anwenderreportage
MES-Software bringt mit 97 % Maschinenverfügbarkeit einen Produktivitätsschub Penn
Die Penn GmbH hat sich in den letzten Jahrzehnten als Hightech-Schmiedebetrieb international etabliert und vor allem auf die Bauindustrie und den Automobilsektor spezialisiert. Viele Neuprojekte führten seit 2014 zu einem großen Wachstum, weshalb es seither galt, die Stillstandzeiten von Anlagen einfacher zu erfassen, die Reaktionszeit der Produktionsplanung zu optimieren und von Excel umzustellen, die Arbeit für jeden einzelnen Mitarbeiter zu erleichtern sowie die Anlagenverfügbarkeit zu verbessern. Aufgrund dieser Vorhaben und dem Hauptziel, langfristig am Markt wettbewerbsfähig zu bleiben, beschloss die Unternehmensführung, ein Manufacturing Execution System (MES) von Proxia zu implementieren.
Fast 100 % Anlagenverfügbarkeit, weniger als 1,5 % Ausschuss, 50 % weniger organisatorische Arbeit – MES-Software bringt Produktivitätsschub bei der Penn GmbH.
Shortcut
Aufgabenstellung: Bewältigung des starken Wachstums seit 2014, Optimierung der Anlagenverfügbarkeit, Verkürzung der Reaktionszeiten in der Produktionsplanung, digitale, papierlose Fertigung, Steigerung der Wettbewerbsfähigkeit im Allgemeinen.
Lösung: MES-System von Proxia.
Vorteil: Optimierung der Maschinenverfügbarkeit auf rund 97 %, weniger als 1,5 % Ausschuss, 50 % weniger organisatorische Arbeit.
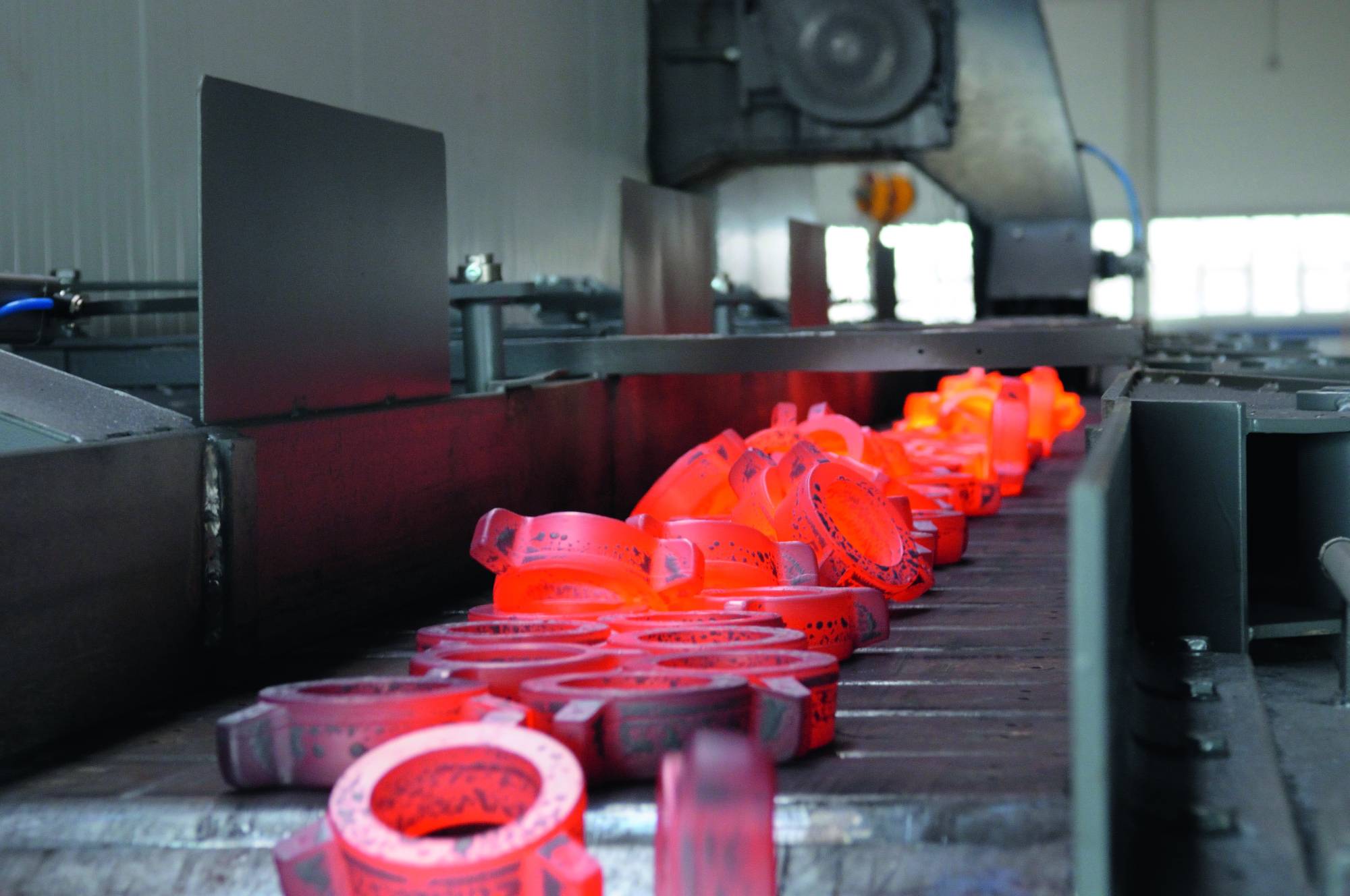
Die Penn GmbH aus Senftenberg-Imbach in Niederösterreich produziert und bearbeitet Schmiedeteile, die sowohl in der Baubranche als auch in der Automobilindustrie Verwendung finden. Seinen Kunden kann das Unternehmen ein breites Portfolio verschiedener Verfahren der Metallbearbeitung anbieten: Dazu gehört unter anderem das Umformen des Metalls in einer mehrstufigen Warmpresse sowie das Drehen und Fräsen. Mit dem Herzstück der Produktion, einer Hochleistungswarmpresse von Hatebur, ist das Unternehmen in der Lage, pro Stunde bis zu 4.000 Präzisionsschmiedeteile mit einem Teilegewicht bis zu 3,0 kg herzustellen. Für die Nachbearbeitung der geschmiedeten Teile verfügt das Unternehmen über 41 Drehmaschinen, sechs CNC-Fräsmaschinen, Anlagen für das Roboterschweißen und Gewinderollen sowie über Arbeitsplätze für die Montage.
Durch die Vielfalt an Verfahren und Bearbeitungstechnologien mit modernstem Maschinenpark bietet Penn seinen Kunden nicht nur eine breite Palette an Produkten, sondern kann auch eine hohe Wertschöpfung im eigenen Haus zu generieren. Betriebsintern kommen beste Reproduzierbarkeit von Werkzeugen und Vorrichtungen hinzu.

Die manuelle Erfassung von Betriebsdaten erfolgt bei Penn mit der hardwareunabhängigen BDE-Software von Proxia. Für die unterschiedlichen Einsatzbereiche kommen dabei unterschiedliche Hardwarelösungen – von stationären PCs über Laptops bis hin zum Tablet PC – zum Einsatz.

Auswertungen in Echtzeit – Die MDE-Software von Proxia auf dem linken Bildschirm stellt aktuelle Produktionsdaten in Echtzeit bereit. Der Zeitstrahl auf dem Monitor rechts bietet einen vollständigen Überblick über die Leistung einer Anlage in einem bestimmten Zeitraum.

Groß visualisiert – sämtliche Informationen, die durch das MES erhoben werden, werden in der Fertigung auf großen TVs visualisiert. Diese Transparenz hat sowohl die Motivation der Mitarbeiter als auch den KVP gesteigert.
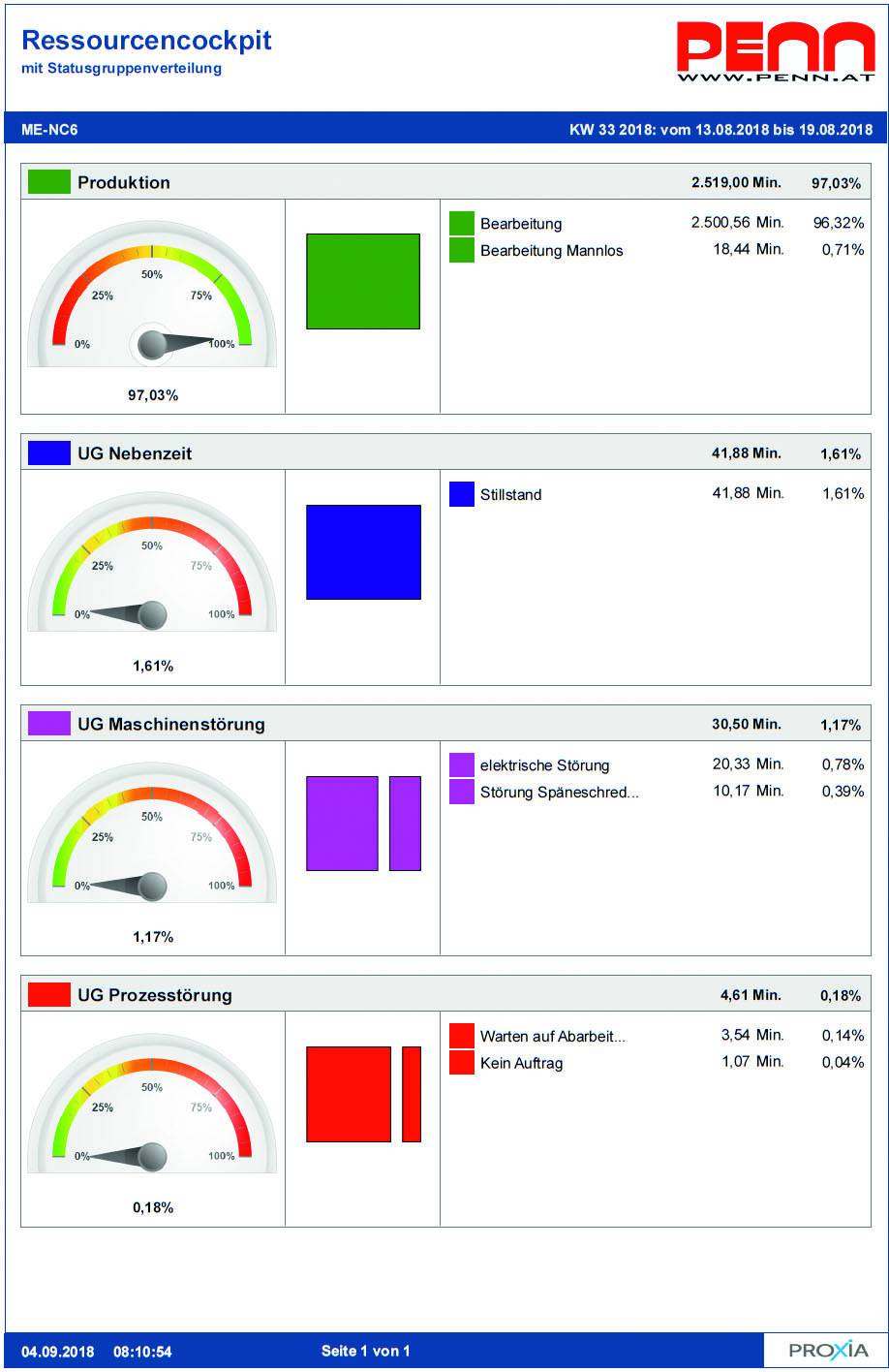
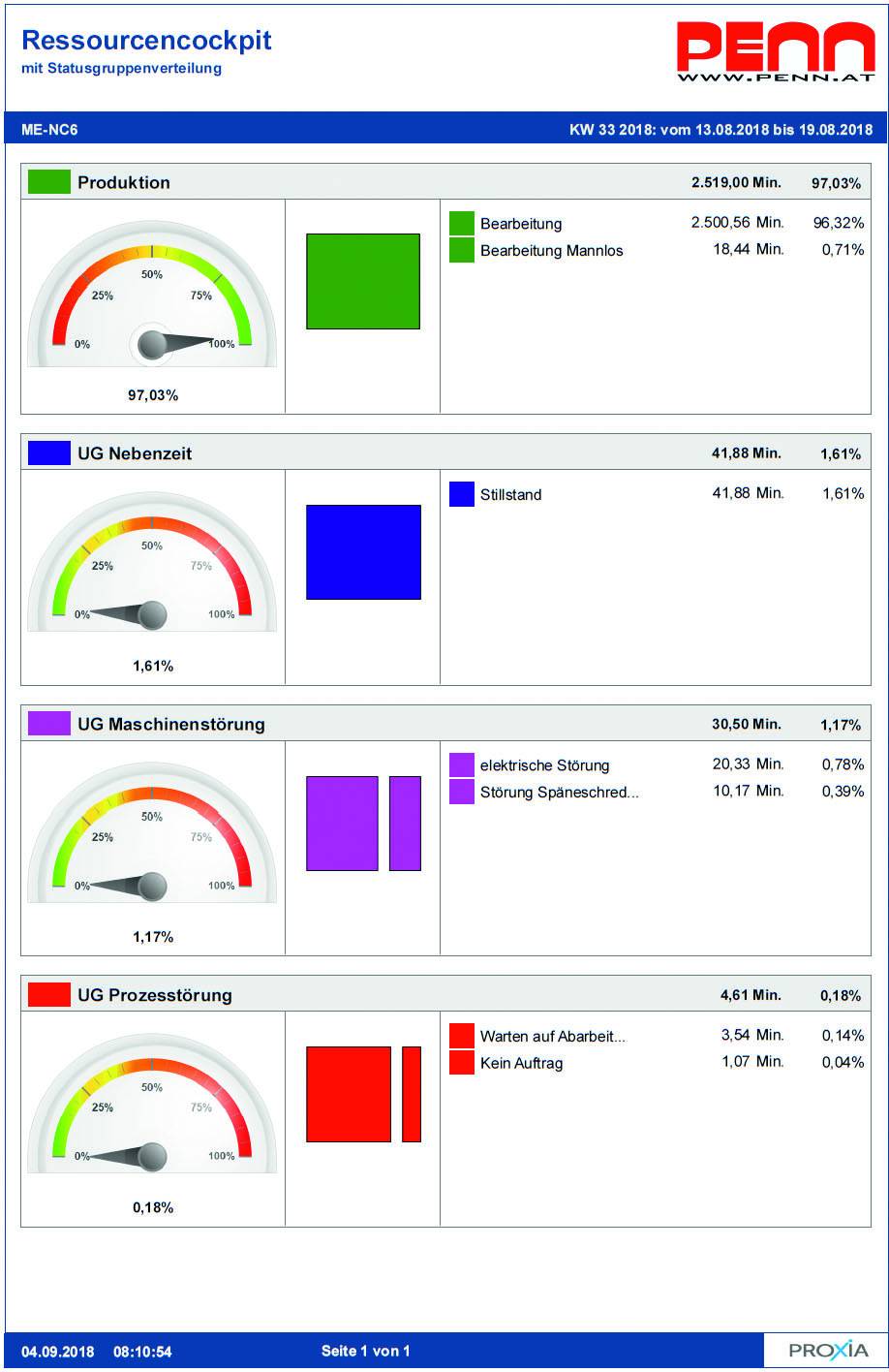
Optimierung digital und in Farbe – Mit dem Proxia MES konnte Penn seine Maschinenverfügbarkeit auf rund 97 % und seine Gesamtanlageneffektivität (OEE) auf ca. 90 % erhöhen.

Herzstück der Fertigung – mit einer Hochleistungswarmpresse von Hatebur ist Penn in der Lage, pro Stunde bis zu 4.000 Präzisionsschmiedeteile mit einem Teilegewicht bis zu 3,0 kg herzustellen.


Mehr Performance bei Penn – gemeinsam haben die Projektverantwortlichen (v.r.n.l.) Stefan Fock, Projektmanager, Andreas Fabian, Produktionsleiter mechanische Fertigung, sowie Proxia-Vorstand Torsten Wenzel ihr Ziel mit der MES-Implementierung erreicht.





Andreas Fabian
Produktionsleiter mechanische Fertigung bei Penn
„Als Kunde kann und soll man seine Einwände bringen. Denn nur so findet man die optimale Lösung, die dann auch wirklich passt. Proxia hat sich hier sehr kooperativ gezeigt und äußerst kurzfristig auf unsere Wünsche reagiert. “
Anforderungen zu 100 % erfüllt
Nachdem die Entscheidung für die Einführung eines MES gefallen war, sahen sich Andreas Fabian, Produktionsleiter mechanische Fertigung, und seine Kollegen nach geeigneten Systemen um. Von allen Produkten sagte die MES-Lösung von Proxia den Entscheidern am meisten zu, da sie zum einen hardwareunabhängig war und zum anderen die individuellen Anforderungen für den Einsatz bei Penn am besten erfüllte. Die modulare Software mit intuitiv verständlicher Bedienoberfläche sprach Andreas Fabian besonders an. Damit die Verantwortlichen von Penn erleben, wie mit dem System gearbeitet wird, organisierte Proxia den Besuch bei einem Referenzkunden. „Ich bin nach wie vor der Meinung: So ein System muss man live gesehen haben“, berichtet Fabian. „Nur so begreift man, was es kann. Wir haben sofort erkannt, dass die Software von Proxia an sich sehr leicht zu verstehen ist. Und wir haben auch die Freude bemerkt, mit der die Mitarbeiter mit diesem System umgehen. Das hat letztendlich zu der Entscheidung geführt.“
Die anschließende Kooperation mit Proxia gestaltete sich ebenfalls äußerst zielführend und zufriedenstellend. Um zu testen, wie das System zu implementieren ist, starteten Andreas Fabian und seine Kollegen zunächst auf einer Pilotanlage drei Monate lang mit dem MES. Während der Testphase reagierte Proxia bei Änderungswünschen prompt. Die Konfigurationseinstellungen wurden vereinfacht und die Anbindung zum ERP-System AS400/XPPS realisiert.




Infos zum Anwender
Die Penn GmbH mit Sitz in Senftenberg-Imbach, etwa 90 km westlich von Wien gelegen, hat sich auf die Herstellung von geschmiedeten Stahlkomponenten für die Bau- und Automotive-Industrie spezialisiert. Neben dem Schmieden gehört auch die Verarbeitung der geschmiedeten Teile mit zerspanenden Verfahren zum Leistungsspektrum des Unternehmens. An drei Werksstandorten in Österreich und einem in der Tschechischen Republik sind über 1.000 Mitarbeiter beschäftigt.
Kommunikation als Schlüssel zum Erfolg
Bei allen Details machte Andreas Fabian die Erfahrung, dass Proxia bestrebt war, die bestmögliche Lösung für Penn zu entwickeln. „Als Kunde kann und soll man seine Einwände bringen. Denn nur so findet man die optimale Lösung, die dann auch wirklich passt. Proxia hat sich hier sehr kooperativ gezeigt und äußerst kurzfristig auf unsere Wünsche reagiert.“ Für den Pilotbetrieb wurde eine Serienmaschine mit wenig Rüstaufwand herangezogen. Proxia stellte ein BDE-Leihterminal für die Bedienung zur Verfügung. Alle Module wurden für den Probebetrieb von drei Monaten freigeschalten. Sämtliche Zeiten der Maschinen- und Betriebsdatenerfassung (MDE/BDE) gingen in die Erfassungssoftware ein. In den drei Monaten Testbetrieb bewährte sich das MES auf der Pilotanlage. Aufgrund dieses Erfolgs beschloss Andreas Fabian, das System auch auf andere Anlagen auszurollen. In Kooperation mit Proxia konkretisierten die Verantwortlichen bei Penn das Gesamtprojekt: Das MES sollte im ersten Schritt die automatische Maschinendatenerfassung (MDE) und die Betriebsdatenerfassung (BDE) umfassen.
Die Proxia MDE wurde auf alle neuen Serienmaschinen mit geringem Rüstaufwand erweitert. Die Proxia BDE Betriebsdatenerfassung wurde bei manuellen Arbeitsplätzen eingeführt. Um die Einarbeitungsphase zu verkürzen, erhielten die Mitarbeiter ein eigenes Handbuch, das ihnen die Bedienung des MES erklärte. Außerdem wurden verschiedene Rollen mit entsprechenden Rechten im System festgelegt. Die Maschinen wurden – je nach Anwendungsfall – mit Tablets oder PCs für die Erfassung der Daten ausgestattet. Für eine MDE stellen neuere Anlagen die digitalen Signale standardmäßig bereit, ältere Maschinen mussten die Techniker entsprechend erweitern. Proxia erhielt Mitteilungen bezüglich Signalen und IP-Adressen, um die Anlagenkommunikation entsprechend anzupassen. Wo dies nicht möglich war, hatte Penn gemeinsam mit Proxia eine eigenständige Konfiguration erarbeitet – inklusive Hardwarekonzeption mit SPS. Anschließend wurden insgesamt 19 Maschinen mit MDE-Software angebunden. Für die Betriebsdatenerfassung wurden die Maschinen mit 12-Zoll-Tablet PCs ausgerüstet, die über WLAN an das Unternehmensnetz angebunden sind.
Die Sorge vor einer kompletten Überwachung konnte Andreas Fabian den Mitarbeitern nehmen: „Was wir auswerten, zeigen wir auch her. Das Visualisieren wird für jeden sichtbar an den Infoboards. Wer zusätzliche Informationen braucht, hat jederzeit die Möglichkeit, auf weitere Daten zuzugreifen.“

Die Penn GmbH hat sich auf die Herstellung von geschmiedeten Stahlkomponenten für die Bau- und Automotive-Industrie spezialisiert. Neben dem Schmieden gehört auch die Verarbeitung der geschmiedeten Teile mit zerspanenden Verfahren zum Leistungsspektrum.

Ausschussquote unter 1,5 %
Da die Daten für jeden zugänglich waren, entstand als positive Folge ein kleiner Wettbewerb unter den Mitarbeitern. Sobald jemand signifikant unter den Durchschnitt fiel, half ihm das System in kürzester Zeit, die Gründe zu finden und zu beheben. Außerdem konnten sich die Mitarbeiter bei der Konfiguration des Systems aktiv einbringen: Benötigte ein Mitarbeiter einen bestimmten Button in der Software, kam er mit dem Vorschlag zu Fabians Kollegen und sie richteten ihm diesen Button ein. Auch das hat die Akzeptanz gefördert. Die positiven Resultate ließen nicht lange auf sich warten: Sobald eine Störung auftritt, werden Instandhaltung und Produktionsleitung automatisch per Mail benachrichtigt. Die Störgründe lassen sich auf diese Weise schneller lokalisieren, auswerten und vor allem beheben, so dass die Anlagen innerhalb kürzester Zeit wieder einsatzfähig sind.
Durch all diese Maßnahmen konnte Penn seine Maschinenverfügbarkeit bis auf 97 % erhöhen. Die automatische Auswertung der Maschinendaten hat dazu beigetragen, neu in Betrieb genommene Anlagen schneller in den produktiven Betrieb zu integrieren. Da Maschinen- und Produktionsdaten nicht nur automatisch erfasst, sondern auch ausgewertet werden, konnte die Arbeitszeit im organisatorischen Bereich um rund 50 % reduziert werden. Außerdem wurden die Rüstzeiten reduziert. All das hat dazu beigetragen, Produktions- und Prozesskosten zu senken. Doch nicht nur die rein ökonomischen Aspekte spielten eine Rolle. Die aktive Beteiligung der Mitarbeiter an der Gestaltung des MES hat dazu führt, dass die Mitarbeiter den kontinuierlichen Verbesserungsprozess (KVP) bei Penn heute mit eigenen Vorschlägen voranbringen, was sich in der Qualität der Produkte widerspiegelt: Die Ausschussquote liegt unter 1,5 %. Damit rangiert Penn unter den Vorstellungen der Automobilhersteller, die einen Wert unter 2 % als ideal ansehen. Auch der ermittelte EE spricht mit rund 90 % Gesamtanlageeffektivität Bände.
Nachdem die Arbeit mit dem MES von Proxia zu einer durchweg positiven Entwicklung geführt hat, plant Penn, das System zu erweitern: Die gesamte mechanische Fertigung mit rund 50 Anlagen und Maschinen wird komplett in das MES eingebunden, die Kommunikation zum ERP-System wird ausgeweitet, so dass die Mitarbeiter alle Auftragsdaten und Ausschusszahlen elektronisch über ihre PC-Terminals an der Maschine abrufen können. Die Prozessdaten der Anlagen, zum Beispiel Schwingungen oder Temperatur, sollen kontinuierlich automatisch überwacht werden, so dass Störungen noch eher erkannt und behoben werden können. Außerdem sollen die Module MDE und BDE durch die Proxia Module Feinplanung und Personaleinsatzplanung ergänzt werden. Mit diesen Maßnahmen ist Penn gut aufgestellt, um die Durchlaufzeiten weiter zu senken und die eigene Wettbewerbsfähigkeit auszubauen.
Teilen: · · Zur Merkliste