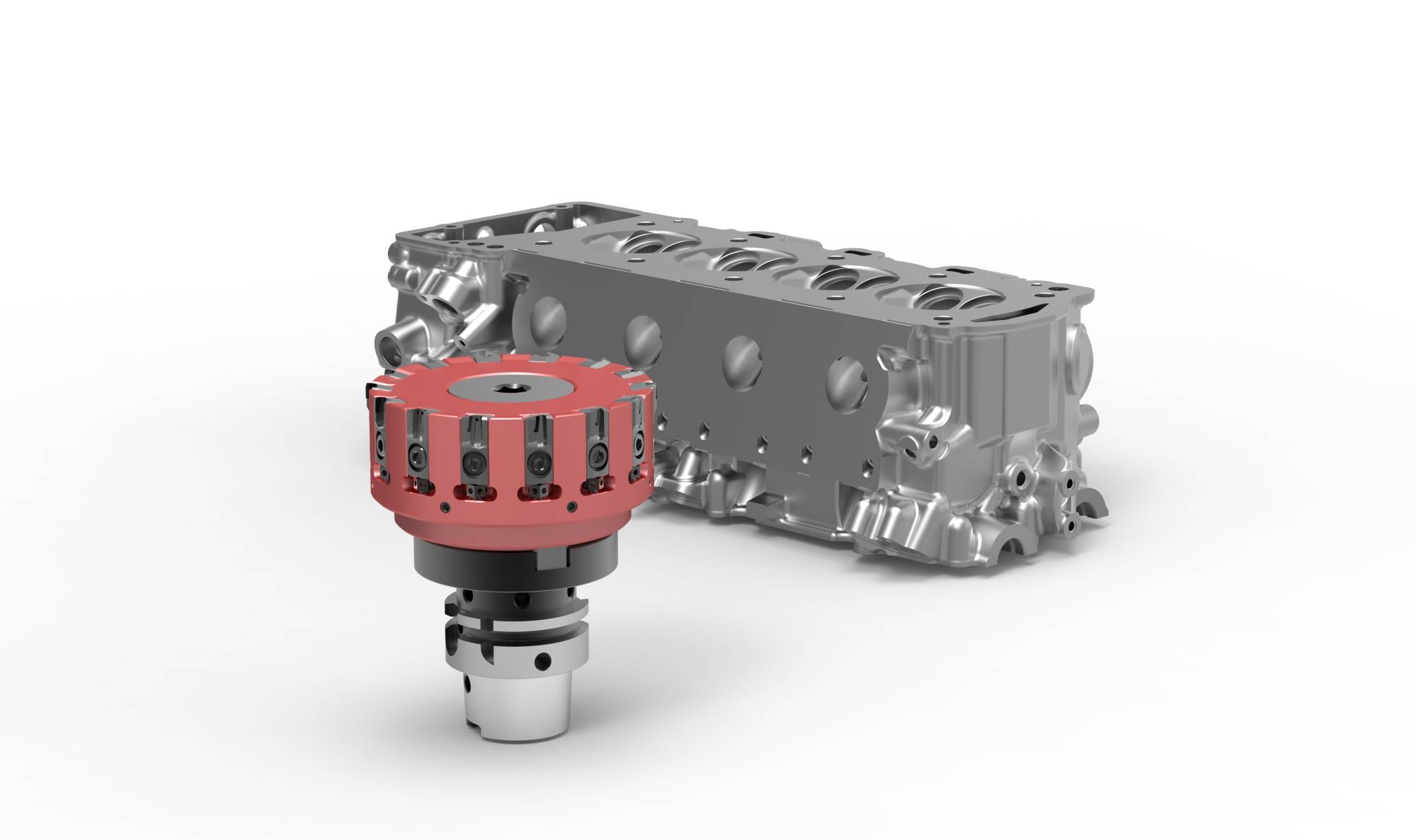
Zur EMO stellt Mapal eine optimierte Generation der Planfräser mit PKD-Einsätzen vor.
Teilen: · · Zur Merkliste