Walter Cut MX: Neue Größen bei Abstechwerkzeugen
Mit Cut MX und GX34 erweitert Walter sein Stechwerkzeug-Programm: Walter bietet seinen Kunden seit jeher hochwertige Werkzeuge für anspruchsvolle Fräsoperationen. Was bislang in der Metallbearbeitungsbranche weniger bekannt ist: Der Werkzeugspezialist bietet auch Lösungen im Bereich Drehen und Stechen an. Jetzt hat Walter zwei neue Systeme entwickelt, die das Produktprogramm im Ein- und Abstechen komplettieren.
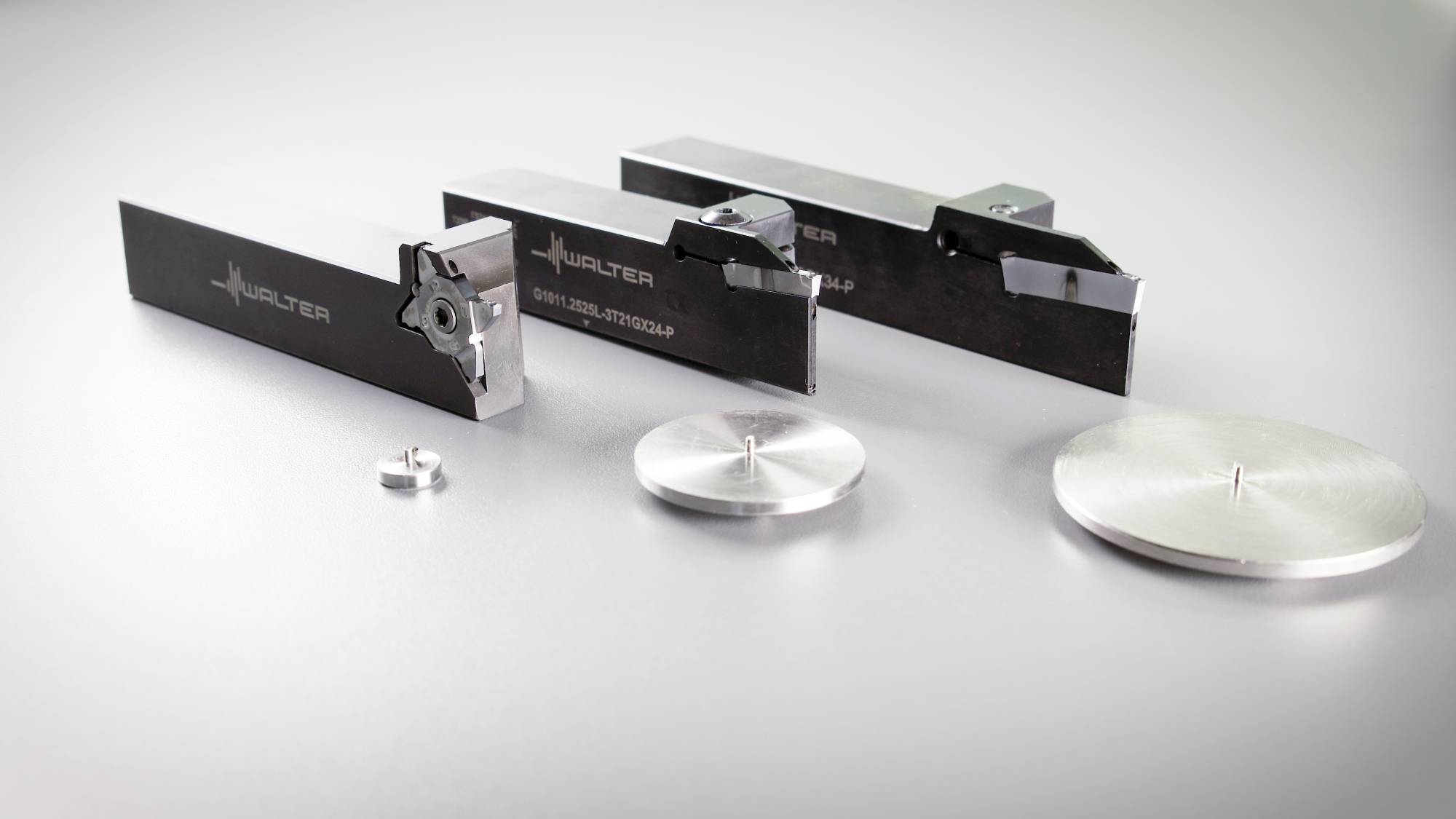
Die Walter Cut Werkzeugfamilie zum mehrschneidigen Abstechen auf einen Blick: G3011-P, G1011…GX24-P, G1011…GX34-P.

Markus Stumm
Product Manager Grooving/Thread Turning bei Walter
„Die neu verfügbaren Systeme ergänzen unser Portfolio mehrschneidiger Stechplatten nach oben und unten. Dadurch können unsere Kunden jetzt 90 Prozent aller Stechanwendungen mit Walter Standard Werkzeugen realisieren.“
Durch die Erweiterung der Produktpalette deckt Walter nun ein breites Anwendungsspektrum für mehrschneidige Stechbearbeitungen ab: vom Abstechen kleinster Werkstücke bis 12 mm Durchmesser mit vier Schneiden (Walter Cut MX) bis zu Werkstücken mit Durchmesser 65 mm – mit zwei Schneiden (Walter Cut GX34). „Mit unseren zweischneidigen Stechplatten Walter Cut GX24 lassen sich Werkstücke im mittleren Größenbereich bis 46 mm Durchmesser sehr gut bearbeiten. Diese Platten haben wir schon seit einigen Jahren im Programm. Die neu verfügbaren Systeme ergänzen unser Portfolio mehrschneidiger Stechplatten nach oben und unten. Dadurch können unsere Kunden jetzt 90 Prozent aller Stechanwendungen mit Walter Standard Werkzeugen realisieren“, erklärt Markus Stumm, Product Manager Grooving/Thread Turning bei Walter.
Die Platten des „kleinen“ Systems Walter Cut MX verfügen über vier präzisionsgeschliffene Schneiden. Im Standardprogramm sind damit Stechbreiten von 0,8 bis 3,25 mm und Stechtiefen bis 6,0 mm möglich. Sondergrößen und -ausführungen, wie etwa Einstich mit Fase, liefert das Unternehmen auf Wunsch via Walter Xpress mit kurzen Lieferzeiten. Das neue System für größere Werkstücke, Walter Cut GX34, ergänzt das GX-Programm um Stechplatten mit zwei Schneiden und Breiten von 3,0 bzw. 4,0 mm. Diese lassen sich für Stechtiefen bis zu 33 mm einsetzen.

Das neue System für größere Werkstücke, Walter Cut GX34, bietet Stechplatten mit zwei Schneiden zwischen 3,0 und 4,0 mm Breite, die sich für Stechtiefen bis zu 33 mm einsetzen lassen.
Signifikante Verbesserungen
Die Entwicklungsingenieure bei Walter hatten sich zum Ziel gesetzt, mit den neuen Werkzeugen auch signifikante Verbesserungen zu erzielen. „Viele Stechwerkzeuge haben Schwächen, die seit Jahren bekannt sind. Zu den Hauptproblemen zählt die Fixierung der Wendeschneidplatten. Diese ist oft umständlich, ungenau und nicht ausreichend stabil. Das ist vor allem deshalb kritisch, weil die Werkstoffe immer anspruchsvoller und schwerer zerspanbar werden. Auch Spanbruch, Spanabfuhr und Kühlung sind bei vielen herkömmlichen Stechwerkzeugen nicht optimal“, geht Stumm ins Detail.
Das Abstechen beziehungsweise tiefe Einstechen gilt unter Fachleuten daher als besonders schwierige Bearbeitung. „Solche Anwendungen werden tendenziell mit zu niedrigen Schnittwerten gefahren, um einen Werkzeugbruch oder sonstige Probleme zu vermeiden. Wir wollten diese Schwächen eliminieren und unsere Werkzeuge auf Höchstleistung – sprich: Wirtschaftlichkeit – trimmen. Das ist uns gelungen“, erklärt Markus Stumm selbstbewusst.
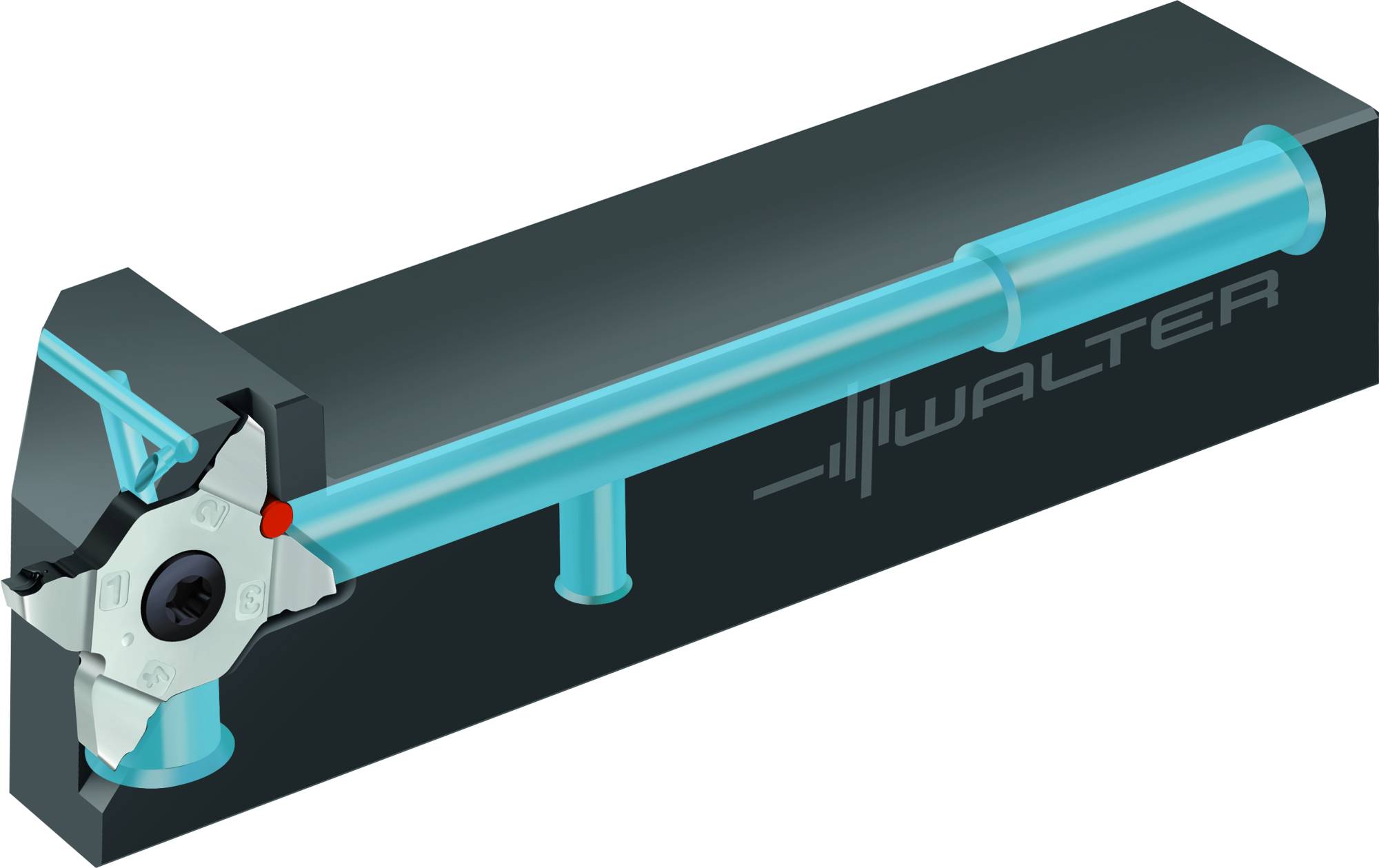
Bei allen Werkzeugen der Walter Cut Reihe wird eine hoch effiziente Präzisionskühlung eingesetzt: Die Übergabe des Kühlmittels direkt in der Schnittzone gewährleistet eine optimale Kühlung und hohe Produktivität.
Anwenderfreundlich und prozesssicher
Die neue, von Walter entwickelte Klemmung des MX-Systems ist anwenderfreundlich und prozesssicher. Die tangential geklemmte Platte richtet sich selbstständig, 100%ig korrekt in Bearbeitungsrichtung aus. Einer der Gründe: Im Plattensitz befindet sich ein Passstift, der für eine genaue und sichere Fixierung des Werkzeugs sorgt. Ein falscher Einbau der Platten wird damit unmöglich. Selbst in ungünstigen Bearbeitungssituationen ist der Plattenwechsel einfach durchzuführen. Zudem trägt die Art der Fixierung maßgeblich zu hoher Stabilität und Wiederholgenauigkeit bei. „Beide Faktoren im Verbund mit den präzisionsgeschliffenen Schneiden sorgen für eine hohe Spitzenhöhengenauigkeit und Planparallelität – und machen die Arbeit prozesssicher", so Stumm weiter.
Die Halterung der Walter Cut MX-Wendeschneidplatten ist so konzipiert, dass sie inaktive Schneiden schützt. Bricht eine Schneide ab, bleiben die übrigen Schneiden weiter verwendbar. Außerdem ist ein und derselbe Schneideinsatztyp gleichermaßen für rechte wie linke Werkzeughalter geeignet. Damit ist Walter Cut MX für die wirtschaftliche und prozesssichere Fertigung von hoch genauen Kleinteilen ausgelegt. Das Potenzial des Systems konnte bei einem Standzeittest in einer Großserien-Produktion auf einem Langdreher erfolgreich unter Beweis gestellt werden. Hier werden Präzisions-Edelstahlrohre mit einem Außendurchmesser von 5,0 mm aus 1.4301-Material abgestochen. Die Schneidenbreite, die zum Einsatz kommt beträgt 1,0 mm. „Mit dem neuen Walter Cut MX-System ist es uns gelungen, die Standzeit mehr als zu verdreifachen – und das absolut prozesssicher“, berichtet Markus Stumm.

Die Walter Cut MX-Wendeschneidplatten besitzen vier Schneiden. Die breiten Auflagenflächen bringen Stabilität. Wobei die Stiftfixierung für eine 100%ige Ausrichtung sorgt.
Abstechen bis 65 mm
Die stabile Auslegung des GX34-System sorgt für hohe Stabilität und Prozesssicherheit. „Das ist von besonderer Bedeutung bei unseren großen Werkzeugen. Zusätzlich vermeiden wir durch die lange Plattenführung unsauber bearbeitete, ballige Oberflächen. Eine Nachbearbeitung nach dem Abstechen ist damit in aller Regel nicht mehr nötig. Dies erhöht ebenfalls die Wirtschaftlichkeit beim Abstechen von Durchmessern bis 65 mm mit zwei Schneiden“, veranschaulicht der Produktmanager.
Das neue System konnte seine Prozesssicherheit bei einem Zerspanungstest beweisen. Ein namhafter Kunde aus der Zuliefer-Industrie fertigt Antriebswellen bis zu einem Durchmesser von 60 mm aus Nitrierstahl. Bisher wurden diese mit einem einschneidigen System abgestochen – die Prozesssicherheit war jedoch nicht zufriedenstellend. Es kam immer wieder zu Schneidenbrüchen und schwankenden Standmengen. In einer Serienfertigung auf mehreren Maschinen ist das kritisch. Daher testete man das neue Walter Cut GX34-System. „Die Stabilität unseres Systems reduzierte die Vibrationen bei der Bearbeitung deutlich. Dadurch konnte der Vorschub um 30 % und die Standmenge um 100 % erhöht werden. Ein Ergebnis, das auch im Langzeittest bestätigt werden konnte", freut sich Stumm.
Präzisionskühlung erhöht Schnittwerte
Bei allen Werkzeugen der Walter Cut Reihe wird die hoch effiziente Präzisionskühlung eingesetzt. Das Kühlmittel wird dabei direkt in die Schnittzone geleitet. Dies gewährleistet eine optimale Kühlung und hohe Produktivität. „Bei ISO-S-Werkstoffen erhöhen wir mit der zielgerichteten Hochdruckkühlung die Schnittgeschwindigkeit bei konstanter Standzeit um den Faktor 2.“
Die in den Klemmhalter integrierte Präzisionskühlung ist für Kühlmitteldrücke von zehn bis 80 bar konzipiert. Walter Cut MX-Stechwerkzeuge für Miniatur-Anwendungen – etwa in der Medizintechnik – arbeiten bauartbedingt mit einem großen Kühlmittelauslass. Sowohl die GX24- als auch die neuen GX34-Werkzeuge besitzen zwei in den Klemmhalter integrierte Kühlmittelaustritte. Dadurch entfällt die manuelle Ausrichtung der Düsen – und das System kühlt gleichzeitig Span- und Freifläche. „Der zweite Kühlmittelstrahl direkt auf die Freifläche führt zu nochmals deutlich besseren Ergebnissen“, so Markus Stumm.
Auch die Spanbildung wird durch die Präzisionskühlung positiv beeinflusst. Die Späne brechen kontrolliert und vergleichsweise kurz. Zudem sorgen die beiden Kühlmittelstrahlen für einen konstanten Schmierfilm, so dass die Späne mit weniger Reibung aus dem Einstich befördert werden. Im Ergebnis bedeute dies hohe Prozesssicherheit und Oberflächenqualität.
Teilen: · · Zur Merkliste